Flux Cored Wire의 최신 기술 개발 동향
The Latest Technology Development Tends of Flux Cored Wire
Article information
Abstract
Flux Cored Wire is the most widely used welding material for Flux Cored Arc Welding these days. This paper introduces the technical aspects of manufacturing FCW and the development trend of FCW for each type of steel and metal.
The studies are ongoing to lower the production cost of seamless-type FCW since it has not been generally used in welding shops so far because of it high cost even though the seamless-type FCW has various advantages than folded-type FCW in terms of manufacturing technology.
Meanwhile, a technical research has been carried out to develop a rutile type of FCW products which satisfies high toughness after post heat treatment. In addition, for high-speed fillet welding, there has been a development of welding materials which can be welded in Single Auto-Carriage 100 cpm or more and up to Twin Tandem 200 cpm without occurring any welding defect in order to improve the welding productivity.
As Zn coated steel is being used recently to improve the corrosion resistance of the automotive parts, a research and development for Metal Cored Wire has been conducted to reduce the Si island produced in welding operation than those produced when using the former solid wires.
A development of welding material that guarantees CTOD performance beyond -40 °C CTOD to -60 °C is underway by different steel grades, and FCW for super austenitic stainless steel is being developed as the corrosion resistant steel has been upgraded.
1. 서 론
Flux Cored Wire(이하 FCW)는 Flux Cored Arc Welding(이하 FCAW)에 사용되는 용접재료로 Covered Electrode를 사용하는 Shield Metal Arc Welding(이하 SMAW)을 대체하기 위해 1953년 Arthur Bernard1)에 의해 개발 되어 현재는 가장 널리 사용되고 있는 용접 재료이다. 튜브(Tube) 내부에 플럭스(Flux)를 함유하여 반자동 및 자동 용접이 가능하고 높은 생산성과 이동성 때문에 다양한 산업분야에 사용된다.
FCW의 역사는 단계적으로2) 최초 대구경(3.2mm)이 주로 사용되었으며, 용접성과 적용성의 문제로 오버레이 용접(Overlay Welding)등의 일부 분야에 제한적으로 사용되었다. 이후 1979년부터 전자세를 위해 슬래그(Slag)를 포함하는 소구경 와이어(1.2mm) 개발로 사용량이 크게 증가하기 시작했다. 이후 많은 연구가 이루어져 다양한 슬래그 타입의 전자세용 FCW의 개발로 용접 생산공정 비용을 크게 감소시킬 수 있어 조선산업분야에 사용량이 증가되었고, 용접 생산 비용 절감에 충분히 기여하게 되었다.
한국에서 FCW의 사용량은 지난 25년간 급격하게 증가하여 전체 아크용접(Arc Welding)의 약 30%이상을 차지하고 있다3). FCW의 사용비율은 조선과 중·화학공업에서 가장 높고, 자동차를 제외한 모든 영역에서 30%이상을 차지한다3). 현재에도 FCW의 높은 생산성과 비용적인 효과로 다양한 산업분야로 확대 적용되고 있다.
본 논문은 최근 FCW의 제조기술적, 유형별, 강종별 개발 동향에 대해 각각 소개하고자 한다.
2. Flux Cored Wire의 개요
FCW는 금속 외피 또는 튜브(Metal Sheath or Tube)와 튜브 내부에 충전된 플럭스로 구성되어 있으며, 금속 튜브의 단면 모양이나 플럭스 조성에 따라 다양한 형태의 FCW의 제조가 가능하다. Fig. 1과 2는 각각 FCW의 성형 프로세스와 제조 공정을 개념적으로 보여주는 것으로, 스트립을 U자형으로 성형하여 내부에 사용목적에 따라 설계된 플럭스를 넣은 다음 O자형으로 성형하고, 성형된 O자형 튜브를 원하는 직경까지 인발하여 생산한다. O자로 성형 생산된 와이어의 표면에는 와이어 길이 방향을 따라 형성된 심(Seam)부가 남게 되며, 심부의 최종 마무리 형태에 따라 Butt와 Overlap type으로 구분하기도 한다. 일반적으로 Overlap type이 Butt type에 비해 심부의 벌어짐이 적어 흡습에 대한 영향이 적다(Fig. 3). 이와같이 U자에서 O자로 성형·생산되어 심부를 가지게 된 와이어를 Folded type 와이어라 하고, 심부를 형성하지 않거나, 용접에 의해 심부가 제거된 것을 Seamless(심리스) type 와이어라 한다(Fig. 4).
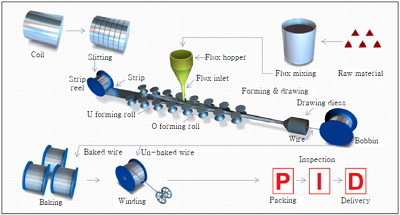
Forming process of Flux Cored Wire
Production process of Flux Cored Wire
Cross-section photographs of Flux Cored Wire with seam type

Photographs of folded and seamless type Flux Cored Wire
마지막으로 인발이 끝난 후 표면에 남아있는 잔류 윤활제를 처리하게 되는데, 200-400°C의 온도에서 1-10시간 건조하여 표면에 산화피막을 형성시킨 것을 베이크드 타입(Baked type)이라 하고, 건조 공정을 생략하고 와이어 표면의 잔류 윤활제를 물리적, 화학적으로 제거 후 방청성과 송급성 향상을 목적으로 액상 또는 고체의 처리제를 도포한 것을 언베이크드 타입(Unbaked type)이라 한다. 또한, Seamless FCW와 같이 특수한 경우에는 와이어 표면을 구리(Copper)도금하는 경우도 있다.
FCAW는 GMAW(Gas Metal Arc Welding)와 유사하나 중심부에 플럭스(Flux)가 채워져 있는 FCW를 사용하여 일정한 속도로 FCW를 공급하면서 용접비드가 형성되도록 하는 용접 법이다4).
FCAW는 보호가스 사용 여부에 따라 가스보호(Gas Shielded) FCAW와 자체보호(Self-Shielded) FCAW로 구분되며, 용융부가 보호가스 및 슬래그에 의해 이중으로 보호되는 것으로써, GMAW의 솔리드와이어(Solid Wire)와는 사용하는 형태만 다를 뿐 원리는 동일하다. 그러나 자체보호 FCAW에서는 외부에서 추가적인 보호가스가 공급되지 않기 때문에 SMAW의 원리와 유사하게 플럭스에서 발생하는 자체 가스와 슬래그에 의해 용융부가 보호된다. 자체보호 FCAW는 SMAW 대비 용융속도(Melting Rate)와 용착속도(Deposition Rate)가 매우 높은 것이 특징이고, 보호가스를 사용하지 않으므로 옥외의 바람이 부는 곳에서도 용접작업이 가능하다. 또한, 용접토치가 가볍고 조작하기 쉬워 작업자의 피로도가 적으므로 작업 능률을 향상시킬 수 있다4).
FCW에서 플럭스는 용착금속의 기계적 물성치와 용접 작업성을 조정하며, 아크(Arc) 안정제, 슬래그 형성제, 탈산제, 탈질제, 가스 형성제, 그리고 합금성분 등을 포함한다5) 대표적으로 루타일(Rutile)을 주성분계로 하는 산성계 슬래그 조성을 가질 경우 작업성이 매우 우수하고 전자세 용접이 가능하다. 또한, 비드 외관이나 슬래그 박리성을 좋게 하기 위해서 소량의 특정 화합물이 첨가 되고 있으며, 슬래그의 물리적 성질을 조정하여 수직 상진 및 하진 용접성이 우수하도록 제조된 제품도 있다. CaO와 CaF2를 주성분계로 하는 염기성계 슬래그 조성을 가질 경우 용접부 인성이 우수하나, 작업성이 열악하고 전자세 용접이 어려워진다. 마지막으로 금속 분말이 주성분인 플럭스를 사용할 경우에는 메탈 코어드 와이어(Metal Cored Wire, 이하 MCW)라 하며, 슬래그가 생성되지 않아 보호가스를 사용하여야만 한다6). 보호가스로는 Ar 또는 Ar+CO2의 혼합가스를 사용하는 것이 일반적이고, 솔리드와이어 보다 단위면적당 전류밀도를 높일 수 있어 약 20~30%정도 높은 용착속도로 생산성을 향상시킬 수 있다4).
3. Flux Cored Wire 제조 기술
3.1 Seamless Flux Cored Wire
용접재료시장은 기존 고가의 Seamless FCW를 저렴한 가격으로 대량 생산이 가능한 Seamless FCW 제조 기술 개발이 진행되고 있다.
Seamless FCW는 기존 Folded type이 가지고 있는 심부를 제거함으로써, Fig. 5와 같이 다습한 환경에서도 장시간 내부 플럭스의 수분 흡습이 없어 용착금속의 수소함유량을 낮추어 저온균열 발생을 줄일 수 있고, 더불어 용접부의 웜홀(Wormhole) 발생도 감소시킬 수 있다. 또한, 기존 Folded type의 경우 용접 후 흡습의 우려로 일정기간 사용 후 남은 와이어을 폐기하였다. 이를 최소화 시키기 위해 소량의 Folded type 스풀 형태로 사용하는 경우도 있지만, Seamless FCW의 경우 잔량이 남더라도 흡습이 발생하지 않아 드럼의 대용량 형태로 사용이 가능하고 사용자의 입장에서는 와이어의 보관과 관리가 쉬워지게 된다.
Diffusible hydrogen variation of folded and Seam- less type Flux Cored Wire with exposure time
물리적 특성으로는 심부가 없으므로, 와이어 자체의 표면 이방성이 개선되어 용접 케이블에서 토치로 공급된 와이어가 컨텍트 팁(Contact Tip)으로 일정하게 돌출되는 와이어의 타겟(Target) 특성과 송급 성능이 개선되고, 굽힘과 비틀림에 따른 플럭스의 유출이 없으며, 표면으로 흐르는 전류가 균일하여 아크가 안정화 되므로 로봇용접과 같은 자동용접 시 스패터(Spatter) 발생과 아크 불안정에 따른 품질 불량을 개선 할 수 있다.
그러나 이러한 다양한 장점에도 불구하고 Seamless type FCW는 Folded type FCW에 비해 일반화 되지 못하였는데, 그 이유는 생산방식이 연속적이지 못하고, Pipe 내부에 플러스를 충전 후 이를 다시 건조와 인발, 구리 도금하여 권취하는 형태7)로 와이어 자체 생산비용적인 측면에서 상당히 불리함을 가지고 있었다(Fig. 6). 이를 극복하기 위해 Folded type으로 제조하는 과정에서 전기 저항 용접(Electric Resistance Welding, ERW)이나8), 플라즈마(Plasma), GTAW(Gas Tungsten Arc Welding)를 사용하여 심부 자체를 용접하는 프로세스가 도입되었으나(Fig. 7), 용접 시 내부 플럭스가 심부 용접에 의해 발생하는 열이나 아크에 노출되어 특성이 변하거나 함께 용융되는 문제로 생산성을 높이는 것에는 한계를 가지고 있었다. 최근 이러한 한계를 극복한 Seamless 공정이 국내에서 개발되어 특허 등록이 완료 되어 있다9). 이 방법은 성형된 FCW를 다시 한번 Folded하여 이중관 형태로 제작한 후 이중 Folded에 의해 형성된 심부를 용접함으로써 아크가 직접 내부 플럭스에 영향을 미치지 않게 하여 기존의 문제점을 개선함으로써 생산성을 확보 할 수 있게 한 것이다(Fig. 8). 또한 기존의 Seamless는 표면에 구리를 도금하여 전기전도도와 방청성을 확보하고, 낮은 컨텍트 팁 마모도를 개선 하였으나, 상기 방식으로 생산된 와이어는 기존 Folded type에서 생산하는 방식과 동일하게 표면도금 없이 건조타입(Baked Type)이나 비건조타입(Unbaked type)으로 생산이 가능하고 방청성과 컨텍트 팁 마모도도 우수하다(Fig. 9, 10).


Photograph of cross-section for double folded and seam welded Seamless Flux Cored Wire
Wire surface rust generation test result for copper free and copper coated seamless Flux Cored Wire
Contact tip wear test results of copper free and copper coated seamless Flux Cored Wire

Photographs of wear plate and continuous casting rolls
3.2 Flux Core Wire 표면 처리 기술
FCW는 장시간 고속 용접에 사용되므로, 송급이 원활 하지 못할 경우 빈번한 작업중단을 가져와 생산성을 저하시킨다. 또한, 용접재료 제조사들은 장시간 보관 시에도 와이어 표면에 녹이 발생하지 않는 기술 개발을 다양한 방법으로 진행하고 있다.
생산공정의 성형 및 인발 시 사용되는 윤활제와 와이어의 송급성, 방청성, 표면전기전도 향상을 위한 와이어 표면 처리제 등에 대해 지속적인 연구를 진행하고 있다. 이런 표면 처리 기술은 각 제조사의 비공식적인 노하우로 외부에는 알려져 있지 않지만 경쟁적으로 기술 개발을 진행 중이다.
4. Flux Cored Wire Type 별 개발 동향
4.1 Rutile계 Flux Cored Wire
4.1.1 후열처리(Post Weld Heat Treatment, PWHT)용
일반적인 Rutile계 Flux Cored Wire는 후열처리 후 충격인성이 급격히 감소하는 특징으로 사용이 제한적 이였으나, 2000년대 초반 AWS A5.20 E71T-9X계열의 후열처리 전용 FCW가 개발되어 적용되기 시작하였고, 현재는 국내에서도 범용적으로 생산 판매하고 있다. 최근에는 후열처리용 AWS A5.29 E81T-K2X와 E91T-K2X계열의 FCW가 개발되어 후열처리 후에도 -60°C까지 충격인성을 보증하고 있다. Drilling Pipe용으로 사용되는 ASTM A519 Gr. 4130 용으로는 인장강도 720Mpa이상, NACE(National Association of Corrosion Engineers)의 요구사항인 Max. 1.0%Ni을 만족하면서 -40°C 충격인성을 보증해야 하는 까다로운 규격을 만족하는 후열처리용 FCW가 국내에서 개발되어 국내외 조선소에 적용 중이다.
4.1.2 고속 Fillet 용접용
보수용접이 적고, 고속용접이 가능한 필릿(Fillet)전용 용접재료가 개발되어 사용되고 있으며11), 종래에는 싱글 오토케리지(Single Auto-Carriage) 기준 50~80 cpm cm/min)의 속도에서 사용되어 왔으나, 최근 100~ 20 cpm의 초고속에서도 내기공성과 양호한 등각장을 형성하는 용접재료의 개발이 진행되고 있다. 특히 선박의 건조 공정에서 전체 용접부의 70%정도를 차지하는 프라이머(Primer) 도포 강판의 필렛 용접부에 대한 고속화, 고효율화, 고품질화를 요구하고 있다.
20여년 전에는 단일전극의 Flux Cored Wire 용접재료를 이용해 80 cpm 정도에 머물렀던 용접속도가 TOP (Twin- Tandem One Pool)12) 용접법의 적용을 통해 150 cpm 정도로 약 2배 증가 하였으며, 최근에는 용접속도를 200 cpm 이상 고속으로 수평 필릿 용접이 가능하도록 용가와이어(Filler Wire)를 선, 후행 전극 사이에 삽입시켜 고용착 및 용융지 안정화를 도모한 새로운 시공법과 내기공성이 탁월한 Metal Flux Cored Wire의 연구도 보고되고 있다13,14).
4.2 Metal Cored Wire
자동차의 대표적인 표면처리강판은 GI(Galvanized), GA(Galvannealed), EG(Electro-galvanized)의 아연도금강판으로 로봇 용접공정을 통하여 용접이 진행되고 있으며15). 기존 AWS A5.18 ER70S-X 계열의 솔리드와이어를 대부분 사용 중이다. 그러나 아연도금강판에 용접 시 Si island가 발생하여 용접 후 도장을 위해 Si island를 제거하는 불필요한 후속공정이 필요하게 된다. 이를 보완하기 위해 기존 Soild wire대비 Si island 발생을 저감시킬 수 있는 Metal Cored Wire가 개발되고 있으며, CO2, Ar +CO2 혼합가스에서 솔리드와이어 대비 적은 스패터 발생과 고용착 속도를 가지므로 생산성을 향상시킬 수 있다.
조선 및 중공업분야에 있어서는 잠수함과 같이 군사용 목적으로 고장력, 고인성을 요구하는 760Mpa 이상의 인장강도를 가지는 고강도 고인성 MCW를 개발이 진행중에 있다.
또한, 대구경 와이어의 MCW로 SAW(Submerged Are Welding) 와이어를 대체 할 수 있으며, 솔리드 형태의 SAW와이어와 달리 까다로운 공사 요구 조건을 만족시키기 위한 성분계 조절이 비교적 용이하다. 현재는 하드페이싱(Hardfcaing) 분야의 wear plate 제조에 사용되는 Open Arc type과 SAW Composite Wire로 대구경 MCW가 제한적으로 사용되고 있지만, HRC 65 이상의 경도를 요구하거나, 연주롤 보수용접에 있어 내구성이 우수한 성분계의 개발에 초점이 맞추어져 있다.
4.3 Self-Shielded Flux Cored Wire
자체보호 FCW는 보호가스를 사용하지 않으므로, 이동이 편리하고 보호가스 노즐이 필요하지 않아 T, K, Y Joint와 같은 Pipe 용접이나, 협개선(Narrow Gap) 부위의 초층용접용으로 적합하다(Fig. 12).

T.K.Y pipe narrow gap welding by Self-shielded Flux Cored Wire
그러나 용접조건의 범위가 좁고, 흡습에 대한 저항성이 낮아 보관상의 어려움이 있어 한정된 부위에 적용되고 있지만, 이런 한계를 극복하기 위한 노력이 진행되고 있고, 향후 Rutile계 FCW와 SMAW의 Covered Electrode를 대체해 나갈 용접재료로 예상 된다.
5. 강종별, Metal별 Flux Cored Wire 개발 동향
5.1 연강 및 고장력강
일반 연강용 Rutile계 용접재료는 제조사별로 차별화 및 최적화가 되어 있고, AWS A5.20 E71T-12X-J의 규격으로 -46°C까지 충격인성을 안정적으로 만족시키는 용접재료가 적용되고 있다. 최근 건설용으로 해외를 비롯하여 국내에도 내진규격인 AWS D1.8 Seismic Supplement를 만족하는 용접재료를 요구하고 있으며, 이를 보증하는 AWS A5.20 E71T-9X-J FCW가 확대 적용될 전망이다.
컨테이너선의 초대형화(20,000TEU 이상)에 따라 하중을 가장 크게 받는 Hatch Coaming부위에서는 두께 80mmt 이상의 EH47 극후판 강재가 사용되고16), -10°C CTOD(Crack Tip Opening Displacement) 성능을 요구하여 이를 만족하는 AWS A5.29 E81T1- K2X의 FCW가 적용되고 있고, 향후 CTOD 성능을 만족하는 더 높은 강도의 용접재료 수요가 예상 된다.
또한, HSLA-80, HSLA-100 등의 HSLA강(High Strength Low Alloy Steel)과 같은 미국의 MIL 규격으로 규격화되어 있는 고장력강에17,18) 대한 무예열 용접재료가 국내에 개발되어 있다19).
5.2 Low Alloy 계
5.2.1 저온용강
저온용강은 근해 및 온, 열대 지역 해양에서의 자원 채굴의 한계로 심해 및 한랭 지역으로 그 범위가 확대됨에 따라 고강도, 고인성을 요구하면서도 강재의 두께는 더욱 얇아지고 있으며, 충격인성과 CTOD 성능을 보증하기 위한 방향으로 지속적인 강재 개발이 이루어지고 있다.
저온용강 FCW도 강재개발과 더불어 저온 충격인성과 CTOD를 보증하는 방향으로 개발되고 있으며, 해양구조물용 강재의 경우 -40°C CTOD요구 성능을 만족하는 AWS A5.29 E91T1-Ni2X FCW가 상용화 되었고, 현재는 -60°C를 보증하기 위한 용접재료개발이 진행되고 있다. 아래 Table 120)에 -40°C CTOD 성능 강재의 요구 특성과 최소 CTOD요구치(값)을 나타내었다.

Target properties for the developed steel
5.2.2 내열강
내열강용 용접재료는 적용부위에 따라 용접부의 충격성능, Step Cooling Test21), X-factor22)값을 요구하고 있다. 이처럼 까다로운 요구사항을 만족시키기 위해 현재까지 SMAW와 GTAW, GMAW의 용접프로세스가 적용되어 왔다. FCAW의 경우 MCW와 염기성계의 FCW가 일부 상용화 되어 있으나 전자세 용접성을 확보할 수 없고, MCW는 보호가스로 Ar 또는 혼합가스를 사용해야 하므로 사용상에 한계를 가지고 있다. 아직까지 Rutile계 FCW는 이런 까다로운 성능을 만족시키지 못해 제한적으로 적용되고 있다.
일반적으로 375~575°C 범위에서 결정립계에 P, Sb, Sn, As의 불순물이 집적, 편석되어 입계에서 응집(Co- hesive)력 저하로 천이온도가 상승(인성저하)하여 발생하는 Temper Embrittlement는 아래 식 (1)과 같이 X-Factor로 표기 되며, P > As > Sb > Sn의 순으로 화학성분의 영향을 받는다.
충격인성, X-Factor와 Temper Embrittlement를 평가하는 Step Cooling Test를 만족하는 Rutile계 FCW는 아직 상용화 되어 있지 않지만, SMAW를 대체 적용하기 위한 FCW의 개발이 진행되고 있다.
또한, 강재의 개발에 맞추어 SA 335 P91, P92와 함께 초초임계를 넘어서는 P122 강재용 FCW가 상용화 되어 있지만, X-Factor 만을 요구하는 부위에 한정적으로 사용되고 있고 향후 내열강재 소재의 고급화에 따라 이들 강재용 FCW의 수요는 증가할 것으로 전망 된다.
5.2.3 내후성, 내식강
내후성강이란 P(인), Cr(크롬), Ni(니켈), Cu(구리)등의 합금원소를 첨가하여 금속표면에 보호층을 형성하므로써 대기, 비, 해수 및 황산 등에 의한 대기부식을 억제하여 부식속도가 보통강의 수분의 1이하가 되도록 한 저합금강을 말한다. 대표적으로 고P-Cr-Cu계와 Cr-Cu계의 강종이 주종을 이루고 있다. 이들 강재의 용접재료로는 SMAW 프로세스용 AWS A5.9 E7018-W1과 E8018- W2가 주로 사용되었으나, AWS A5.29 E81T1-W2의 FCW가 상용화 되어 SMAW를 대체 적용하고 있다.
또한, 황산 및 염산에 견디는 복합부식 강재와 용접재료 개발이 최근 국내에서 진행 되었으며 건설, 발전설비용으로 Covered Electrode와 FCW가 상용화 되어 있다.
5.2.4 Stainless Steel
스테인리스강은 구조물의 경량화 및 가혹한 조건을 만족하는 강재의 적용을 통한 수명 연장을 위해 다각도의 설계가 시도되고 있으며, 그에 따라 강재의 개발도 기존 Austenite계 Stainless Steel(이하 STS)인 STS 316L에서 Duplex Stainless Steel(이하 DSS)와 Super Duplex Stainless Steel(이하 SDSS)로 진행되었고, 최근에서는 내식성이 더욱 향상된 Super Austenite Stainless Steel (이라 SASS)과 Hyper Duplex Stainless Steel(이하 HDSS)로 발전하고 있다.
Duplex Stainless Steel은 높은 인장강도와 해수에서 우수한 내공식(Pitting Corrosion) 저항성 및 우수한 내구성을 특징으로 담수설비, 해양구조물을 비롯하여 기존 STS 316L이 이용되던 영역에 활발히 대체 적용되고 있다. 특히 해양플랜트공사에 DSS 용접재료를 적용하기 위해서는 -46°C의 충격값을 보증해야 하는데, 기존 Rutile계 FCW는 -46°C의 충격값 보증에 상당한 어려움을 가지고 있었다. 그러나 최근 -46°C 저온 충격 인성을 만족하는 AWS A5.22 E2209T1-1의 Rutile계 전자세용 FCW가 국내에서 개발되어 일부 대형조선소에 WPS(Welding Procedure Specification) 등재가 완료되었다.
더불어 공식 저항 당량 지수(Pitting Resistance Equi- valent Number, PREN, 식 (2)) 가 최소 45~50이상인 SDSS인 UNS S32254, S32654의 수요가 증가하고 있으며, 이를 위한 SDSS용 FCW가 최근 국내에서 개발 및 상용화 되어 적용 중에 있다.
SASS는 높은 PREN값을 가지며, Ni계 합금 대비 저렴하고 동등한 수준의 내공식 특성을 가지므로 원자력 발전소의 해수 계통, 담수 설비, 화력발전소의 탈황설비 및 석유화학 설비 등에 적용하고 있다. 그러나 용접 시 발생하는 내식성 저하, 균열발생 등의 문제로 인하여 Ni합금계인 Inconel 625를 용접재료로 주로 사용하고 있으며, 향후 SASS계 강재의 소요량이 더욱 증가할 경우 SASS와 동등한 성분계를 가지는 FCW의 개발에 대한 수요가 증가할 것으로 예상 된다.
마지막으로 400°C 이상의 고온용, 500°C 이상의 후열처리를 실시하는 강재용으로 적용되는 STS FCW의 경우 Bi 함유량을 20ppm 이하로 제한하도록 AWS A2.2에 명기되어 있다. Bi는 FCW의 슬래그 박리성을 개선시켜 주는 원소로 일반적으로 많이 사용되고 있으나, 용접후열처리동안 Bi의 입계확산에 의해 재열균열 발생의 원인으로 작용하게 된다23). 미국과 유럽 등의 선진국에서는 용접재료의 Bi 함량을 표기하도록 권장하고 있으며, Bi Free 용접재료에 대한 관심이 높아지고 있다. 국내에도 이미 상용화된 Bi free FCW가 생산 되고 있으며, Bi를 첨가하지 않고서도 동등한 슬래그 박리성을 확보할 수 있는 기술개발을 진행 중이다.
5.2.5 비철금속
Al, Mg, Cu, Ti합금계와 같은 비철금속의 용접에는 아직까지 주요 용접 프로세스로 Solid Wire의 용접재료를 사용하는 GTAW와 GMAW를 적용하고 있으며, GMAW는 MIG용접이 주를 이룬다.
또한, Al, Cu합금계의 경우 소량의 SMAW 프로세스가 적용되고 있지만, 현재까지 Solid Wire를 대체하고자 하는 시장의 요구가 없어 이들 비철금속용 FCW의 개발은 단기간에 이루어 지지는 않을 전망이다.
Ni합금계는 현재까지 주요 용접 프로세스로 SMAW와 GTAW, GMAW의 MIG가 적용되고 있으나, SAMW와 GTAW는 생산성이 낮고, MIG의 경우 전자세 용접이 어렵우며, 기공 발생률이 높아 산업현장에서는 비용과 품질문제로 어려움을 겪고 있다. 이를 해결하기 위해 Rutile계의 전자세용 FCW가 개발 및 적용되고 있으며 꾸준한 시장성장이 기대된다. 특히 펄스(Pulse) 기능을 사용하지 않고서도 전자세 용접이 가능하고, 일반적으로 GMAW의 1.5~2배, SAMW에 비해 2~3배의 높은 용착속도를 가질 수 있다. 또한 보호가스로 Ar, CO2, 혼합가스 모두 사용할 수 있어 활용성이 더욱 높다24). Table 2에 상용화 되어 있는 Ni계 FCW의 종류를 나타내었다.

List of commercialized Ni alloy Flux Cored Wire
6. 결 론
본 논문에서는 Flux Cored Wire의 최신기술 동향에 대해 소개 하였다.
제조기술 측면에서 Seamless type FCW는 기존 Folded Type FCW에 비해 여러가지 장점을 가졌지만 비용적인 문제로 범용화가 되지 않고 있어, 생산비용을 낮추기 위한 연구들을 진행하고 있다. 대표적인 기술로 이중관 형태로 제작한 후 심부를 용접함으로써 아크가 직접 내부 Flux에 영향을 미치지 않게 하여 기존의 문제점을 개선하고, 무도금의 형태로 더욱 생산비용을 낮춘 프로세스를 소개 하였다.
또한, FCW type별로는 Rutile계에서 후열처리 후 고인성을 만족시키기 위한 기술 개발이 지속적으로 진행되고 있으며, 고속용접용으로는 생산성 향상을 위해 싱글 오토케리지 적용시 용접속도 100 cpm이상, 트윈탄템 200 cpm까지 용접결함 없이 용접이 가능한 재료개발이 이루고 지고 있다.
MCW는 자동차부분에서 내식성을 확보하기 위해 아연도금강판으로 대체 됨에 따라 기존 솔리드 와이어의 Si island 형성을 낮추기 위한 방향으로 개발이 진행되고 있다.
강종별 특징으로 -40°C CTOD를 넘어 -60°C까지 CTOD성능을 보증하는 재료개발이 진행 중이며, 스테인리스강 FCW는 내부식 강재의 고급화에 의해 슈퍼오스테나이트계 개발을 진행 중이다.