


1. ņä£ ļĪĀ
2. ņŗżĒŚś ņ×¼ļŻī ļ░Å ļ░®ļ▓Ģ
Table┬Ā1
| Element(wt%) \ Material | Si | Mg | Al | Ca | Zn | P | Mn | Ba | S | Cl | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Shop primer | 12.9 | 7.6 | 0.6 | 0.7 | 13.6 | 3.5 | 0.3 | - | - | - | 60.4 |
| Epoxy | 23.1 | 19.1 | 11.3 | 0.9 | - | - | - | 11.1 | 1.3 | 0.7 | 32.0 |

3. ņŗżĒŚś Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 ļÅäļŻīņØś ņ”Øļ░£ ĒŖ╣ņä▒ ļ╣äĻĄÉ
3.2 Ēæ£ļ®┤ ņĪ░ļÅäņØś ļ│ĆĒÖö
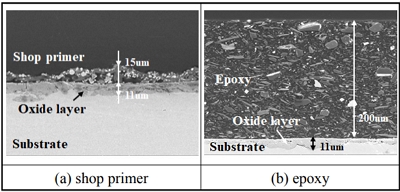
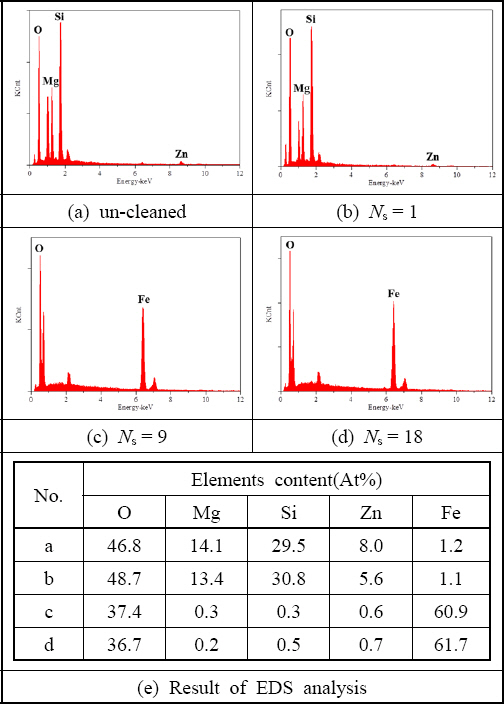
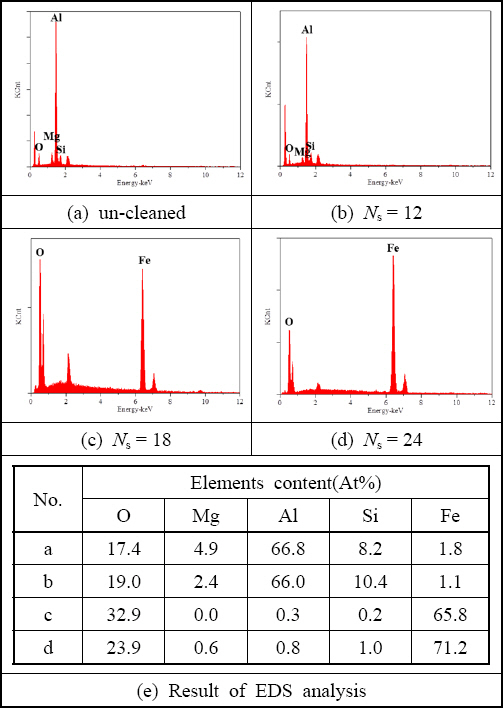
3.3 ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ ņĀäĒøäņØś ņä▒ļČä ļČäņäØ
4. Ļ▓░ ļĪĀ
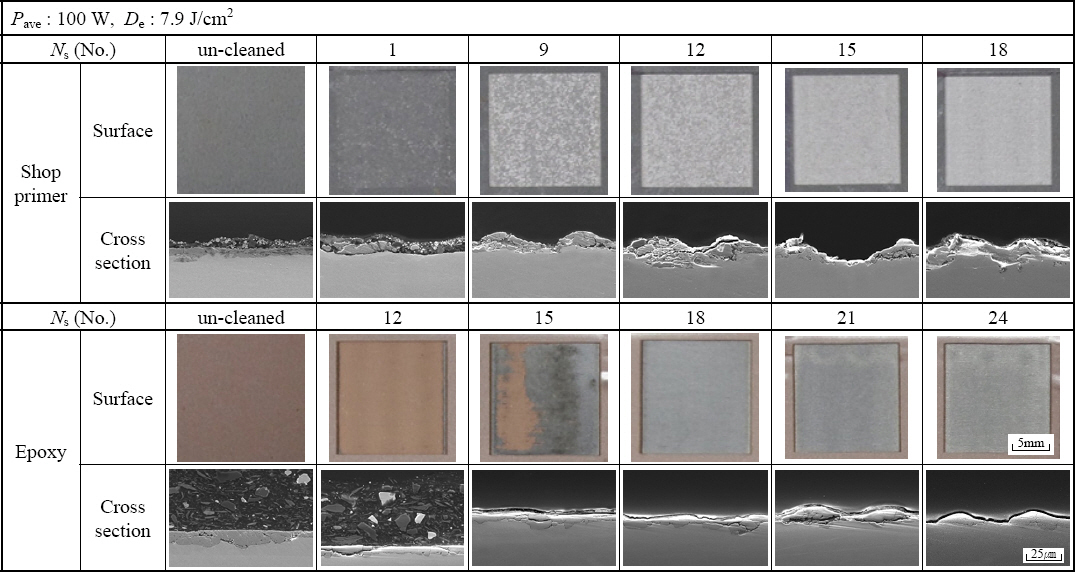
1) ļÅäļŻīņØś ņ”Øļ░£ ĒŖ╣ņä▒ņØä ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝, ņ”Øļ░£ņĀÉņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ ļé«ņØĆ ņŚÉĒÅŁņŗ£ ļÅäņןļ®┤ņØś ņĀ£Ļ▒░ļ¤ēņØ┤ ņłŹĒöäļØ╝ņØ┤ļ©Ė ļÅäņןļ®┤ņØś ņĀ£Ļ▒░ļ¤ēņŚÉ ļ╣äĒĢ┤ ļåÆĻ▓ī ļéśĒāĆļé¼ļŗż. ļö░ļØ╝ņä£ ņŚ┤ņĀüĻ░ĆĻ│ĄņØä ņłśļ░śĒĢśļŖö ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ Ļ│ĄņĀĢņŚÉņä£ ņ×¼ļŻīņØś ņ”Øļ░£ņĀÉņØĆ ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØ Ļ▓░Ļ│╝ņŚÉ Ēü░ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
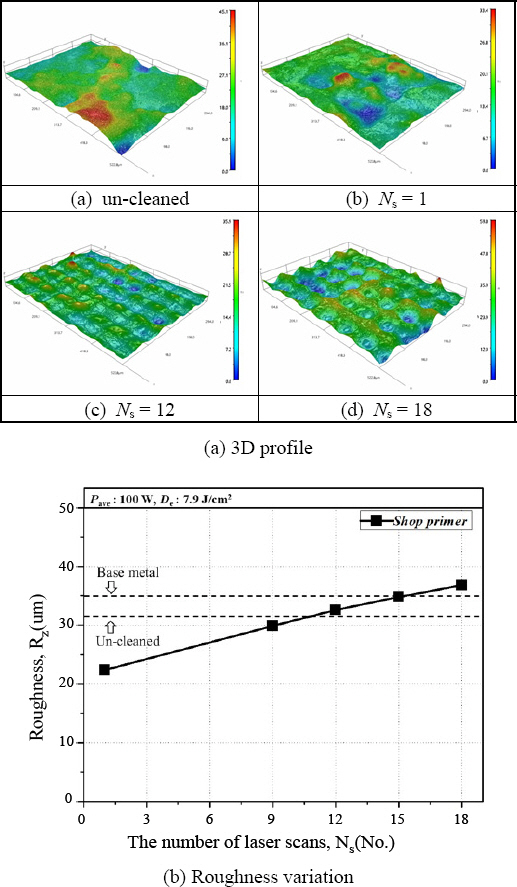
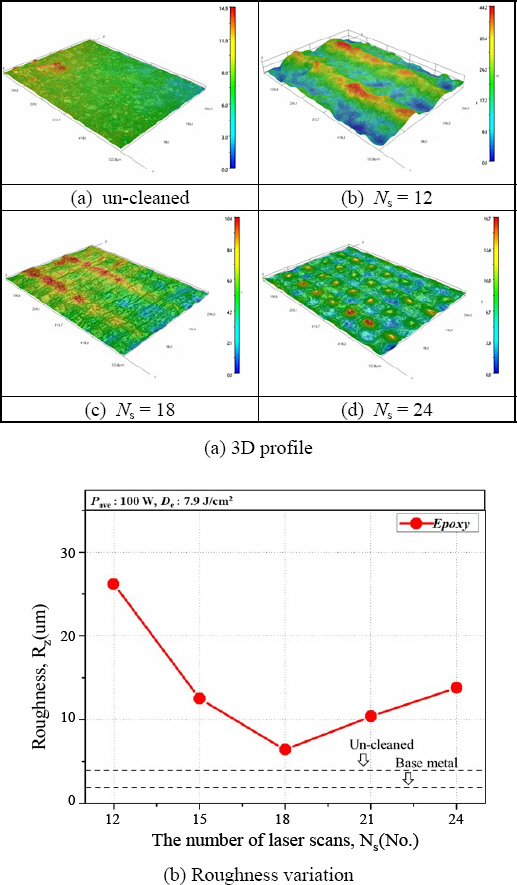
2) Ēü┤ļ”¼ļŗØļČĆ Ēæ£ļ®┤ņØś ņĪ░ļÅä ņĖĪņĀĢ Ļ▓░Ļ│╝, ņŖżņ║ö ĒܤņłśĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ņä£ Ēæ£ļ®┤ņØś Ļ▒░ņ╣ĀĻĖ░Ļ░Ć ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ĒÖĢņØĖĒĢśņśĆļŗż. ļö░ļØ╝ņä£ ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØņŗ£ Ļ│╝ļÅäĒĢ£ ļĀłņØ┤ņĀĆ ņĪ░ņé¼ļŖö ļ¬©ņ×¼ņŚÉ ņåÉņāüņØä ņĢ╝ĻĖ░ĒĢĀ ņłś ņ׳ņ£╝ļ»ĆļĪ£ ņĀüņĀłĒĢ£ ņŖżņ║ö ĒܤņłśņØś ņäĀņĀĢņØ┤ ņżæņÜöĒĢ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż.
3) ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØļČĆņØś EDS ņĀÉ ļČäņäØ Ļ▓░Ļ│╝, ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØņØä ĒåĄĒĢśņŚ¼ ņłŹĒöäļØ╝ņØ┤ļ©Ė ļ░Å ņŚÉĒÅŁņŗ£ ļÅäņןļ®┤ņØä ņÖäņĀäĒĢśĻ▓ī ņĀ£Ļ▒░ĒĢĀ ņłś ņ׳ņØīņØä ĒÖĢņØĖĒĢśņśĆņ£╝ļ®░ ņĪ░ņäĀĒĢ┤ņ¢æ ļČäņĢ╝ņŚÉņä£ ļÅäņןļ®┤ ņ▓śļ”¼ņŚÉ ļĀłņØ┤ņĀĆ Ēü┤ļ”¼ļŗØņØś ņĀüņÜ® Ļ░ĆļŖźņä▒ņØä ĒÖĢņØĖĒĢśņśĆļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



