1. T. Zacharia, S. A. David, J. M. Vitek, and T. Debroy, Weld Pool Development During GTA and Laser Beam Welding of Type 304 Stainless Steel, Part I- Theoretical Analysis, Weld. J. 68(12) (1989) 499sŌĆō509s.
2. A. Kaplan, A Model of Deep Penetration Laser Welding Based on Calculation of the Keyhole Profile,
J. Phys. D:Appl. Phys. 27(9) (1994) 1805ŌĆō1814. https://doi.org/10.1088/0022-3727/27/9/002
[CROSSREF] 3. P. Solana and J. L. Oca├▒a, A Mathematical Model for Penetration Laser Welding as a Free-Boundary Problem,
J. Phys. D:Appl. Phys. 30(9) (1997) 1300ŌĆō1313. https://doi.org/10.1088/0022-3727/30/9/005
[CROSSREF] 4. A. F. H. Kaplan, M. Mizutani, S. Katayama, and A. Matsunawa, Unbounded Collapse Keyhole and Bubble Formation During Pulsed Laser Interaction with Liquid, Zinc,
J. Phys. D:Appl. Phys. 35 (2002) 1218ŌĆō1228. https://doi.org/10.1088/0022-3727/35/11/319
[CROSSREF] 5. A. Mahrle and J. Schmidt, The Influence of Fluid Flow Phenomena on the Laser Beam Welding Process,
Int. J. Heat Fluid Fl. 23 (2002) 288ŌĆō297. https://doi.org/10.1016/S0142-727X(02)00176-5
[CROSSREF] 6. H. Ki, J. Mazumder, and P. S. Mohanty, Modeling of laser keyhole welding Part I, mathematical modeling, numerical methodology, role of recoil pressure, multiple reflections, and free surface evolution,
Metall. Mater. Trans. A. 33(6) (2002) 1817ŌĆō1830. https://doi.org/10.1007/s11661-002-0190-6
[CROSSREF] [PDF] 7. J. Y. Lee, S. H. Ko, D. F. Farson, and C. D. Yoo, Mechanism of keyhole formation and stability in stationary laser welding,
Phys J. D:Appl. Phys. 35(13) (2002) 1570ŌĆō1576. https://doi.org/10.1088/0022-3727/35/13/320
[CROSSREF] 8. J. H. Cho and S. J. Na, Implementation of Real-Time Multiple Reflection and Fresnel Absorption of Laser Beam in Keyhole,
J. Phys. D:Appl. Phys. 39 (2006) 5372ŌĆō5378. https://doi.org/10.1088/0022-3727/39/24/039
[CROSSREF] 9. J. H. Cho and S. J. Na, Theoretical Analysis of Keyhole Dynamics in Laser Drilling Considering the Polarization of Laser,
J. Phys. D:Appl. Phys. 40 (2007) 7638ŌĆō7647. https://doi.org/10.1088/0022-3727/40/24/007
[CROSSREF] 10. W. I. Cho, J. H. Cho, M. H. Cho, J. B. Lee, and S. J. Na, Numerical Simulation Bubble of and Pore Generation by Molten Metal Flow in Laser-GMA Hybrid, Welding,
J. Weld. Join. 26(6) (2008) 67ŌĆō73. https://doi.org/10.5781/KWJS.2008.26.6.067
[CROSSREF] [PDF] 11. W. I. Cho, S. J. Na, M. H. Cho, and J. S. Lee, Numerical Study of Alloying Element Distribution in CO
2, Hybrid Laser- GMA Welding,
Comput. Mater. Sci. 49(4) (2010) 792ŌĆō800. https://doi.org/10.1016/j.commatsci.2010.06.025
[CROSSREF] 12. W. I. Cho, S. J. Na, C. Thomy, and F. Vollertsen, Numerical simulation of molten pool dynamics in high power disk laser welding,
J. Mater. Process. Technol. 212 (2012) 262ŌĆō275. https://doi.org/10.1016/j.jmatprotec.2011.09.011
[CROSSREF] 13. W. I. Cho, V. Schultz, and P. Woizeschke, Numerical study of the effect of the oscillation frequency in buttonhole welding,
J. Mater. Process. Technol. 261 (2018) 202ŌĆō212. https://doi.org/10.1016/j.jmatprotec.2018.05.024
[CROSSREF] 14. W. I. Cho and P. Woizeschke, Analysis of molten pool behavior with buttonhole formation in laser keyhole welding of sheet metal,
Int. J. Heat Mass Trans. 152 (2020) 119528https://doi.org/10.1016/j.ijheatmasstransfer.2020.119528
[CROSSREF] 15. M. H. Cho and D. F. Farson, Simulation Study of a Hybrid Process for the Prevention of Weld Bead, Formation Hump, Weld. J. 86(9) (2007) 253sŌĆō262s.
16. J. H. Cho and S. J. Na, Three-Dimensional Analysis of Molten Pool in GMA-Laser Hybrid, Welding, Weld. J. 88(2) (2009) 35sŌĆō43s.
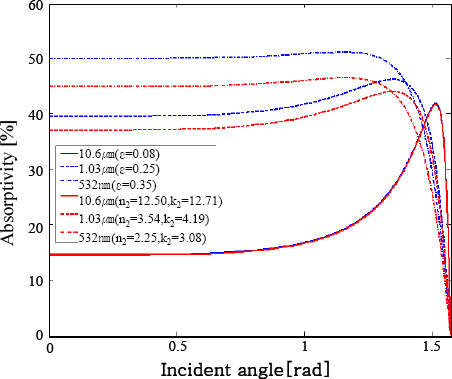
17. Y. Kawahito, N. Matsumoto, Y. Abe, and S. Katayama, Laser absorption characteristics in high-power fibre laser welding of stainless steel,
Weld. Int. 27(2) (2013) 129ŌĆō135. https://doi.org/10.1080/09507116.2011.606151
[CROSSREF] 18. W. I. Cho, Ph. D. dissertation, A Numerical Study on Molten Pool Behavior in Laser-Arc Hybrid Welding Process, KAIST Daejeon, Korea. (2012) 48ŌĆō111.





 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



