


1. ņä£ ļĪĀ
ņ×ÉļÅÖņ░©ļŖö RoHS, ELV ļō▒ņØś ĒÖśĻ▓ĮĻĘ£ņĀ£Ļ░Ć Ļ░ĢĒÖöļÉśĻ│Ā ņ׳ņ£╝ļ®░, ņ╣£ĒÖśĻ▓Į ņĀ£ĒÆłņŚÉ ļīĆĒĢ£ ņÜöĻĄ¼Ļ░Ć ņ”ØĻ░ĆĒĢśĻ│Ā, ņŖżļ¦łĒŖĖņ╣┤ ļ░®Ē¢źņ£╝ļĪ£ ļ░£ņĀäļÉśĻ│Ā ņ׳ļŗż1-3). ļö░ļØ╝ņä£ ņ×ÉļÅÖņ░©ņØś ņĀäņ×Éņןļ╣äĒÖö ļÉśļŖö ņåŹļÅäļŖö ļ¦żņÜ░ ļ╣Āļź┤Ļ▓ī ļ│ĆĒÖöļÉśĻ│Ā ņ׳ņ£╝ļ®░, ņØ┤ņżæ ņĀäĻĖ░ņ×ÉļÅÖņ░©ņÖĆ Ļ░ÖņØĆ ĒÖöņäØņŚ░ļŻīļź╝ ņé¼ņÜ®ĒĢśņ¦Ć ņĢŖļŖö ņ╣£ĒÖśĻ▓Į ņ░©ļ¤ēņØś ņĀäļĀźĻ│ĄĻĖē ļ░Å ļ│ĆĒÖśņØä ņ£äĒĢ£ ļŗżņ¢æĒĢ£ ĒśĢĒā£ņØś ņĀäļĀźļ│ĆĒÖśļ¬©ļōłņØ┤ ņĀüņÜ®ļÉśĻ│Ā ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ ņĀäļĀźļ│ĆĒÖśļ¬©ļōłņØś ņŚÉļäłņ¦Ć ļ│ĆĒÖś ĒÜ©ņ£©Ļ│╝ ņןĻĖ░Ļ░ä ņé¼ņÜ® Ļ░ĆļŖźĒĢ£ Ļ│Āļé┤ĻĄ¼ ņŗĀļó░ņä▒ņŚÉ ļīĆĒĢ£ ņÜöĻĄ¼Ļ░Ć ņ”ØĻ░ĆĒĢśĻ│Ā ņ׳ļŗż. ļśÉĒĢ£ ņ×ÉļÅÖņ░©ņØś ņĢłņĀäņä▒ņØĆ ņé¼ļ×īņØś ņāØļ¬ģĻ│╝ ņ¦üĻ▓░ļÉśĻĖ░ ļĢīļ¼ĖņŚÉ, ņØ╝ļ░ś ņĀäņ×ÉņĀ£ĒÆłņŚÉņä£ ņÜöĻĄ¼ļÉśļŖö ņłśņżĆņŚÉ ļ╣äĒĢ┤ ļ¦żņÜ░ ņŚäĻ▓®ĒĢ£ ņłśņżĆņŚÉņä£ Ļ┤Ćļ”¼ļÉśĻ│Ā ņ׳ļŗż. ņĀäņøÉ Ļ│ĄĻĖē ļ░Å ļ│ĆĒÖś ĒĢĄņŗ¼ ļČĆĒÆłņØĖ ņĀäļĀźļ│ĆĒÖśļ¬©ļōłņØś ņŗĀļó░ļÅäļŖö ņ×ÉļÅÖņ░© ņĀäņ▓┤ņØś ņĢłņĀäņä▒ ļ░Å ļé┤ĻĄ¼ņä▒ņŚÉ ļ¦ÄņØĆ ņśüĒ¢źņØä ņżĆļŗż4).
ņĀäļĀźļ│ĆĒÖśļ¬©ļōłņØĆ ņŗżļ”¼ņĮś ņ╣® (Si chip), direct bonded copper (DBC), ļ▓ĀņØ┤ņŖż ĒöīļĀłņØ┤ĒŖĖ (base plate), ņ╝ĆĒī©ņŗ£Ēä░ (capacitor), ņĀĆĒĢŁĻĖ░ (resistor), Ēä░ļ»ĖļäÉ (terminal) ļō▒ņ£╝ļĪ£ ĻĄ¼ņä▒ļÉśņŚłņ£╝ļ®░, Ļ░ü ļČĆĒÆłņØĆ ņåöļŹö (solder) ļśÉļŖö ņÖĆņØ┤ņ¢┤ (wire)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņĀäĻĖ░ņĀüņ£╝ļĪ£ ņŚ░Ļ▓░ļÉśņ¢┤ņ׳ļŗż. ņ×ÉļÅÖņ░©ņŚÉ ņé¼ņÜ®ļÉśļŖö ņĀäņןņĀ£ĒÆłņØĆ ņØ╝ļ░ś ņĀäņ×ÉņĀ£ĒÆłĻ│╝ ļŗ¼ļ”¼ ņŚ┤ņĀü┬ĘĻĖ░Ļ│äņĀüņ£╝ļĪ£ Ļ░ĆĒś╣ĒĢ£ ņé¼ņÜ® ĒÖśĻ▓ĮņŚÉ ļģĖņČ£ ļÉ£ļŗż5-10). ņŗżļé┤ ņĀäņןĒÆłņØś Ļ▓ĮņÜ░ -40~85 ┬░C, ņŚöņ¦äļŻĖņÜ® ņĀäņןĒÆłņØś Ļ▓ĮņÜ░ -40~125 ┬░C ņś©ļÅäļ▓öņ£äņŚÉ ļģĖņČ£ļÉ£ļŗż. ņĄ£ĻĘ╝ ņĀäļĀźļ│ĆĒÖśļ¬©ļōłņØĆ Ļ│ĀĒÜ©ņ£©┬ĘĻ│ĀņŗĀļó░ņä▒ņŚÉ ļīĆĒĢ£ ņÜöĻĄ¼ ņ”ØĻ░ĆļĪ£ SiC ņåīņ×Éļź╝ ņĀüņÜ®ĒĢ£ ļ¬©ļōł Ļ░£ļ░£ņØ┤ ĻĖēĻ▓®Ē׳ ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ņ£╝ļ®░, SiC ņåīņ×É ņĀüņÜ®ņŚÉ ļö░ļØ╝ ļ¬©ļōłņØś ļÅÖņ×æņś©ļÅäļŖö ļŹö ņ”ØĻ░ĆļÉĀ ņĀäļ¦ØņØ┤ļŗż. ņØ┤ņŚÉ ļö░ļØ╝ ņĀäļĀźļ│ĆĒÖśļ¬©ļōłņŚÉ ņé¼ņÜ®ļÉ£ ļŗżņ¢æĒĢ£ ņ×¼ļŻīņØś ņŚ┤ĒīĮņ░ĮĻ│äņłś (coefficient of thermal expansion, CTE) ņ░©ņØ┤ņŚÉ ņØśĒĢ┤ ņåöļŹö ņĀæĒĢ®ļČĆ ļśÉļŖö ņÖĆņØ┤ņ¢┤ ņĀæĒĢ®ļČĆņŚÉļŖö ņØæļĀź (stress) ņ¦æņżæņ£╝ļĪ£ ņØĖĒĢ£ Ēö╝ļĪ£ĒīīĻ┤┤Ļ░Ć ļ░£ņāØļÉĀ ņłś ņ׳ļŗż11).
ņÖĆņØ┤ņ¢┤ļŖö ņ┤łņØīĒīī ņĀæĒĢ®ņĪ░Ļ▒┤, ņÖĆņØ┤ņ¢┤ ļæÉĻ╗ś, ņÖĆņØ┤ņ¢┤ ņ×¼ņ¦ł ĻĘĖļ”¼Ļ│Ā ņĀæĒĢ®ļČĆ ņ×¼ņ¦łņŚÉ ļö░ļØ╝ ņÖĆņØ┤ņ¢┤ ņĀæĒĢ®ĒŖ╣ņä▒ ļ░Å ņŚ┤ĒÖöĒŖ╣ņä▒ņØ┤ ļŗżļź┤Ļ▓ī ļéśĒāĆļé£ļŗż12-15). ņÖĆņØ┤ņ¢┤ ņĀæĒĢ®ĒŖ╣ņä▒ņØä ĒÅēĻ░ĆĒĢśļŖö ļ░®ļ▓ĢņØĆ ņÖĆņØ┤ņ¢┤ ņĀæĒĢ®ļČĆ ļ¬©ņ¢æĻ│╝ ņĀæĒĢ®ļ®┤ņĀüņØä ņĖĪņĀĢĒĢśļŖö ļ╣äĒīīĻ┤┤ņŗ£ĒŚś, ņÖĆņØ┤ņ¢┤ ņĀäļŗ©Ļ░ĢļÅäņŗ£ĒŚś (wire ball shear test, BST), ņÖĆņØ┤ņ¢┤ ņØĖņןĻ░ĢļÅäņŗ£ĒŚś (wire ball pull test, BPT), ļŗ©ļ®┤ļČäņäØĻ│╝ Ļ░ÖņØĆ ĒīīĻ┤┤ņŗ£ĒŚśņØ┤ ņ׳ļŗż16). ņĀäļĀźļ│ĆĒÖśļ¬©ļōłņØ┤ ņ¦æņĀüĒÖö, ņåīĒśĢĒÖöļÉ©ņŚÉ ļö░ļØ╝ ļ¬©ļōł ņĀ£ņĪ░ņŚÉ ņé¼ņÜ®ļÉśļŖö ņÖĆņØ┤ņ¢┤ ļæÉĻ╗śļÅä ļŹöņÜ▒ ļ»ĖņäĖĒÖö ļÉśĻ│Ā ņ׳ļŗż. ļö░ļØ╝ņä£ ņØ╝ļ░śņĀüņ£╝ļĪ£ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŖö ņĢīļŻ©ļ»ĖļŖä (aluminum, Al) ņÖĆņØ┤ņ¢┤ņØś ņ┤łņØīĒīī ņĀæĒĢ®ļČĆņŚÉ ļīĆĒĢ£ ņĀĢļ¤ēņĀü ĒÅēĻ░ĆĻ░Ć ņÜöĻĄ¼ļÉ£ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņĀäņןĒÆłņØś ņŗż ņé¼ņÜ®ĒÖśĻ▓ĮĻ│╝ ņ£Āņé¼ĒĢ£ ņĪ░Ļ▒┤ ĒĢśņŚÉ ņĀäļĀźļ│ĆĒÖśļ¬©ļōłņØä ļģĖņČ£ņŗ£Ēé© Ēøä, Al ņÖĆņØ┤ņ¢┤ ļæÉĻ╗śņŚÉ ļö░ļźĖ ņÖĆņØ┤ņ¢┤ņØś ņ┤łņØīĒīī (ultrasonic bonding) ņĀæĒĢ®ļČĆņŚÉ ļīĆĒĢ£ ņĀæĒĢ®ļé┤ĻĄ¼ņä▒ņØä ļ╣äĻĄÉļČäņäØ ĒĢśņśĆļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
2.1 ļ¼┤ņŚ░ņåöļŹö ņĀüņÜ® ņĀäļĀźļ│ĆĒÖśļ¬©ļōł ņĀ£ņ×æ
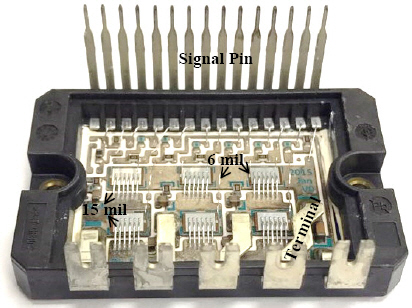
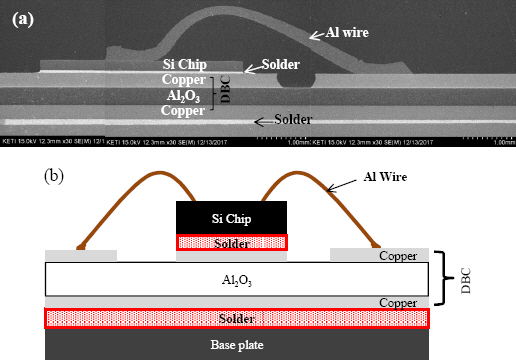
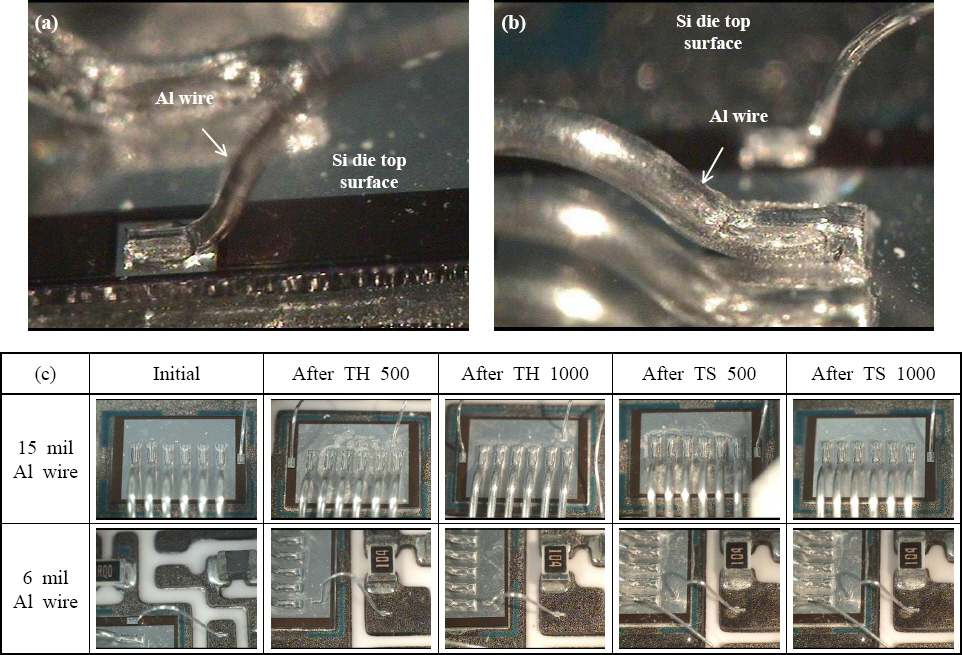
Fig. 1ņØĆ ļ¼┤ņŚ░ņåöļŹö (Pb-free solder)ļź╝ ņĀüņÜ®ĒĢśņŚ¼ Ļ░£ļ░£ļÉ£ ņĀäļĀźļ│ĆĒÖśļ¬©ļōłņØś ņÖĖĻ┤Ć ņé¼ņ¦äņØ┤ļŗż. ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ņĀäļĀźļ│ĆĒÖśļ¬©ļōłņØĆ Fig. 2ņÖĆ Ļ░ÖņØ┤ Si chip, DBC ļ░Å base plateļŖö Sn-3.0Ag-0.5Cu (SAC305) ļ¼┤ņŚ░ņåöļŹöļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņ¦äĻ│Ą ņåöļŹöļ¦ü (vacuum soldering) Ļ│ĄņĀĢņ£╝ļĪ£ ņĀæĒĢ®ļÉśņŚłņ£╝ļ®░, ņŗ£ĻĘĖļäÉ ĒĢĆ (signal pin)Ļ│╝ DBCļŖö Al wireļź╝ ņ┤łņØīĒīī ļ│Ėļö®ņ£╝ļĪ£ ņĀæĒĢ®ļÉśņŚłļŗż. Al ņÖĆņØ┤ņ¢┤Ļ░Ć ņĀæĒĢ® ļÉĀ Si chipņØś ņ£Śļ®┤ņØĆ ņĢīļŻ©ļ»ĖļŖä (aluminum, Al) Ēæ£ļ®┤ņ▓śļ”¼Ļ░Ć ļÉśņŚłņ£╝ļ®░, ļÆĘļ®┤ņØĆ ļŗłņ╝ł (Ni) Ēæ£ļ®┤ņ▓śļ”¼ ļÉśņ¢┤ ņ׳ņŚłļŗż. ļśÉĒĢ£ ņé¼ņÜ®ļÉ£ DBCļŖö alumina ņ×¼ņ¦łņØś ņäĖļØ╝ļ»╣ ĻĖ░ĒīÉ ņ¢æļ®┤ņŚÉ Cu ņĖĄņØ┤ ņĪ┤ņ×¼ĒĢśļ®░, ĻĘĖ ņ£äĒĢ┤ chip ļśÉļŖö ņÖĆņØ┤ņ¢┤ ļō▒ņØś ņĀæĒĢ®ņØä ņ£äĒĢ┤ DBC Ēæ£ļ®┤ņØĆ ļ¼┤ņĀäĒĢ┤ ļŗłņ╝ł (electronicless nickel) Ēæ£ļ®┤ņ▓śļ”¼ļÉ£ Ļ▓āņØä ņé¼ņÜ® ĒĢśņśĆļŗż. Si chipĻ│╝ DBCņŚÉ ņ┤łņØīĒīī ņĀæĒĢ®ņŚÉ ņé¼ņÜ®ļÉ£ Al ņÖĆņØ┤ņ¢┤ļŖö (HeraeusńżŠ, Al- R) Ļ░üĻ░ü 381.0 ╬╝m (15 mil) Ļ│╝ 152.4 ╬╝m (6 mil) ņÖĆņØ┤ņ¢┤ļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. 15 mil ņÖĆņØ┤ņ¢┤ņØś ņ┤łņØīĒīī ņĀæĒĢ®Ļ│ĄņĀĢņØĆ ņ┤łņØīĒīī ļ│Ėļö®ņןļ╣äļź╝ (Ultrasonic Engineering Co., REBO-9) ņé¼ņÜ®ĒĢśņŚ¼ ņĀæĒĢ®ĒĢśņśĆļŗż. 15 mil Al ņÖĆņØ┤ņ¢┤ņØś ņ┤łņØīĒīī ņĀæĒĢ®Ļ│ĄņĀĢ ņĪ░Ļ▒┤ņ£╝ļĪ£ Si chip ņŚÉļŖö 750~850 gf ĒĢśņżæņØä ņØĖĻ░ĆĒĢśļ®░ 190~210 mA ņČ£ļĀźņĪ░Ļ▒┤ņŚÉņä£ 140~ 160 ms ļÅÖņĢł ņ┤łņØīĒīīļź╝ ņØĖĻ░ĆĒĢśņśĆĻ│Ā, DBC Ēæ£ļ®┤ņØś ņÖĆņØ┤ņ¢┤ ļ│Ėļö®ņŚÉļŖö 800~900 gf ĒĢśņżæņ£╝ļĪ£ 140~160 ms ņĪ░Ļ▒┤ņ£╝ļĪ£ ņ┤łņØīĒīī ņĀæĒĢ®ņØä ņŗżņŗ£ĒĢśņśĆļŗż. 6 mil Al ņÖĆņØ┤ņ¢┤ņØś ņ┤łņØīĒīī ļ│Ėļö® ņĪ░Ļ▒┤ņØĆ K&SńżŠ (ASTERION) ļ│Ėļö®ņןļ╣äļź╝ ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, Si chip ņĀæĒĢ®ļČĆņŚÉļŖö 170~190 gf, 35~45 ms ņĪ░Ļ▒┤ņ£╝ļĪ£, DBC ņĀæĒĢ®ļČĆņŚÉļŖö 170~190 gf, 26-30 mA, 60~80 ms ņĪ░Ļ▒┤ņ£╝ļĪ£ ņ┤łņØīĒīī ņĀæĒĢ®ĒĢśņśĆļŗż.
2.2 ņÖĆņØ┤ņ¢┤ ņĀæĒĢ®ļČĆ ļé┤ĻĄ¼ ĒÖśĻ▓Įņŗ£ĒŚś ņĪ░Ļ▒┤
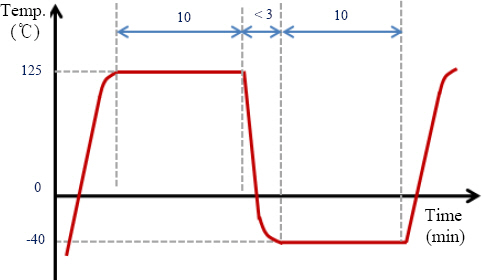
Al ņÖĆņØ┤ņ¢┤ņØś ņ┤łņØīĒīī ņĀæĒĢ®ļČĆņŚÉ ļīĆĒĢ£ ļé┤ĻĄ¼ĒŖ╣ņä▒ņØä ļ╣äĻĄÉļČäņäØĒĢśĻĖ░ ņ£äĒĢ┤ Ļ│Āņś©Ļ│ĀņŖĄņŗ£ĒŚś (temperature-humidity test, TH)Ļ│╝ ņŚ┤ņČ®Ļ▓®ņŗ£ĒŚś (thermal shock test, TS)ņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. Ļ░üĻ░üņØś ņŗ£ĒŚśņØä ĒåĄĒĢ┤ ņŗ£ĒŚśņŗ£Ļ░äņŚÉ ļö░ļźĖ Al ņÖĆņØ┤ņ¢┤ņØś ņĀæĒĢ®ļČĆņŚÉ ļīĆĒĢ£ ņŚ┤ĒÖöĒŖ╣ņä▒ņØä ļČäņäØĒĢśņśĆļŗż. Ļ│Āņś©Ļ│ĀņŖĄņŗ£ĒŚśņØĆ ESPECńżŠ (LH-113) ņןļ╣äļź╝ ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, 85┬▒3 ┬░C, 85┬▒3% RH ņĪ░Ļ▒┤ņŚÉņä£ 1,000 h ļÅÖņĢł ņ¦äĒ¢ēĒĢśņśĆļŗż. ņŚ┤ņČ®Ļ▓®ņŗ£ĒŚśņØĆ ESPECńżŠ (TSE-11A) ņןļ╣äļź╝ ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, ņŗ£ĒŚś ņĪ░Ļ▒┤ņØĆ Fig. 3Ļ│╝ Ļ░ÖņØ┤ -40~125 ┬░C ņś©ļÅäņĪ░Ļ▒┤ņŚÉņä£ Ļ░üĻ░ü 10ļČäĻ░ä ņ£Āņ¦ĆĒĢśņśĆņ£╝ļ®░, ņś©ļÅäļ│ĆĒÖö ņŗ£Ļ░äņØĆ 3 min ņØ┤ļé┤ļĪ£ ĒĢśņŚ¼ 1,000 cyclesĻ╣īņ¦Ć ņ¦äĒ¢ēĒĢśņśĆļŗż.
2.3 ņÖĆņØ┤ņ¢┤ ņĀæĒĢ®Ļ░ĢļÅä ņĖĪņĀĢņĪ░Ļ▒┤
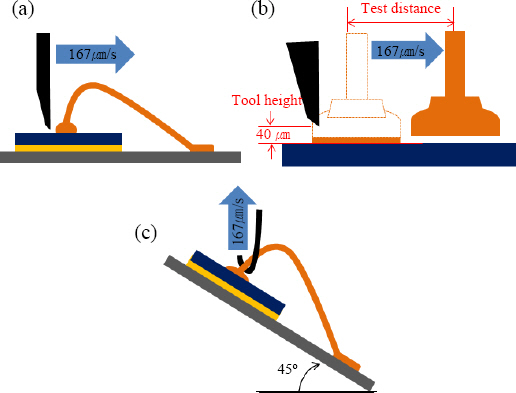
ĒÖśĻ▓Įņŗ£ĒŚś ņĀäĒøä ņÖĆņØ┤ņ¢┤ņØś ņĀæĒĢ®Ļ░ĢļÅä ņĖĪņĀĢņØä ņ£äĒĢ┤ Fig. 4ņÖĆ Ļ░ÖņØ┤ BSTņÖĆ BPTļź╝ ņ¦äĒ¢ēĒĢśņśĆļŗż. ņÖĆņØ┤ņ¢┤ ņĀæĒĢ®Ļ░ĢļÅä ņĖĪņĀĢņØĆ Dageņé¼ņØś ļ│Ėļö®ņŗ£ĒŚśĻĖ░ļź╝ (Dage 4000) ņé¼ņÜ®ĒĢśņśĆļŗż. ņÖĆņØ┤ņ¢┤ņØś ņĀæĒĢ®Ļ░ĢļÅäņÖĆ ņØĖņןĻ░ĢļÅä Ļ▓░Ļ│╝ļŖö 5Ļ░£ļź╝ ņŗ£ĒŚśĒĢśņŚ¼ ņé░ņłĀĒÅēĻĘĀĒĢ£ Ļ░ÆņØä ļīĆĒæ»Ļ░Æņ£╝ļĪ£ ņé░ņČ£ĒĢśņśĆļŗż. BSTņÖĆ BPT ņŗ£ĒŚśņĪ░Ļ▒┤ņØĆ Fig. 4ņÖĆ Ļ░ÖņØ┤ ņĖĪņĀĢņåŹļÅä 167 ╬╝m/s ļĪ£ ņŗ£ĒŚśĒĢśņśĆļŗż. BST ņŗ£ĒŚśņØĆ Fig. 4(b)ņÖĆ Ļ░ÖņØ┤ ņŗ£ĒŚś ļåÆņØ┤ļŖö 40 ╬╝m ņØ┤ļ®░, ņĖĪņĀĢĻ▒░ļ”¼ļŖö ņÖĆņØ┤ņ¢┤ ļæÉĻ╗ś ļ│┤ļŗż 50 ╬╝mļź╝ ņČöĻ░ĆĒĢśņŚ¼ ņĖĪņĀĢĒĢśņśĆļŗż. BPTņØś Ļ▓ĮņÜ░ Fig. 4(c)ņÖĆ Ļ░ÖņØ┤ 45┬░ Ļ░üļÅäļĪ£ ĻĖ░ņÜĖņŚ¼ ņÖĆņØ┤ņ¢┤ ņĀæĒĢ®ļČĆņØś ņØĖņןĻ░ĢļÅäļź╝ ņĖĪņĀĢĒĢśņśĆļŗż.
3. ņŗżĒŚś Ļ▓░Ļ│╝
3.1 ĒÖśĻ▓Įņŗ£ĒŚś ņĀäĒøä ņÖĆņØ┤ņ¢┤ ņÖĖĻ┤Ć Ļ┤Ćņ░░
15 milĻ│╝ 6 mil ņÖĆņØ┤ņ¢┤ņØś Ļ│Āņś©Ļ│ĀņŖĄņŗ£ĒŚś ļ░Å ņŚ┤ņČ®Ļ▓®ņŗ£ĒŚś ņĀäĒøä ņĀæĒĢ®ļČĆņŚÉ ļīĆĒĢ£ ņÖĖĻ┤ĆļČäņäØ Ļ▓░Ļ│╝ļŖö ļŗżņØī Fig. 5ņÖĆ Ļ░Öļŗż. Fig. 5(a-b) ņ┤łņØīĒīī ņĀæĒĢ® Ēøä ņ┤łĻĖ░ ņÖĆņØ┤ņ¢┤ņØś ņÖĖĻ┤ĆļČäņäØ ņé¼ņ¦äņØ┤ļ®░, Fig. 5(c)ņÖĆ Ļ░ÖņØ┤ TS ļ░Å TH ņĀäĒøä ņÖĆņØ┤ņ¢┤ ļ░Å ņÖĆņØ┤ņ¢┤ ņĀæĒĢ®ļČĆņŚÉņä£ļŖö ļŗ©ņäĀ (open) ļ░Å ĻĘĀņŚ┤ (crack)ņØĆ Ļ┤Ćņ░░ļÉśņ¦Ć ņĢŖņĢśļŗż.
3.2 ĒÖśĻ▓Įņŗ£ĒŚś ņĀäĒøä 15 mil ņÖĆņØ┤ņ¢┤ņØś ņĀæĒĢ®Ļ░ĢļÅä
15 mil Al ņÖĆņØ┤ņ¢┤ņØś TH ļ░Å TS ņŗ£ĒŚśņŗ£Ļ░äņŚÉ ļö░ļźĖ BST Ļ▓░Ļ│╝ļŖö ļŗżņØī Fig. 6ņÖĆ Ļ░Öļŗż. 15 mil ņÖĆņØ┤ņ¢┤ņØś ņ┤łĻĖ░ ņĀäļŗ©Ļ░ĢļÅä Ļ░ÆņØĆ ĒÅēĻĘĀ 1,512 gf ņØ┤ņśĆĻ│Ā, TH 1,000 h Ēøä ņÖĆņØ┤ņ¢┤ ļ│╝ ņĀäļŗ©Ļ░ĢļÅäļŖö 1,479 gfļĪ£ ņ┤łĻĖ░ ļīĆļ╣ä 2.2% Ļ░ÉņåīļÉśņ¢┤ ļ¦żņÜ░ ņ×æņØĆ ņŚ┤ĒÖöņ£©ņØä ļéśĒāĆļé┤ņŚłļŗż. ļ░śļ®┤ TS 1,000 cycles ņÖäļŻī Ēøä ņÖĆņØ┤ņ¢┤ ļ│╝ ņĀäļŗ©Ļ░ĢļÅä Ļ░ÆņØĆ 1,176 gfļĪ£ ņ┤łĻĖ░ ļīĆļ╣ä ņĢĮ 22%Ļ░Ć Ļ░ÉņåīļÉ£ Ļ▓āņØä ņĢī ņłś ņ׳ņŚłļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļĪ£ ļ│╝ ļĢī, TSņØś ņŚ┤ĒÖöņ£©ņØ┤ THņŚÉ ļ╣äĒĢ┤ 10ļ░░ ļŹö Ļ░ĆĒś╣ĒĢ£ ņŗ£ĒŚśņ×äņØä ņĢī ņłś ņ׳ņŚłĻ│Ā, ļŗ©ņŗ£Ļ░ä ļé┤ņŚÉ ņÖĆņØ┤ņ¢┤ņØś ņŚ┤ĒÖöņ£©ņØä ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö TSņØś ļ│Ćļ│äļĀźņØ┤ ļ│┤ļŗż ņÜ░ņłśĒĢ£ Ļ▓āņØä ņĢī ņłś ņ׳ņŚłļŗż.
Fig.┬Ā6
Wire ball shear strength variation of 15 mil diameter Al wire with thermal shock cycles and temperature-humidity test time
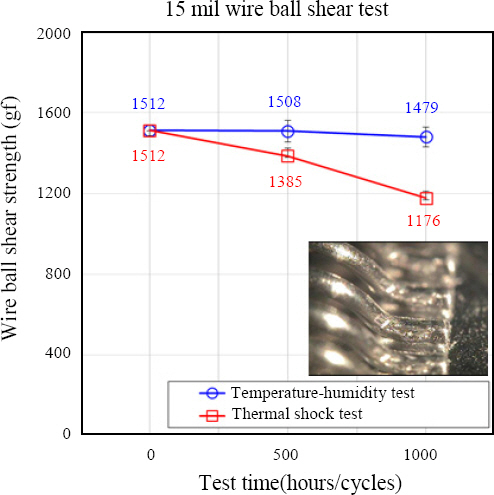
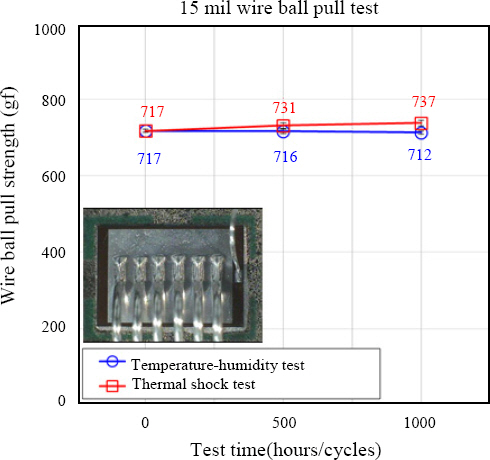
Fig. 7ņØĆ 15 mil Al ņÖĆņØ┤ņ¢┤ņØś TH ļ░Å TS ņŗ£ĒŚśņŗ£Ļ░äņŚÉ ļö░ļźĖ BPT Ļ▓░Ļ│╝ņØ┤ļŗż. ņØ┤ Ļ▓ĮņÜ░ ņ┤łĻĖ░ ņÖĆņØ┤ņ¢┤ņØś ņØĖņןĻ░ĢļÅäļŖö 717 gfļĪ£ ņĖĪņĀĢ ļÉśņŚłņ£╝ļ®░, TH ļ░Å TS Ēøä BPTļŖö Ļ░üĻ░ü 737 gf ļ░Å 712 gfļĪ£ ļéśĒāĆļéś Ļ▒░ņØś ņŚ┤ĒÖöĻ░Ć ļéśĒāĆļéśņ¦Ć ņĢŖņĢśļŗż. ņŚ┤ĒÖöĻ░Ć ļéśĒāĆļéśņ¦Ć ņĢŖņĢśļŹś ņØ┤ņ£ĀļĪ£ļŖö ņÖĆņØ┤ņ¢┤ ņ×Éņ▓┤ļź╝ ļŗ╣Ļ╣Ćņ£╝ļĪ£ņŹ© ņØĖņןĻ░ĢļÅäļź╝ ņĖĪņĀĢĒĢśļŖö ļ░®ļ▓ĢņØĆ ņĀæĒĢ®ļČĆņØś ņĀæĒĢ®Ļ░ĢļÅä ļ│┤ļŗżļŖö ņÖĆņØ┤ņ¢┤ ņ×Éņ▓┤ņØś ņØĖņןĻ░ĢļÅä ĒŖ╣ņä▒ņØ┤ ņĖĪņĀĢļÉśļŖö Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż. ļö░ļØ╝ņä£ THļéś TS ņŗ£ĒŚśņŚÉ ļö░ļØ╝ Al ņÖĆņØ┤ņ¢┤ ņ×Éņ▓┤ ņØĖņןĻ░ĢļÅä Ļ░ÆņØś ļ│ĆĒÖöĻ░Ć ņ×æĻ│Ā, ņÖĆņØ┤ņ¢┤ņØś ļ│╝ ņĀæĒĢ®Ļ░ĢļÅä ļ│┤ļŗżļŖö ņÖĆņØ┤ņ¢┤ņØś ņØĖņןĻ░ĢļÅäĻ░Ć ņ×æņĢäņä£ ņØ┤ļ¤¼ĒĢ£ ļ╣äņŖĘĒĢ£ Ļ░ÆņØä ļéśĒāĆļé┤ļŖö Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż. ļö░ļØ╝ņä£ ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļĪ£ ļ│╝ ļĢī, ņ┤łņØīĒīī ņĀæĒĢ®ļÉ£ ņÖĆņØ┤ņ¢┤ņØś ņĀæĒĢ®Ļ░ĢļÅäļź╝ ņĖĪņĀĢĒĢśļŖö Ļ▓ĮņÜ░, ņÖĆņØ┤ņ¢┤ņØś ņØĖņןĻ░ĢļÅäļź╝ ņĖĪņĀĢĒĢśļŖö Ļ▓ā ļ│┤ļŗż ņÖĆņØ┤ņ¢┤ ļ│╝ ņĀäļŗ©Ļ░ĢļÅäļź╝ ņĖĪņĀĢĒĢśļŖö Ļ▓āņØ┤ ļ│┤ļŗż ņĀĢĒÖĢĒĢ£ ņŚ┤ĒÖöĒŖ╣ņä▒ņØä ļ╣äĻĄÉĒĢĀ ņłś ņ׳ļŖö ņŗ£ĒŚś ļ░®ļ▓Ģņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
3.3 ĒÖśĻ▓Įņŗ£ĒŚś ņĀäĒøä 6 mil ņÖĆņØ┤ņ¢┤ņØś ņĀæĒĢ®Ļ░ĢļÅä
TH ļ░Å TS ņŗ£ĒŚśņŗ£Ļ░äņŚÉ ļö░ļźĖ 6 mil ņÖĆņØ┤ņ¢┤ņØś BST ļ░Å BPT Ļ▓░Ļ│╝ļŖö ļŗżņØī Fig. 8Ļ│╝ Fig. 9ņÖĆ Ļ░Öļŗż. TH 1,000 h Ēøä ņÖĆņØ┤ņ¢┤ņØś ņĀäļŗ©Ļ░ĢļÅä ņ┤łĻĖ░ 328 gfņŚÉņä£ 366 gfļĪ£ ļŗżņåī ņ”ØĻ░ĆĒĢ£ Ļ▓āņ£╝ļĪ£ ļéśĒāĆļé¼ņ£╝ļ®░, ņØ┤Ļ▓āņØĆ ņŗ£ĒŚś ņāśĒöīņØś ņśżņ░©ļ▓öņ£äņŚÉ ļö░ļźĖ ĒÄĖņ░©ņØĖ Ļ▓āņ£╝ļĪ£ ņāØĻ░ü ļÉ£ļŗż (Fig. 8). ļ░śļ®┤ TS 1,000 cycles ņÖäļŻī Ēøä BST Ļ░ÆņØĆ 258 gfļĪ£ ņ┤łĻĖ░ ņÖĆņØ┤ņ¢┤ ļ│╝ ņĀäļŗ©Ļ░ĢļÅä Ļ░ÆņØś ņĢĮ 79 % ņłśņżĆņ£╝ļĪ£ 21% Ļ░ÉņåīļÉ£ Ļ░ÆņØä ļéśĒāĆļé┤ņŚłļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļŖö ņĢ×ņä£ 15 mil ņŗżĒŚś Ļ▓░Ļ│╝ņÖĆļÅä ņ£Āņé¼ĒĢ£ Ļ▓ĮĒ¢źņØä ļéśĒāĆļé┤Ļ│Ā ņ׳ļŗż. ņÖĆņØ┤ņ¢┤ ļ│╝ ņĀæĒĢ®ļČĆņŚÉ ļīĆĒĢ£ ņĀäļŗ©Ļ░ĢļÅäļź╝ ļ╣äĻĄÉĒĢĀ ļĢī Ļ│Āņś©Ļ│ĀņŖĄ ĒĢ£ ĒÖśĻ▓Į ļ│┤ļŗż ņŚ┤ņČ®Ļ▓® ņĪ░Ļ▒┤ņŚÉņä£ ļ░£ņāØĒĢśļŖö ņś©ļÅäĒÄĖņ░©ņŚÉ ņØśĒĢ£ ņĀæĒĢ®ļČĆ ņŚ┤ĒÖöĻ░Ć ļŹö ļ¦ÄņØ┤ ļ░£ņāØļÉśļŖö Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż.
Fig.┬Ā8
Wire ball shear strength variation of 6 mil diameter Al wire with thermal shock cycles and temperature-humidity test time
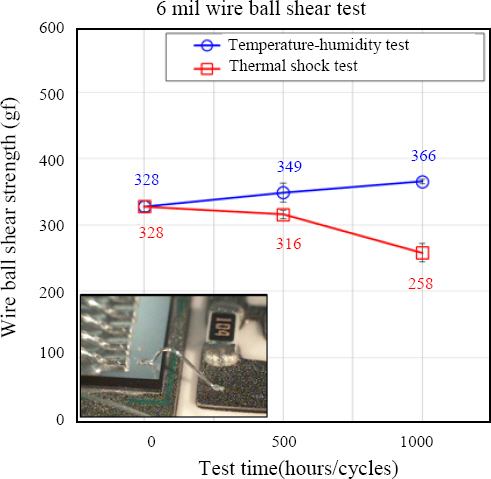
Fig.┬Ā9
Wire pull strength variation of 6 mil diameter Al wire with thermal shock cycles and temperature- humidity test time
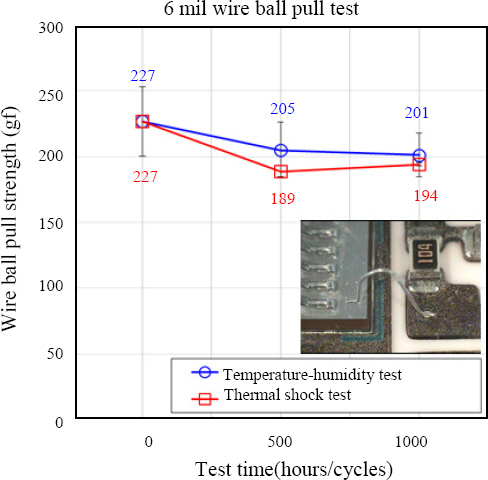
Fig. 9ļŖö 6 mil ņÖĆņØ┤ņ¢┤ņŚÉ ļīĆĒĢ£ BPT Ļ▓░Ļ│╝, ņ┤łĻĖ░ 227 gfņŚÉņä£ TH 1,000 h Ēøä 201 gfņ£╝ļĪ£ Ļ░ÉņåīļÉśņŚłĻ│Ā, TS 1,000 cycles ĒøäņŚÉļÅä 194 gfļĪ£ BPT Ļ░ÆņØ┤ Ļ░ÉņåīļÉ£ Ļ▓āņØä ņĢī ņłś ņ׳ņŚłļŗż. BPTņŚÉ ļīĆĒĢ£ TH ļ░Å TS Ēøä ļ│ĆĒÖöņ£©ņØä ļ╣äĻĄÉĒĢ┤ ļ│┤ļ®┤, Ļ░üĻ░ü 11 %ņÖĆ 15 % ļĪ£ ļéśĒāĆļéś, TSĻ░Ć TH ļ│┤ļŗż ņÖĆņØ┤ņ¢┤ņØś ņĀæĒĢ®Ļ░ĢļÅä Ļ░ÉņåīĻ░Ć ļŹö ļ¦ÄņØ┤ ļéśĒāĆļé£ Ļ▓āņØä ņĢī ņłś ņ׳ņŚłļŗż. BPTņØś Ļ▓ĮņÜ░, ņÖĆņØ┤ņ¢┤ 6 mil ņĀĢļÅäļĪ£ ņ¢ćņØĆ Ļ▓ĮņÜ░ņŚÉļŖö ņÖĆņØ┤ņ¢┤ ņ×Éņ▓┤ņØś ņØĖņןĻ░ĢļÅä ļ│┤ļŗż ņÖĆņØ┤ņ¢┤ ņĀæĒĢ®ļČĆņØś ņĀæĒĢ®Ļ░ĢļÅäĻ░Ć ņ×æņĢäņä£ ņĀæĒĢ®Ļ░ĢļÅäĻ░Ć ņĖĪņĀĢ Ļ░ĆļŖźĒĢ£ Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż. ĻĘĖļ¤¼ļéś 15 mil ņĀĢļÅäļĪ£ ļæÉĻ║╝ņÜ┤ ņÖĆņØ┤ņ¢┤ņŚÉņä£ļŖö ņÖĆņØ┤ņ¢┤ ņ×Éņ▓┤ņØś ņØĖņןĻ░ĢļÅäĻ░Ć ņĀæĒĢ®Ļ░ĢļÅä ļ│┤ļŗż ņ×æņĢäņä£ ņśżĒ׳ļĀż ņÖĆņØ┤ņ¢┤ņØś ņĀæĒĢ®Ļ░ĢļÅä ņĖĪņĀĢņØ┤ ņ¢┤ļĀżņÜ┤ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
3.4 ĒÖśĻ▓Įņŗ£ĒŚś ņĀäĒøä ņ┤łņØīĒīī ļ│Ėļö® ņÖĆņØ┤ņ¢┤ ņĀæĒĢ®Ļ│äļ®┤ ļČäņäØ
TH ļ░Å TS Ēøä ņÖĆņØ┤ņ¢┤ ņĀæĒĢ®ļČĆņØś ņĀäļŗ©Ļ░ĢļÅä ļ░Å ņØĖņןĻ░ĢļÅä Ļ░Éņåī ņøÉņØĖņØä ļČäņäØĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņÖĆņØ┤ņ¢┤ņØś ļŗ©ļ®┤ļČäņäØņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. Fig. 10ņØĆ TS ņĀä 15 mil ņÖĆņØ┤ņ¢┤ ņĀæĒĢ®ļČĆņŚÉ ļīĆĒĢ£ ļŗ©ļ®┤ SEM ļČäņäØĻ▓░Ļ│╝ņØ┤ļŗż. Chip/DBC ņåöļŹö ņĀæĒĢ®ļČĆ ļ░Å Al ņÖĆņØ┤ņ¢┤ ņĀæĒĢ®ļČĆ ļ¬©ļæÉ ņ¢æĒśĖĒĢ£ ņĀæĒĢ® ņāüĒā£ļź╝ ļéśĒāĆļé┤Ļ│Ā ņ׳ņ£╝ļ®░, ņĀæĒĢ®ļČĆņŚÉņä£ ĻĘĀņŚ┤Ļ│╝ Ļ░ÖņØĆ Ļ▓░ĒĢ©ņØĆ Ļ┤Ćņ░░ļÉśņ¦Ć ņĢŖņĢśļŗż.
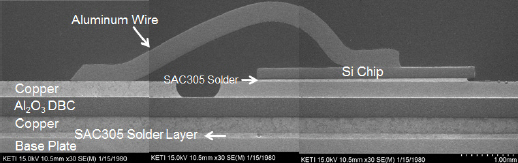
Fig. 11ņØś (a), (b) ĻĘĖļ”¼Ļ│Ā (d)ļŖö TS 500 cycles Ēøä ļŗ©ļ®┤ SEM ņé¼ņ¦äņØ┤ļ®░, ņÖĆņØ┤ņ¢┤ ņĀæĒĢ®ļČĆ ļüØ ļČĆļČäņŚÉņä£ ĻĘĀņŚ┤ņØ┤ ņØ╝ļČĆ ļ░£ņāØļÉ£ Ļ▓āņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. Fig. 11ņØś (c)ņÖĆ (e)ļŖö TS 1,000 cycles Ēøä ļŗ©ļ®┤ SEM ņé¼ņ¦äņ£╝ļĪ£, ņÖĆņØ┤ņ¢┤ņØś ņ┤łņØīĒīī ņĀæĒĢ®ļČĆ ņĀäņ▓┤ņŚÉņä£ ĻĘĀņŚ┤ņØ┤ ņĀäĒīīļÉ£ Ļ▓āņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. TS ņŗ£ĒŚś ņŗ£Ļ░äņØ┤ Ļ▓ĮĻ│╝ĒĢ©ņŚÉ ļö░ļØ╝ ņ┤łņØīĒīī ņĀæĒĢ®ļČĆņØś ĻĘĀņŚ┤ļ░£ņāØņØ┤ ņÖĆņØ┤ņ¢┤ņØś ņĀäļŗ©Ļ░ĢļÅä Ļ░Éņåī ņøÉņØĖņŚÉ ĻĖ░ņØĖĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
Fig.┬Ā11
Cross-sectional SEM micrographs of 15 mil aluminum wire after (a,b,d) 500 and (c,e) 1,000 thermal shock cycles
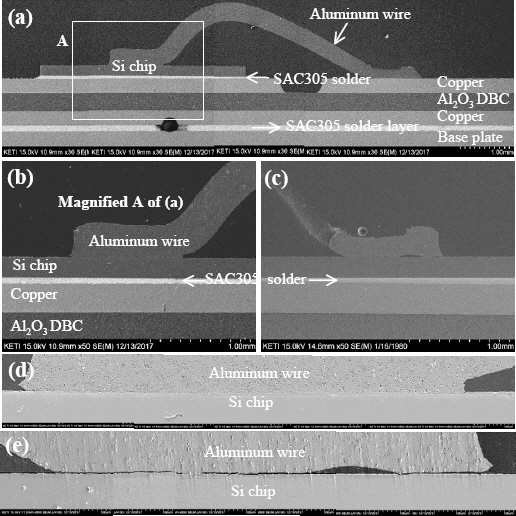
Fig. 12ļŖö TS 1,000 cycles ņÖäļŻī Ēøä 15 mil ņÖĆņØ┤ņ¢┤ ņĀæĒĢ®ļČĆ ļŗ©ļ®┤ SEM ņé¼ņ¦äņØ┤ļ®░, Fig. 12ņØś (b)ļŖö (a)ņØś ņĀæĒĢ®ļČĆ ĻĘĀņŚ┤ ļ░£ņāØļČĆļČäņŚÉ ļīĆĒĢ£ ĒÖĢļīĆ ņé¼ņ¦äņØ┤ļŗż. Fig. 12(b)ņØś ļŗ©ļ®┤ņé¼ņ¦äņØä ļ│┤ļ®┤, ņĀæĒĢ®ļČĆ ĻĘĀņŚ┤ņØĆ Al ņÖĆņØ┤ņ¢┤ņÖĆ Si chipņØś Al metalization Ļ│äļ®┤ ņé¼ņØ┤ņŚÉņä£ ļ░£ņāØĒĢ£ Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. Si ChipĻ│╝ Al metalizationņØś adhesionņØĆ ņ¢æĒśĖĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉśļ®░, Al metalizationĻ│╝ Al ņÖĆņØ┤ņ¢┤ņØś ņ┤łņØīĒīī ņĀæĒĢ®ļČĆņŚÉņä£ ĻĘĀņŚ┤ņØ┤ ļ░£ņāØļÉśĻ│Ā ņĀäĒīīļÉ£ Ļ▓āņ£╝ļĪ£ ļ│┤ņĢä, ņ┤łņØīĒīī ņĀæĒĢ®ļČĆņØś ņŚ┤ĒÖöļĪ£ ņØĖĒĢ┤ ĻĘĀņŚ┤ņØ┤ ņĀæĒĢ®Ļ│äļ®┤ņØä ļö░ļØ╝ ņ¦äņĀäļÉ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż17,18).
Fig.┬Ā12
Cross-sectional SEM micrographs of 15 mil aluminum wire after (a) 1,000 thermal shock cycles. (b) magnified view of A region in (a)
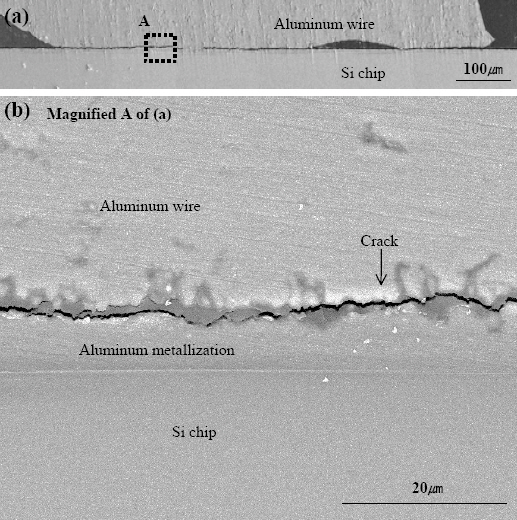
Fig. 13ņØĆ TH 1,000 h Ēøä ņÖĆņØ┤ņ¢┤ ņĀæĒĢ®ļČĆ ļŗ©ļ®┤ņé¼ņ¦äņØ┤ļŗż. Fig. 13(a)ļŖö ņÖĆņØ┤ņ¢┤ ņĀäņ▓┤ņØś ņé¼ņ¦äņØ┤ļ®░, Fig. 13ņØś (b-e)ļŖö ņÖĆņØ┤ņ¢┤ ņĀæĒĢ®ļČĆ ĒÖĢļīĆ ņé¼ņ¦äņØ┤ļŗż. TH 1,000 h ņÖäļŻīĒĢ£ Ļ▓░Ļ│╝ ĻĘĀņŚ┤ņØĆ Al ņÖĆņØ┤ņ¢┤ņÖĆ Si chip ņØś Al metalization Ļ│äļ®┤ ņé¼ņØ┤ņŚÉņä£ ļ░£ņāØĒĢśņŚ¼ ņĀæĒĢ®Ļ│äļ®┤ņØä ļö░ļØ╝ ļé┤ļČĆļĪ£ ņĀäĒīīļÉśņŚłņ£╝ļ®░, ņÖĆņØ┤ņ¢┤ ņĀæĒĢ® ĻĖĖņØ┤ņØś ņĢĮ 30 % ņĀĢļÅä ņ¦äņĀäļÉ£ Ļ▓āņ£╝ļĪ£ ļéśĒāĆļé¼ļŗż. ĻĘĖļ¤¼ļéś TH Ēøä ņĀäļŗ©Ļ░ĢļÅä Ļ░ÆņŚÉ Ēü¼Ļ▓ī ļ│ĆĒÖöĻ░Ć ņŚåņŚłļŹś Ļ▓āņ£╝ļĪ£ ļ│┤ņĢä, ņÖĆņØ┤ņ¢┤ ņĀæĒĢ®ļČĆ ņĀäņ▓┤ ĻĖĖņØ┤ņØś ņĢĮ 30 % ĻĘĀņŚ┤ņØĆ ņÖĆņØ┤ņ¢┤ņØś ņĀäļŗ©Ļ░ĢļÅä Ļ░ÆņŚÉ Ēü¼Ļ▓ī ņśüĒ¢źņØä ņŻ╝ņ¦Ć ņĢŖļŖö Ļ▓āņ£╝ļĪ£ ļČäņäØļÉ£ļŗż.
Fig.┬Ā13
Cross-sectional SEM micrographs of 15 mil aluminum wire after (a) 1,000 h temperature-humidity test. (b) magnified view of A region in (a), (c,d) magnified view of B and, (e) magnified view of C
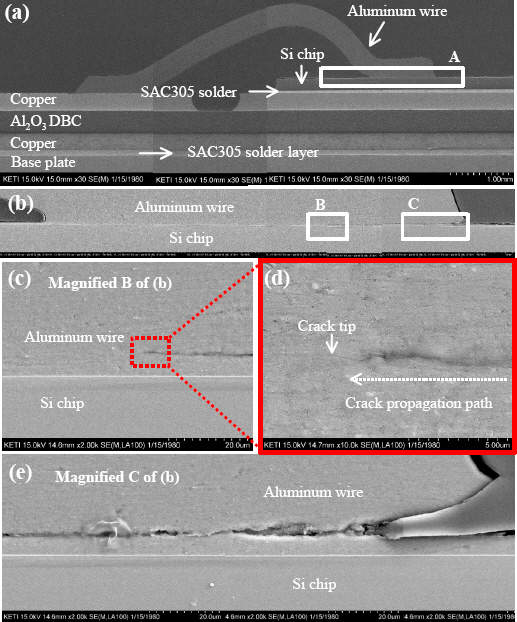
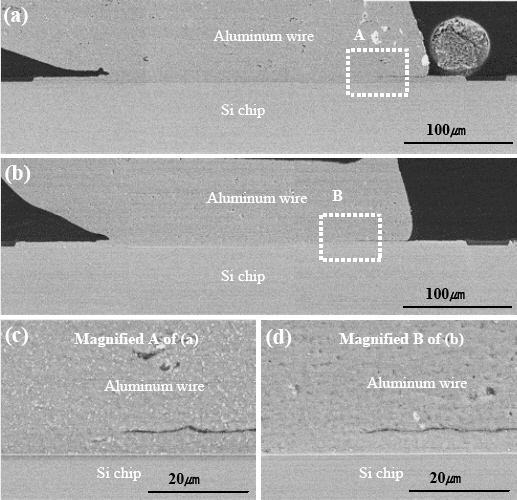
Fig. 14ļŖö 6 mil ņÖĆņØ┤ņ¢┤ņØś ĒÖśĻ▓Įņŗ£ĒŚś ņÖäļŻī Ēøä ļŗ©ļ®┤ļČäņäØ SEM ņé¼ņ¦äņØ┤ļŗż. Fig. 14(a)ļŖö TH 1,000 h Ēøä ņÖĆņØ┤ņ¢┤ ņ┤łņØīĒīī ņĀæĒĢ®ļČĆ ļŗ©ļ®┤ ņé¼ņ¦äņØ┤ļ®░, Fig. 14(b)ļŖö TS 1,000 cycles Ēøä ļŗ©ļ®┤ ņé¼ņ¦äņØ┤ļŗż. Fig. 14ņØś (c,d)ļŖö Fig. 14(a,b)ņØś AņÖĆ B ņśüņŚŁņØä ĒÖĢļīĆĒĢ£ ņé¼ņ¦äņØ┤ļŗż. 6 mil ņÖĆņØ┤ņ¢┤ļŖö TH ļ░Å TS Ēøä Al ņÖĆņØ┤ņ¢┤ņÖĆ Si chipņØś Al metalizationļÉ£ Ļ│äļ®┤ņŚÉņä£ ĻĘĀņŚ┤ņØ┤ ņŗ£ņ×æļÉśņ¢┤ ņÖĆņØ┤ņ¢┤ ņĀäņ▓┤ ĻĖĖņØ┤ņØś ņĢĮ 25% Ļ╣īņ¦Ć ņĀäĒīīļÉ£ Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. 6 mil ņÖĆņØ┤ņ¢┤ņØś Ļ▓ĮņÜ░ņŚÉļŖö THņÖĆ TS Ēøä ņĀæĒĢ®ļČĆņŚÉ ļīĆĒĢ£ ĻĘĀņŚ┤ ņĀäĒīīņåŹļÅäĻ░Ć ļ╣äņŖĘĒĢ£ Ļ▓āņ£╝ļĪ£ ļéśĒāĆļé¼ļŗż. 15 mil ņÖĆņØ┤ņ¢┤ņŚÉņä£ļŖö TH ņŗ£ĒŚś Ēøä BST Ļ░ÆņØś ļ│ĆĒÖöĻ░Ć Ļ▒░ņØś ņŚåņŚłņ£╝ļéś, 6 mil ņÖĆņØ┤ņ¢┤ņØś Ļ▓ĮņÜ░ņŚÉļŖö ņ┤łĻĖ░ ļīĆļ╣ä ņĢĮ 11% Ļ░ÉņåīļÉ£ BPT Ļ░ÆņØä ļéśĒāĆļé┤ņŚłļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļĪ£ ļ│╝ ļĢī, ņÖĆņØ┤ņ¢┤ņØś ļæÉĻ╗śĻ░Ć ņ¢ćņØĆ 6 mil ņÖĆņØ┤ņ¢┤ņØś Ļ▓ĮņÜ░ ņ┤łĻĖ░ ņĀæĒĢ®ļÉ£ ņāüĒā£Ļ░Ć ņÖĆņØ┤ņ¢┤ņØś ņĀæĒĢ®ļé┤ĻĄ¼ņä▒ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źļÅäĻ░Ć ļŹö Ēü░ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņ×ÉļÅÖņ░© ņĀäļĀźļ│ĆĒÖśļ¬©ļōłņŚÉ ņé¼ņÜ®ļÉśļŖö Al ņÖĆņØ┤ņ¢┤ņŚÉ ļīĆĒĢ£ ņ┤łņØīĒīī ņĀæĒĢ®ļČĆņØś ļé┤ĻĄ¼ĒÖśĻ▓ĮņŚÉ ļö░ļźĖ ņĀæĒĢ®ĒŖ╣ņä▒ņØä ļ╣äĻĄÉļČäņäØ ĒĢśņśĆņ£╝ļ®░ ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ņ¢╗ņŚłļŗż.
1) 15 mil ņÖĆņØ┤ņ¢┤ņØś Ļ▓ĮņÜ░, TH 1,000 h Ēøä BSTļŖö ņ┤łĻĖ░ ļīĆļ╣ä 2.2%, TS 1,000 cycles ņÖäļŻī ĒøäņŚÉļŖö ņĢĮ 22%Ļ░Ć Ļ░ÉņåīļÉśņŚłļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļĪ£ ļ│╝ ļĢī, TSņØś ņŚ┤ĒÖöņ£©ņØ┤ THņŚÉ ļ╣äĒĢ┤ 10ļ░░ ļŹö Ļ░ĆĒś╣ĒĢ£ ņŗ£ĒŚśņ×äņØä ņĢī ņłś ņ׳ņŚłĻ│Ā, ļŗ©ņŗ£Ļ░ä ļé┤ņŚÉ ņÖĆņØ┤ņ¢┤ņØś ņŚ┤ĒÖöņ£©ņØä ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö TSņØś ļ│Ćļ│äļĀźņØ┤ TH ļ│┤ļŗż ņÜ░ņłśĒĢ£ Ļ▓āņØä ņĢī ņłś ņ׳ņŚłļŗż. ņØ┤ļ¤¼ĒĢ£ ņØ┤ņ£ĀļŖö ņÖĆņØ┤ņ¢┤ ļ│╝ ņĀæĒĢ®ļČĆņŚÉ ļīĆĒĢ£ ņĀäļŗ©Ļ░ĢļÅäļź╝ ļ╣äĻĄÉĒĢĀ ļĢī Ļ│Āņś©Ļ│ĀņŖĄĒĢ£ ĒÖśĻ▓Į ļ│┤ļŗż ņŚ┤ņČ®Ļ▓® ņĪ░Ļ▒┤ņŚÉņä£ ļ░£ņāØĒĢśļŖö ņś©ļÅäĒÄĖņ░©ņŚÉ ņØśĒĢ£ ņĀæĒĢ®ļČĆ ņŚ┤ĒÖöĻ░Ć ļŹö ļ¦ÄņØĆ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
2) ņÖĆņØ┤ņ¢┤ ņ¦üĻ▓ĮņØ┤ 6 mil ņĀĢļÅäļĪ£ ņ¢ćņØĆ Ļ▓ĮņÜ░, ņÖĆņØ┤ņ¢┤ ņ×Éņ▓┤ņØś ņØĖņןĻ░ĢļÅä ļ│┤ļŗż ņÖĆņØ┤ņ¢┤ ņĀæĒĢ®ļČĆņØś ņĀæĒĢ®Ļ░ĢļÅäĻ░Ć ņ×æņĢä ņ┤łņØīĒīī ļ│Ėļö®ļČĆņŚÉ ļīĆĒĢ£ ņĀæĒĢ®Ļ░ĢļÅä ņĖĪņĀĢņØ┤ Ļ░ĆļŖźĒĢśņśĆļŗż. ĻĘĖļ¤¼ļéś 15 mil ņĀĢļÅäļĪ£ ņ¦üĻ▓ĮņØ┤ ļæÉĻ║╝ņÜ┤ Ļ▓ĮņÜ░, ņÖĆņØ┤ņ¢┤ ņ×Éņ▓┤ņØś ņØĖņןĻ░ĢļÅäĻ░Ć ņĀæĒĢ®Ļ░ĢļÅä ļ│┤ļŗż ņ×æņĢäņä£ ņśżĒ׳ļĀż ņÖĆņØ┤ņ¢┤ņØś ņĀæĒĢ®Ļ░ĢļÅä ņĖĪņĀĢņØ┤ ņ¢┤ļĀżņÜ┤ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļö░ļØ╝ņä£ ņÖĆņØ┤ņ¢┤ņØś ņ¦üĻ▓ĮņØ┤ Ēü░ Ļ▓ĮņÜ░ņŚÉļŖö BST ļ░®ļ▓ĢņØ┤ BPT ļ│┤ļŗż ļŹö ņĀĢĒÖĢĒĢ£ ņŗ£ĒŚśļ░®ļ▓Ģņ×äņØä ņĢī ņłś ņ׳ņŚłļŗż.
3) Al ņÖĆņØ┤ņ¢┤ņØś ņ┤łņØīĒīī ņĀæĒĢ®ļČĆņŚÉ ļ░£ņāØļÉ£ ĻĘĀņŚ┤ņØĆ Al ņÖĆņØ┤ņ¢┤ņÖĆ Si chipņØś Al metalization Ļ│äļ®┤ ņŚÉņä£ ļ░£ņāØļÉśĻ│Ā ņĀæĒĢ®Ļ│äļ®┤ņØä ļö░ļØ╝ ņĀäĒīīļÉ£ Ļ▓āņ£╝ļĪ£ ļ│┤ņĢä, ņĀæĒĢ®ļČĆ ņŚ┤ĒÖöļĪ£ ņØĖĒĢ┤ ĻĘĀņŚ┤ņØ┤ ņ¦äņĀäļÉ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



