


1. ņä£ ļĪĀ
ņĀä ņ×ÉņäĖ ņÜ®ņĀæņØĆ ņ×ÉņäĖļ│ä ņżæļĀź ļ░®Ē¢źņØ┤ ļŗżļź┤ĻĖ░ ļĢīļ¼ĖņŚÉ ļ¬©ļōĀ ņ£äņ╣śņŚÉņä£ ņÜ®ņĀæ ņĪ░Ļ▒┤ņØä ļŗżļź┤Ļ▓ī ņäżņĀĢĒĢśņŚ¼ ņÜ®ņĀæņØä ņ¦äĒ¢ēĒĢ┤ņĢ╝ ļÉ£ļŗż. ĒŖ╣Ē׳, ĒīīņØ┤Ēöä ņÜ®ņĀæņØĆ ņøÉņŻ╝ ļ░®Ē¢źņ£╝ļĪ£ ņÜ®ņĀæĒĢśļŖö ĒŖ╣ņä▒ņ£╝ļĪ£ ņØĖĒĢ┤ ņżæļĀź ļ░®Ē¢źņØ┤ ļ¦żņł£Ļ░ä ļ│ĆĒÖöĒĢśļ»ĆļĪ£ ņ×ÉņäĖļ│ä ņÜ®ņĀæņŚÉņä£ ņżæļĀźņØś ņśüĒ¢źņØä Ļ│ĀļĀżĒĢśņ¦Ć ņĢŖļŖöļŗżļ®┤ ņÜ®ļØĮ ļ░Å ņ£Ąņ×ģ ļČĆņĪ▒Ļ│╝ Ļ░ÖņØĆ ņÜ®ņĀæ Ļ▓░ĒĢ©ņØ┤ ļ░£ņāØĒĢĀ ņłś ņ׳ļŗż. ņ£Īņāü ĒīīņØ┤Ēöä ļØ╝ņØĖ Ļ▒┤ņäżĻ│╝ ļŗ¼ļ”¼ ĒĢ┤ņĀĆ ĒīīņØ┤Ēöä ļØ╝ņØĖ Ļ▒┤ņäż ņŗ£ņŚÉļŖö ĒåĀļ¬® Ļ│Ąņé¼Ļ░Ć ņÜöĻĄ¼ļÉśņ¦Ć ņĢŖĻ│Ā ļ░öņ¦ĆņäĀņØä ņÜ┤ņÜ®ĒĢśĻĖ░ ņ£äĒĢ£ ņäĀļŗ© ņÜ┤ņÜ®ļ╣äņÜ®ņØ┤ ņāüļŗ╣Ē׳ ļåÆļŗż. ļö░ļØ╝ņä£, ņÜ®ņĀæ Ļ│ĄņĀĢņØś ĒÆłņ¦ł ļ░Å ņāØņé░ņä▒ņØ┤ Ļ│Ąņé¼ņØś ņłśņØĄņä▒ņØä Ļ▓░ņĀĢĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ĒĢ┤ņĀĆņŚÉņä£ņØś ņÜ®ņĀæ Ļ▓░ĒĢ© ļ░Å ņÜ®ņĀæ ņĪ░Ļ▒┤ ņĄ£ņĀüĒÖöĻ░Ć ĒĢäņłśņĀüņ£╝ļĪ£ ņÜöĻĄ¼ļÉ£ļŗż1).
ņ×ÉņäĖļ│ä ņÜ®ņĀæņŚÉņä£ ņä£ļĪ£ ļŗżļźĖ ņżæļĀź ļ░®Ē¢źņØĆ ļīĆļźś ĒśäņāüņØś ņ░©ņØ┤Ļ░Ć ļ░£ņāØĒĢśņŚ¼ ņÜ®ņ£ĄĒÆĆņØś ņ£Āņ▓┤ ĒØÉļ”äņŚÉ Ēü¼Ļ▓ī ņśüĒ¢źņØä ņżĆļŗż. ļö░ļØ╝ņä£, ņÜ®ņĀæ ļ╣äļō£ ĒśĢņāü, ņÜ®ņ×ģ Ļ╣ŖņØ┤, ļāēĻ░ü ņåŹļÅä ņ░©ņØ┤Ļ░Ć ļ░£ņāØĒĢśņŚ¼ ĻĖ░Ļ│äņĀü ņä▒ņ¦łņØ┤ ļŗ¼ļØ╝ņ¦äļŗż. ĒŖ╣Ē׳, ņÜ®ņĀæ ļ╣äļō£ņŚÉņä£ņØś ņÜ®ņĀæ ĒåĀņÜ░ļČĆļŖö ĻĘĀņŚ┤ņØś ļ░£ņāØĻ│╝ ņĀäĒīīņŚÉ ņØśĒĢ┤ ĒīīņåÉņØ┤ ņ×ÉņŻ╝ ļ░£ņāØĒĢśļ®░, ņÜ®ņĀæ ĒåĀņÜ░ļČĆņŚÉņä£ņØś ĻĘĖļØ╝ņØĖļö®ņØä ĒåĄĒĢ┤ Ēö╝ļĪ£ ņłśļ¬ģņØä Ē¢źņāü ņŗ£ĒéżļŖö ņŚ░ĻĄ¼ļź╝ ņ¦äĒ¢ēĒĢ┤ņÖöļŗż2).ņĢäĒü¼ ņÜ®ņĀæ ļ░®ļ▓ĢņŚÉņä£ ņÜ®ņĀæ ļ│ĆņłśĻ░Ć ņÜ®ņĀæ ļ╣äļō£ ĒśĢņāü ļ░Å ņÜ®ņĀæ ņĀæĒĢ® ĒŖ╣ņä▒ņŚÉ ņśüĒ¢źņØä ņżĆļŗż. ņÜ®ņĀæ ļ╣äļō£ņØś ĒśĢņāüņØĆ ņŚ┤ ņśüĒ¢źļČĆ(Heat Affect Zone) ļ░Å ņÜ®ņĀæļČĆņØś ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņŚÉ ļö░ļØ╝ ļŗ¼ļØ╝ņ¦ĆĻĖ░ ļĢīļ¼ĖņŚÉ ņÜ®ņĀæ ĒÆłņ¦łņØä Ļ▓░ņĀĢĒĢśļŖö ļŹ░ ļ¦żņÜ░ ņżæņÜöĒĢ£ ņÜöņåīņØ┤ļŗż. ņŚ┤ņśüĒ¢źļČĆ ļ░Å ņÜ®ņĀæļČĆņØś ĒŖ╣ņä▒ņØĆ ņØ╝ļ░śņĀüņ£╝ļĪ£ ņÜ®ņĀæ ĻĄ¼ņĪ░ļ¼╝ņØś ļ»ĖņäĖ ĻĄ¼ņĪ░ ļ░Å ĒÖöĒĢÖņĀü ĒŖ╣ņä▒ņŚÉ ļö░ļØ╝ ļŗ¼ļØ╝ņ¦äļŗż. ņ×ģņŚ┤ļ¤ē(Heat Input)ņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ļ╣äļō£ ĒÅŁ(Bead Width), ņÜ®ņ×ģ Ļ╣ŖņØ┤(Penetration), ņÜ®ņ░® ļ®┤ņĀü(Nugget Area) ļ░Å ņŚ┤ņśüĒ¢źļČĆ Ēü¼ĻĖ░Ļ░Ć ņ”ØĻ░ĆĒĢ£ļŗż. ļŗżņ¢æĒĢ£ ņÜ®ņĀæ Ļ│ĄņĀĢ ņżæņŚÉņä£ P-GMAW(Pulse-Gas Metal Arc Welding)ļ░®ļ▓ĢņØĆ ļé«ņØĆ ĒÅēĻĘĀ ņĀäļźśļĪ£ ņ¢æĒśĖĒĢ£ ņÜ®ņĀü ņØ┤Ē¢ēņØä ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņ×ģņŚ┤ļ¤ē ļ░Å ņŖżĒī©Ēä░Ļ░Ć ņĀüņØĆ ņןņĀÉņØä Ļ░Ćņ¦Ćļ®░ ņāØņé░ņä▒ņØ┤ ļåÆĻ│Ā ņČ®Ļ▓®ņ╣śņÖĆ Ēö╝ļĪ£ ĒīīĻ┤┤ņŚÉ ļīĆĒĢ£ ņłśļ¬ģņØ┤ ļŖśņ¢┤ļéśļŖö ņןņĀÉņØ┤ ņ׳ņ¢┤ ņĄ£ĻĘ╝ ņĀüņÜ® ļ╣łļÅäĻ░Ć ļåÆņĢäņ¦ĆĻ│Ā ņ׳ļŗż3,4).
P-GMAW Ļ│ĄņĀĢņØĆ ĒÄäņŖż ĒśĢĒā£ņØś ņĀäļźśļź╝ ņØĖĻ░ĆĒĢśņŚ¼ Ļ░ü ĒÄäņŖżļ¦łļŗż ĒĢśļéśņØś ņÜ®ņĀüņØ┤ ņØ┤ĒāłĒĢśļŖö ĒŖ╣ņ¦ĢņØ┤ ņ׳ļŗż. ņØ┤ņÖĆ Ļ░ÖņØĆ P-GMAWņØś ODOP(One Drop One Pulse) ĒŖ╣ņä▒ņØä ņØ┤ņÜ®ĒĢśļ®┤ ņÜ®ņĀü ņØ┤Ē¢ēņØä ņĀ£ņ¢┤ĒĢĀ ņłś ņ׳Ļ│Ā ņ×ģņŚ┤ļ¤ēņØä Ļ░Éņåīņŗ£Ēé¼ ņłś ņ׳ļŗż. ļŗżņ¢æĒĢ£ P-GMAW Ļ│ĄņĀĢņØś ņןņĀÉņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā ODOPĻ░Ć ļ░£ņāØĒĢśļŖö ņĀüņĀłĒĢ£ ņÜ®ņĀæ ņĪ░Ļ▒┤(Ēö╝Ēü¼ ņĀäļźśņÖĆ ņŗ£Ļ░ä ļ░Å ļ▓ĀņØ┤ņŖż ņĀäļźśņÖĆ ņŗ£Ļ░ä)ņØä ĻĄ¼ĒĢśļŖö Ļ▓āņØĆ ņēĮņ¦Ć ņĢŖļŗż. ļČĆņĀüņĀłĒĢ£ ņÜ®ņĀæņĪ░Ļ▒┤ņØä ņé¼ņÜ®ĒĢśļŖö Ļ▓ĮņÜ░ņŚÉļŖö ĒĢśļéśņØś ĒÄäņŖżņŚÉ ļŗżņłśņØś ņÜ®ņĀüņØ┤ ņØ┤ĒāłĒĢśļŖö MDOP(Multiple Drops One Pulse) ļśÉļŖö ļŗżņłśņØś ĒÄäņŖżļź╝ Ļ░ĆĒĢ┤ņĢ╝ ĒĢśļéśņØś ņÜ®ņĀüņØ┤ ņØ┤ĒāłĒĢśļŖö ODMP(One Drop Multiple Pulses)Ļ░Ć ļ░£ņāØĒĢśļ®░, ĒŖ╣Ē׳ ODMP ņĪ░Ļ▒┤ņŚÉņä£ļŖö ņØ┤Ēāł ņÜ®ņĀüņØś Ēü¼ĻĖ░ņÖĆ ņŻ╝ĻĖ░Ļ░Ć ļČłĻĘĀņØ╝ĒĢśļ»ĆļĪ£ P-GMAWņØś ņןņĀÉņØä ņ¢╗ņØä ņłś ņŚåļŗż5).
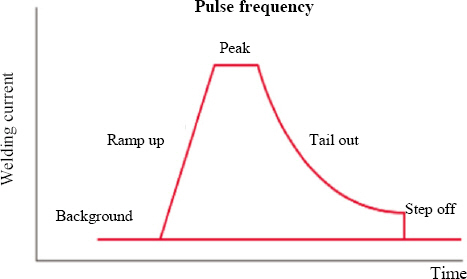
P-GMAW ĒīīĒśĢņØĆ Background, ramp up, peak, tail out Ļ│╝ņĀĢņØ┤ ļ░śļ│Ą ļÉśņ¢┤ ņ¦äĒ¢ē ļÉ£ļŗż. ņ×ģņŚ┤ļ¤ēņØä ņĄ£ņåīĒÖö ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ Ēö╝Ēü¼ ņĀäļźś (Peak current)ņÖĆ ļ░▒ĻĘĖļØ╝ņÜ┤ļō£ ņĀäļźś (Background Current)ļź╝ ļ░śļ│Ą ņØĖĻ░ĆĒĢśļ®░ ņ×ģņŚ┤ļ¤ēņØä ņĄ£ņåīĒÖö ņŗ£Ēé©ļŗż. P-GMAW ĒīīĒśĢņØś ĒśĢņāüņØĆ Fig. 1ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņāüĻĖ░ ņŚ░ĻĄ¼ļōżņØĆ ļÅÖņØ╝ĒĢ£ ņ×ģņŚ┤ļ¤ē ņĪ░Ļ▒┤ņŚÉņä£ ņ×ÉņäĖļ│ä ņÜ®ņĀæ ņŗ£, ņÜ®ņĀæ capļČĆņŚÉņä£ ļ░£ņāØļÉśļŖö ņÜ®ņ£ĄĒÆĆ Ļ▒░ļÅÖ ļČäņäØ ļ░Å ĒåĀņÜ░ļČĆņŚÉņä£ņØś ņ×¼ļŻī ļ¼╝ņä▒ ļ│ĆĒÖöņŚÉ ļīĆĒĢ┤ņä£ļŖö ņŚ░ĻĄ¼Ļ░Ć ņ¦äĒ¢ēĒĢśņ¦Ć ņĢŖņĢśļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļÅÖņØ╝ĒĢ£ ņÜ®ņĀæ ņĪ░Ļ▒┤ĒĢśņŚÉ ņĢäļלļ│┤ĻĖ░, ņłśņ¦ü ĒĢśĻ░Ģ, ņ£äļ│┤ĻĖ░ ņ×ÉņäĖņŚÉņä£ ņÜ®ņĀæ ĒśĢņāü ĒŖ╣ņ¦Ģ ļ░Å ļāēĻ░ü ņåŹļÅä(Cooling Rate)ņ░©ņØ┤ņŚÉ ļö░ļźĖ ļ»ĖņäĖ ņĪ░ņ¦ü ļČäņäØĻ│╝ Ļ▓ĮļÅäļź╝ ņĖĪņĀĢĒĢśņśĆļŗż. P-GMAW ņÜ®ņĀæņŚÉņä£ņØś ODOPļź╝ Ļ┤ĆņĖĪĒĢśĻĖ░ ņ£äĒĢ┤ ņÜ®ņĀæ ņŗĀĒśĖņÖĆ ņ┤łĻ│ĀņåŹ ņ╣┤ļ®öļØ╝ļź╝ ļÅÖĻĖ░ĒÖö ņŗ£ņ╝£ ņŗżņŗ£Ļ░ä ņÜ®ņĀæ ņØ┤Ē¢ē ļ¬©ļō£ļź╝ Ļ┤ĆņĖĪĒĢśņśĆļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
2.1 ņ×ÉņäĖļ│ä ņÜ®ņĀæ ņŗżĒŚś ļ░®ļ▓Ģ
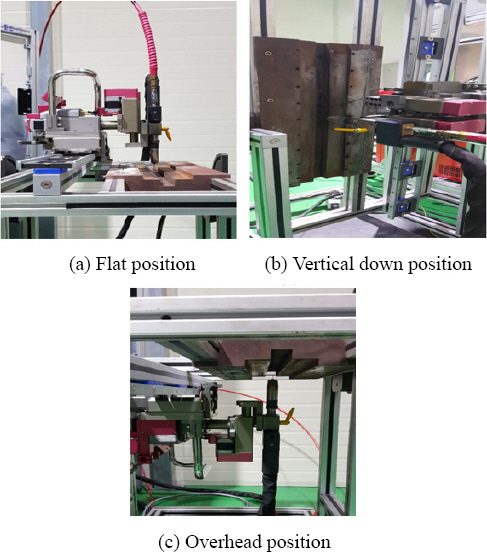
ņ×ÉņäĖļ│ä ņÜ®ņĀæņØĆ ļÅÖņØ╝ĒĢ£ ņ×ģņŚ┤ļ¤ē ņĪ░Ļ▒┤ņŚÉņä£ ņĢäļל ļ│┤ĻĖ░, ņłśņ¦ü ĒĢśĻ░Ģ, ņ£äļ│┤ĻĖ░ ņ×ÉņäĖļĪ£ ņ¦äĒ¢ēĒĢśņśĆņ£╝ļ®░ Fig. 2ņÖĆ Ļ░ÖņØ┤ ņŗżĒŚś ņןņ╣śļź╝ ņןņ░®ĒĢśņŚ¼ ņÜ®ņĀæ ņŗżĒŚśĒĢśņśĆļŗż. ņÜ®ņĀæ capļČĆņŚÉņä£ņØś ņÜ®ņ£ĄĒÆĆ Ļ▒░ļÅÖ ļ░Å toeļČĆņŚÉņä£ņØś ņ×¼ļŻī ļ¼╝ņä▒ ļ│ĆĒÖö ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢ┤, ņÜ®ņĀæ ņŗ£ĒÄĖņØĆ ĒÅēĒīÉ Ļ░ĆĻ│Ąņ£╝ļĪ£ ņĀ£ņ×æĒĢśņśĆņ£╝ļ®░ ĻĖĖņØ┤ 500 mm ├Ś ļäłļ╣ä 100 mm ├Ś ļåÆņØ┤ 9 mmņØś SS400 ņŗ£ĒŚśĒÄĖņ£╝ļĪ£ ņé¼ņÜ®ĒĢśņśĆļŗż. ĒÖöĒĢÖņĀü ņä▒ļČäņØĆ Table 1ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
2.2 P-GMAW Ļ│ĄņĀĢ ļČäņäØ
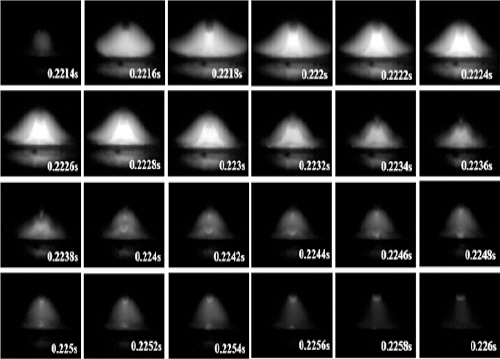
ņ┤łĻ│ĀņåŹ ņ╣┤ļ®öļØ╝ņÖĆ DAQ (Data Acquisition)ļź╝ ņØ┤ņÜ®ĒĢ┤ņä£ P-GMAWņØś ņÜ®ņĀæ ĒīīĒśĢ ļ░Å ODOPņØś ņÜ®ņĀü ņØ┤Ē¢ēņØä Ļ┤ĆņĖĪĒĢśņśĆļŗż. ņĀäņĢĢ ĒīīĒśĢņØĆ ņÜ®ņĀæ ĒåĀņ╣śņÖĆ ņĀæņ¦ĆņäĀņŚÉ ņŚ░Ļ▓░ĒĢśņŚ¼ ņĀäņĢĢņØä ņĖĪņĀĢĒĢśņśĆļŗż. ņĀäļźś ĒīīĒśĢņØĆ ņÜ®ņĀæ ĒåĀņ╣ś ņäĀļŗ©ņŚÉ ĒÖĆ ņä╝ņä£ļź╝ ņןņ░®ĒĢ┤ ņĀäļźśļź╝ ņĖĪņĀĢĒĢśņśĆļŗż. ņŗżņŗ£Ļ░ä ODOPņØś ĒśäņāüņØä Ļ┤Ćņ░░ĒĢśĻĖ░ ņ£äĒĢ┤ ņ┤łĻ│ĀņåŹ ņ╣┤ļ®öļØ╝ņÖĆ DAQ ļ│┤ļō£ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņĀäļźś, ņĀäņĢĢ ņŗĀĒśĖļź╝ ļÅÖĻĖ░ĒÖöņŗ£ņ╝░ļŗż. ĒĢ┤ļŗ╣ ļÅÖĻĖ░ĒÖö ņŗ£ņŖżĒģ£ņØĆ Fig. 3ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņÜ®ņĀæ ņĢäĒü¼ ņśüņāüņØĆ 5000 FPS(Frame Per Sec) ņĪ░Ļ▒┤ņ£╝ļĪ£ ņÜ®ņĀü ņØ┤Ē¢ē ļ¬©ļō£ļź╝ Ļ┤ĆņĖĪĒĢśņśĆļŗż. Ļ░ĆņŖż ņ£Āļ¤ēņØĆ 20L/minļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ 95%Ar + 5 % CO2 Ļ░ĆņŖżļź╝ ņĀüņÜ®Ē¢łļŗż. 695nm ļīĆņŚŁ ĒåĄĻ│╝ ĒĢäĒä░ļź╝ ņ┤łĻ│ĀņåŹ ņ╣┤ļ®öļØ╝ ļĀīņ”łņŚÉ ņäżņ╣śĒĢśņŚ¼ ņÜ®ņĀæ ņĢäĒü¼ņØś ļ╣øņØä ņ░©ļŗ©ĒĢśņśĆļŗż. CTWD(Contact Tip to Work Distance)ļŖö 15mmļĪ£ Ļ│ĀņĀĢĒĢśņśĆļŗż. ņÜ®ņĀæĻĖ░ļŖö TPS 2700ļź╝ ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, ņÜ®ņĀæ ņÖĆņØ┤ņ¢┤ļŖö ņ¦üĻ▓Į 1.0mmņØś ER70s-6 ņĀüņÜ®ĒĢśņśĆļŗż. ņŗżĒŚś ņĪ░Ļ▒┤ņØĆ Table 2ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.

2.3 P-GMAWņØś ņÜ®ņĀæ ĒīīĒśĢ ļČäņäØ
P-GMAWņØś ODOP Ļ│ĄņĀĢņØä ļČäņäØĒĢśĻĖ░ ņ£äĒĢ┤ ņÜ®ņĀæ ņŗĀĒśĖ (ņĀäļźś, ņĀäņĢĢ)ļź╝ ņ┤łĻ│ĀņåŹ ņ╣┤ļ®öļØ╝ņÖĆ DAQļź╝ ņŚ░ļÅÖĒĢśņŚ¼ ODOP ņÜ®ņĀü ņØ┤Ē¢ēņØä Ļ┤ĆņĖĪĒĢśņśĆļŗż. ņĢäļלļ│┤ĻĖ░ ņ×ÉņäĖņŚÉņä£ņØś P-GMAWņŚÉņä£ ņÜ®ņĀæ ņĢäĒü¼ ņé¼ņ¦äņØĆ Fig. 4ņŚÉ ļéśĒāĆļé┤ņŚłņ£╝ļ®░ ņĢäĒü¼ ņśüņāüĻ│╝ ļÅÖĻĖ░ĒÖöļÉ£ ņÜ®ņĀæ ĒīīĒśĢņØĆ Fig. 5ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņłśņ¦ü ĒĢśĻ░Ģņ×ÉņäĖņÖĆ ņ£äļ│┤ĻĖ░ ņ×ÉņäĖņŚÉņä£ņØś ņÜ®ņĀæ ņĪ░Ļ▒┤ņØĆ ņĢäļלļ│┤ĻĖ░ ņ×ÉņäĖņÖĆ ļÅÖņØ╝ĒĢ£ ņĪ░Ļ▒┤ņ£╝ļĪ£ ņŗżĒŚśĒĢśņśĆļŗż.
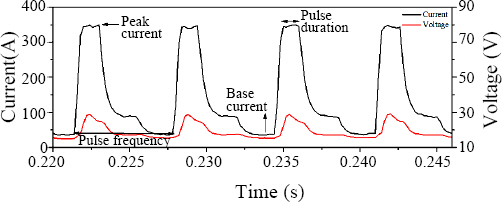
ņ×ÉņäĖļ│ä ņÜ®ņĀæ ņŗżĒŚśņŚÉņä£ ņé¼ņÜ®ļÉ£ P-GMAWņŚÉņä£ņØś ņŻ╝Ēīīņłś(Frequency)ļŖö 156HzņØ┤ļ®░, ļ▓ĀņØ┤ņŖż ņĀäļźś(Base Current) ņØś ņŗ£ņ×æņĀÉĻ│╝ ļüØņĀÉņØä ņĖĪņĀĢĒĢśņŚ¼ ņÜ®ņĀæ ĒīīĒśĢ ņŻ╝ĻĖ░ļĪ£ Ļ│äņé░ĒĢśņśĆļŗż. ļ▓ĀņØ┤ņŖż ņĀäļźśļŖö 35AņØ┤ļ®░ Ēö╝Ēü¼ ņĀäļźśļŖö 345AļĪ£ ļéśĒāĆļé┤ņŚłļŗż. ĒÄäņŖż ņŗ£Ļ░ä (Pulse Duration)ņØĆ 0.001ņ┤ł ņØ┤ļ®░, Ēö╝Ēü¼ ņĀäļźśņŚÉņä£ņØś ņŗ£ņ×æĻ│╝ ļüØņĀÉņØä ņĖĪņĀĢĒĢśņŚ¼ Ļ│äņé░ĒĢśņśĆļŗż. ņĀäļźś, ņĀäņĢĢ ĒÅēĻĘĀĻ░ÆņØĆ ĒĢ£ ņŻ╝ĻĖ░ņØś ņÜ®ņĀæ ĒīīĒśĢņØä ņĀüļČäĒĢ£ Ļ░ÆņØä ĒÅēĻĘĀ ĒĢśņŚ¼ Ļ│äņé░ĒĢśņśĆļŗż. ņÜ®ņĀæ ĒīīĒśĢ Ļ▓░Ļ│╝ļŖö Table 3ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
3. ņŗżĒŚś Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 ņ×ÉņäĖļ│ä ņÜ®ņĀæ ņŗżĒŚś Ļ▓░Ļ│╝
ņ×ÉņäĖļ│ä ņÜ®ņĀæ ņŗżĒŚśņØĆ ņĢäļלļ│┤ĻĖ░, ņłśņ¦ü ĒĢśĻ░Ģ, ņ£äļ│┤ĻĖ░ ņ×ÉņäĖņŚÉņä£ ņ¦äĒ¢ēĒĢśņśĆļŗż. ņ×ÉņäĖļ│ä ņÜ®ņĀæ ĒśĢņāü ņ╣śņłśļŖö Table 4ņŚÉ ļéśĒāĆļé┤ņŚłņ£╝ļ®░ ņÜ®ņĀæ ļŗ©ļ®┤ņØĆ Fig. 6ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
Table┬Ā4
Experiment results
| Welding position | Bead width(cm) | Penetration (cm) | Bead height(cm) |
|---|---|---|---|
| Flat | 0.61 | 0.18 | 0.22 |
| Vertical down | 0.69 | 0.14 | 0.18 |
| Overhead | 0.57 | 0.19 | 0.25 |
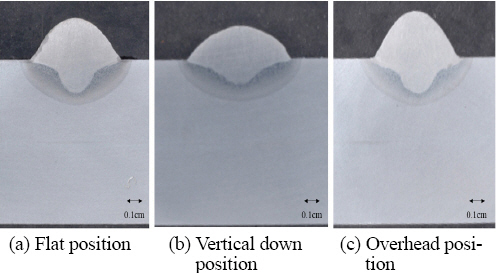
ņ×ÉņäĖļ│ä ņÜ®ņ£ĄĒÆĆ Ļ▒░ļÅÖņØĆ Fig. 7ņÖĆ Ļ░ÖņØ┤ ļéśĒāĆļé┤ņŚłļŗż. ņĢäļלļ│┤ĻĖ░ ņ×ÉņäĖļŖö ņĢäĒü¼ņŚÉņä£ ņ×æņÜ®ĒĢśļŖö ņĢäĒü¼ ņĢĢļĀź(Arc Pressure), ņÜ®ņĀü ņČ®ļÅī(Droplet Impact)ņØ┤ ņżæļĀź ļ░®Ē¢źĻ│╝ ļÅÖņØ╝ĒĢśļ®░, ņĢäĒü¼ ņĢĢļĀźņ£╝ļĪ£ ļ░£ņāØļÉśļŖö ņŚŁļ░®Ē¢ź ĒØÉļ”ä(Backward Flow)Ļ░Ć ļ░£ņāØĒĢśĻ│Ā ņżæļĀź ļ░®Ē¢źņ£╝ļĪ£ ļé┤ļĀżņśżļŖö ņł£ļ░®Ē¢ź ĒØÉļ”ä(Forward Flow)ņØä ļ░śļ│ĄĒĢśļ®░ ņÜ®ņ£ĄĒÆĆ Ļ▒░ļÅÖņØ┤ ņ¦äĒ¢ēļÉ£ļŗż. Fig. 8ņØĆ ņØ╝ļ░śņĀüņØĖ ņĢäļלļ│┤ĻĖ░ ņ×ÉņäĖņŚÉņä£ ļ░£ņāØļÉśļŖö ņÜ®ņ£ĄĒÆĆ Ļ▒░ļÅÖņØä ĒśäņāüņØä ļéśĒāĆļé┤ņŚłļŗż.
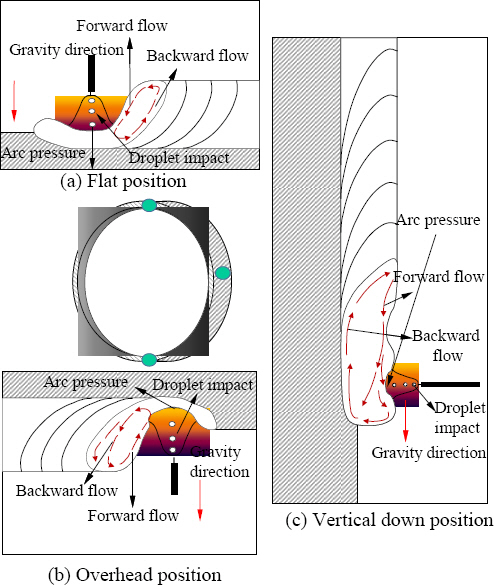

Fig. 9ņŚÉņä£ ņłśņ¦ü ĒĢśĻ░Ģ ņ×ÉņäĖņŚÉņä£ļŖö ņÜ®ņ£ĄĒÆĆņØ┤ ņżæļĀź ļ░®Ē¢źĻ│╝ forward flow ļ░®Ē¢źņØ┤ Ļ░ÖĻĖ░ ļĢīļ¼ĖņŚÉ ņÜ®ņ£ĄĒÆĆņØ┤ ņĢäļלļĪ£ ņØ┤ļÅÖĒĢśļŖö ĒśäņāüņØ┤ ļ░£ņāØļÉ£ļŗż. ļö░ļØ╝ņä£, ņĢäĒü¼ ņżæņŗ¼ņŚÉņä£ ņÜ®ņ£ĄĒÆĆņØ┤ ņīōņØ┤Ļ▓ī ļÉśņ¢┤ ņĢäĒü¼Ļ░Ć ļ¬©ņ×¼ Ēæ£ļ®┤ņŚÉ ļŗ┐ņ¦Ć ļ¬╗ĒĢśĻ│Ā ņÜ®ņ£ĄĒÆĆ Ēæ£ļ®┤ņŚÉ ņĢäĒü¼ ņĢĢļĀź, ņÜ®ņĀü ņČ®ļÅīņØ┤ Ļ░ĆĒĢ┤ņĀĖ ņÜ®ņ×ģņØ┤ Ļ╣Ŗņ¢┤ņ¦Ćņ¦Ć ļ¬╗ĒĢśļŖö cushion effect ĒśäņāüņØ┤ ļ░£ņāØļÉ£ļŗż6). ĻĘĖ Ļ▓░Ļ│╝ ņāüļīĆņĀüņ£╝ļĪ£ ņÜ®ņ×ģ Ļ╣ŖņØ┤Ļ░Ć Ļ░Ćņן ļé«Ļ│Ā ļ╣äļō£ ĒÅŁņØ┤ ļäōņ¢┤ņ¦ĆļŖö ĒśäņāüņØ┤ ļ░£ņāØļÉśņŚłļŗż. ļśÉĒĢ£, ņÜ®ņ£ĄĒÆĆņØ┤ forward flowņÖĆ ņżæļĀź ļ░®Ē¢źĻ│╝ ņØ╝ņ╣śĒĢśĻĖ░ ļ¢äļ¼ĖņŚÉ ņÜ®ņ£Ąņ¦ĆņŚÉņä£ņØś ņŚ┤ņØ┤ ņĢäļלļĪ£ ļ╣Āļź┤Ļ▓ī ņØ┤ļÅÖĒĢśņŚ¼ ļāēĻ░ü ņåŹļÅäĻ░Ć Ļ░Ćņן ļ╣ĀļźĖ ĒśäņāüņØä ļ│┤ņśĆļŗż. Fig. 10ņŚÉņä£ ņłśņ¦ü ĒĢśĻ░Ģ ņ×ÉņäĖņŚÉņØś Ļ▓ĮļÅä Ļ░ÆņØĆ 300HVļĪ£ Ļ░Ćņן ļåÆĻ▓ī ļéśĒāĆļé┤ņŚłņ£╝ļ®░, ņÜ®ņĀæļČĆ ņżæņŗ¼ņŚÉņä£ļŖö ņĢäļלļ│┤ĻĖ░ņÖĆ ņ£äļ│┤ĻĖ░ ņ×ÉņäĖņŚÉņä£ļŖö Ļ▓ĮļÅä Ļ░ÆņØ┤ ņ£Āņé¼ĒĢśĻ▓ī ļéśĒāĆļé┤ņŚłļŗż.

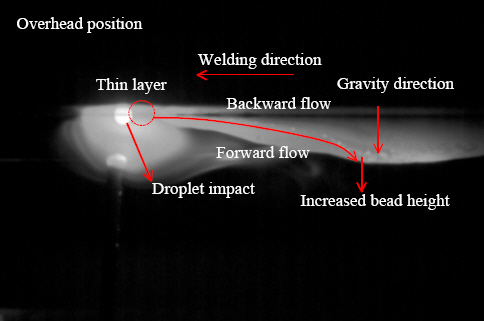
Fig. 10ņŚÉņä£ ņ£äļ│┤ĻĖ░ ņ×ÉņäĖņŚÉņä£ļŖö ņżæļĀź ļ░®Ē¢źĻ│╝ ņÜ®ņ£ĄĒÆĆ ļüØņ¦ĆņĀÉņŚÉņä£ņØś backward flow ļ░®Ē¢źņØ┤ Ļ░ÖĻĖ░ ļĢīļ¼ĖņŚÉ ļŗżļźĖ ņÜ®ņĀæ ņ×ÉņäĖļ│┤ļŗż backward flow ņ£ĀļÅÖņØ┤ Ļ░ĢĒĢśĻ▓ī ņ×æņÜ®ĒĢ£ļŗż. Ļ░ĢĒĢ£ backward flow ņ£ĀļÅÖņØä ņłśļ░śĒĢ£ ņĢäĒü¼ ņŚ┤ņØ┤ ņÜ®ņĀæ ļ╣äļō£ Ēæ£ļ®┤ņ£╝ļĪ£ ņĀäļŗ¼ļÉśĻĖ░ ļĢīļ¼ĖņŚÉ ļāēĻ░ü ņåŹļÅäĻ░Ć Ļ░Ćņן ļŖÉļ”¼ļ®░. ļ╣äļō£ ļåÆņØ┤(Bead Height)Ļ░Ć Ļ░Ćņן ļåÆĻ▓ī ļéśĒāĆļé┤ņŚłļŗż. ļśÉĒĢ£, forward flowļŖö ļ░śļīĆ ļ░®Ē¢źņØś ņżæļĀźņ£╝ļĪ£ ņØĖĒĢ┤ ņĢäĒü¼ ņżæņŗ¼ņ£╝ļĪ£ ņś¼ļØ╝Ļ░ĆļŖö ĒלņØ┤ ņĢĮĒĢ┤ņĀĖ ļ¬©ņ×¼ Ēæ£ļ®┤ņŚÉņä£ņØś ņÜ®ņ£ĄĒÆĆņØ┤ ņ¢ćņØĆ ņĖĄņ£╝ļĪ£ ĒśĢņä▒ļÉśņ¢┤ ņĢäĒü¼ņŚÉņä£ ļ░£ņāØļÉśļŖö ļ¼╝ļ”¼ņĀüņØĖ ĒלņØ┤ ņÜ®ņ£ĄĒÆĆņŚÉ ļ░®ĒĢ┤ ļ░øņ¦Ć ņĢŖĻ│Ā ļ¬©ņ×¼ņŚÉ ņ¦üņĀæ Ļ░ĆĒĢ┤ņ¦ĆĻĖ░ ļ¢äļ¼ĖņŚÉ ņÜ®ņ×ģ Ļ╣ŖņØ┤Ļ░Ć Ļ░Ćņן Ļ╣ŖĻ▓ī ļéśĒāĆļé┤ļŖö ĒŖ╣ņä▒ņØä ļéśĒāĆļé┤ņŚłļŗż.
ņ×ÉņäĖļ│ä ņÜ®ņĀæ Ļ▓ĮļÅä ņĖĪņĀĢņØĆ ņłśĒÅē ļ░®Ē¢źņ£╝ļĪ£ ņĖĪņĀĢ ĒĢśņśĆņ£╝ļ®░ ņ£äļ│┤ĻĖ░ ņ×ÉņäĖņŚÉņä£ ņÜ®ņĀæ ĒåĀņÜ░ļČĆņŚÉņä£ Ļ▓ĮļÅäĻ░ÆņØĆ 250HVļĪ£ Ļ░Ćņן ļé«Ļ▓ī ļéśĒāĆļé┤ņŚłņ£╝ļ®░ Fig. 11ņŚÉ ņ×ÉņäĖļ│ä ņÜ®ņĀæņŚÉņä£ņØś Ļ▓ĮļÅä Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļé┤ņŚłļŗż.
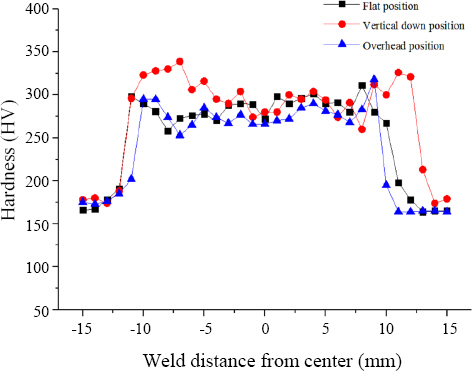
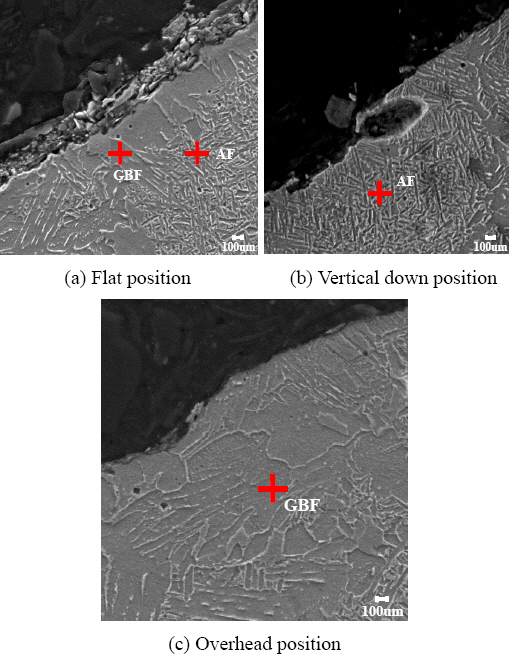
Fig. 12ņŚÉņä£ ņ×ÉņäĖļ│ä ņÜ®ņĀæ ļ»ĖņäĖ ņĪ░ņ¦üņØĆ ņÜ®ņĀæ ĒåĀņÜ░ļČĆņŚÉņä£ SEMņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņĖĪņĀĢĒĢśņśĆļŗż.
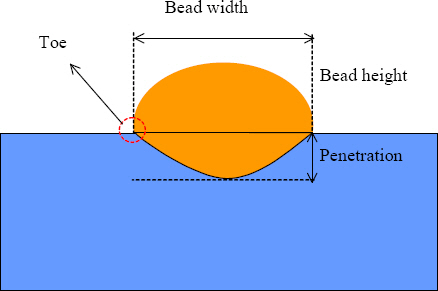
Fig. 13ņŚÉņä£ ņĢäļלļ│┤ĻĖ░ ņ×ÉņäĖņŚÉņä£ļŖö ļāēĻ░ü ņåŹļÅäĻ░Ć ļ╣Āļź┤Ļ▓ī ĒśĢņä▒ļÉśļŖö AF(Accular Ferrite)ņÖĆ ļāēĻ░ü ņåŹļÅäĻ░Ć ļŖÉļ”¼Ļ▓ī ņāØņä▒ļÉśļŖö GBF(Grain Boundary Ferrite)Ļ░Ć ļČĆļČäņĀüņ£╝ļĪ£ ĒśĢņä▒ĒĢśņśĆļŗż. ņāüļīĆņĀüņ£╝ļĪ£ ļāēĻ░ü ņåŹļÅäĻ░Ć ļ╣ĀļźĖ ņłśņ¦ü ĒĢśĻ░Ģ ņ×ÉņäĖņŚÉņä£ļŖö AFļČäņ£©ņØ┤ Ļ░Ćņן ļ¦ÄĻ▓ī ĒśĢņä▒ļÉśņŚłļŗż. ņ£äļ│┤ĻĖ░ ņ×ÉņäĖņŚÉņä£ļŖö GBF ļČäņ£©ņØ┤ Ļ░Ćņן ļ¦ÄĻ▓ī ĒśĢņä▒ ļÉśņŚłņ£╝ļ®░, ļāēĻ░ü ņåŹļÅäĻ░Ć Ļ░Ćņן ļŖÉļ”¼ļŗżļŖö ņé¼ņŗżņØä ĒÖĢņØĖĒĢśņśĆļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļÅÖņØ╝ĒĢ£ ņ×ģņŚ┤ļ¤ē ņĪ░Ļ▒┤ĒĢśņŚÉņä£ ņÜ®ņĀæ ņ×ÉņäĖņŚÉ ļö░ļźĖ ņÜ®ņ£ĄĒÆĆ Ļ▒░ļÅÖņØä ļČäņäØĒĢśņśĆļŗż. ņżæļĀź ļ░®Ē¢źņŚÉ ļö░ļØ╝ ņÜ®ņ£ĄĒÆĆ Ļ▒░ļÅÖņØ┤ ņ×ÉņäĖļ│äņŚÉņä£ ņ░©ņØ┤Ļ░Ć ļ░£ņāØĒĢ©ņŚÉ ļö░ļØ╝ ļāēĻ░ü ņåŹļÅäĻ░Ć ļŗ¼ļØ╝ņĀĖ ļ»ĖņäĖņĪ░ņ¦üĻ│╝ Ļ▓ĮļÅäĻ░ÆņŚÉņä£ ņ░©ņØ┤Ļ░Ć ļ░£ņāØĒĢ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż.
1) P-GMAWņØś ODOP ņÜ®ņĀæ ņØ┤Ē¢ē ļ¬©ļō£ļź╝ ņäżņĀĢĒĢśĻĖ░ ņ£äĒĢ┤ 95%Ar+5%Co2 Ļ░ĆņŖż Ēś╝ĒĢ® ļ╣äņ£©ņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ņ┤łĻ│ĀņåŹ ņ╣┤ļ®öļØ╝ņÖĆ DAQļ│┤ļō£ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņÜ®ņĀæ ņŗĀĒśĖņÖĆ ļÅÖĻĖ░ĒÖö ĒĢśņŚ¼ P-GMAWņŚÉņä£ņØś ņØ┤ņāüņĀüņØĖ ODOP ĒśäņāüņØä ĒÖĢņØĖ ĒĢśņśĆļŗż.
2) ņłśņ¦ü ĒĢśĻ░Ģ ņ×ÉņäĖņŚÉņä£ļŖö ņÜ®ņ£ĄĒÆĆņØ┤ ņżæļĀź ļ░®Ē¢źĻ│╝ forward flow ļ░®Ē¢źņØ┤ ņØ╝ņ╣śĒĢśņŚ¼ ņÜ®ņ£ĄĒÆĆņØ┤ ņĢäļלļĪ£ ņØ┤ļÅÖĒĢśĻĖ░ ļ¢äļ¼ĖņŚÉ ņĢäĒü¼Ļ░Ć ļ¬©ņ×¼ Ēæ£ļ®┤ņŚÉ ļŗ┐ņ¦Ć ļ¬╗ĒĢśĻ│Ā ņÜ®ņ£ĄĒÆĆ ņ£äļĪ£ Ļ░ĆĒĢ┤ņ¦ĆļŖö cushion effect ĒśäņāüņØ┤ Ļ┤ĆņĖĪļÉśņŚłļŗż. ļö░ļØ╝ņä£, ņÜ®ņ×ģ Ļ╣ŖņØ┤Ļ░Ć ļé«Ļ│Ā, ļ╣äļō£ ĒÅŁņØ┤ ļäōņ¢┤ņ¦ĆļŖö ĒśäņāüņØ┤ ļéśĒāĆļé┤ņŚłļŗż. ņżæļĀźņ£╝ļĪ£ ņØĖĒĢ┤ ņÜ®ņ£Ąņ¦ĆņŚÉņä£ņØś ņŚ┤ņØ┤ ņĢäļלļĪ£ ļ╣Āļź┤Ļ▓ī ņØ┤ļÅÖĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņāüļīĆņĀüņ£╝ļĪ£ ļāēĻ░üņåŹļÅäĻ░Ć Ļ░Ćņן ļ╣Āļź┤ļ®░, Ļ▓ĮļÅäĻ░ÆņØ┤ Ļ░Ćņן ļåÆņØĆ 300HVļź╝ ļéśĒāĆļé┤ņŚłļŗż. ņÜ®ņĀæ ĒåĀņÜ░ļČĆņŚÉņä£ ļāēĻ░üņåŹļÅäĻ░Ć Ļ░Ćņן ļ╣ĀļźĖ AFņĪ░ņ¦üļÅä Ļ░Ćņן ļ¦ÄņØ┤ ĒśĢņä▒ļÉśņŚłļŗż.
3) ņ£äļ│┤ĻĖ░ ņ×ÉņäĖņŚÉņä£ļŖö ņżæļĀź ļ░®Ē¢źĻ│╝ backward flow ļ░®Ē¢źņØ┤ Ļ░ÖĻĖ░ ļĢīļ¼ĖņŚÉ Ļ░ĢĒĢ£ backward flow ņ£ĀļÅÖņØä ņłśļ░śĒĢ£ ņĢäĒü¼ ņŚ┤ņØ┤ ņÜ®ņĀæ ļ╣äļō£ Ēæ£ļ®┤ ņ£äļĪ£ ņĀäļŗ¼ļÉśĻĖ░ ļ¢äļ¼ĖņŚÉ ļāēĻ░ü ņåŹļÅäĻ░Ć Ļ░Ćņן ļŖÉļ”¼ļŗżļŖö ņé¼ņŗżņØä ĒÖĢņØĖĒĢśņśĆļŗż. ļśÉĒĢ£, forward flowļŖö ļ░śļīĆ ļ░®Ē¢źņØś ņżæļĀźņ£╝ļĪ£ ņØĖĒĢ┤ ņĢäĒü¼ ņżæņŗ¼ņ£╝ļĪ£ ņś¼ļØ╝Ļ░ĆļŖö ĒלņØ┤ ņĢĮĒĢ┤ņĀĖ ņĢäĒü¼ ņżæņŗ¼ņŚÉņä£ ņÜ®ņ£ĄĒÆĆņØ┤ ņ¢ćņØĆ ņĖĄņ£╝ļĪ£ ĒśĢņä▒ļÉśņ¢┤ ņÜ®ņ×ģ Ļ╣ŖņØ┤Ļ░Ć Ļ░Ćņן Ļ╣ŖĻ▓ī ļéśĒāĆļé┤ļŖö ĒŖ╣ņä▒ņØä ļéśĒāĆļé┤ņŚłļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



