


1. ņä£ ļĪĀ
ņøÉņ×ÉļĪ£ņØś CEDM(Control Element Drive Mecha- nism) ļģĖņ”É ņÜ®ņĀæļČĆņŚÉļŖö ņŻ╝ļĪ£ Alloy 600 ņåīņ×¼Ļ░Ć ņé¼ņÜ®ļÉśļŖöļŹ░ ņøÉņĀä Ļ░ĆļÅÖņżæ ļ░£ņāØĒĢśļŖö ļåÆņØĆ ņØæļĀź ļ░Å ņØ╝ņ░©ņłśņÖĆņØś ņןņŗ£Ļ░ä ņĀæņ┤ēņ£╝ļĪ£ ņØĖĒĢ┤ ĻĘĀņŚ┤ņØ┤ ļ░£ņāØĒĢśļŖö ĒśäņāüņØ┤ ļ░£Ļ▓¼ļÉśņŚłļŗż. ņØ┤ļŖö ņØ╝ņ░©ņłśņØæļĀźļČĆņŗØĻĘĀņŚ┤(Primary Water Stress Corrosion Cracking, PWSCC)ņØ┤ļØ╝Ļ│Ā ņĢīļĀżņĀĖ ņ׳ļŖö ĒśäņāüņØ┤ļŗż. ņÜ┤ņĀä ņżæņØĖ ļ░£ņĀäņåī ļČĆĒÆłņŚÉņä£ ņĄ£ņ┤łņØś ņØ╝ņ░©ņłśņØæļĀźļČĆņŗØĻĘĀņŚ┤ ņé¼ļĪĆļŖö 1971ļģä Obrigheim ļ░£ņĀäņåī ņ”ØĻĖ░ļ░£ņāØĻĖ░ Ļ│Āņś©Ļ┤ĆņŚÉņä£ ļ░£Ļ▓¼ļÉ£ ĻĘĀņŚ┤ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż. ĻĘĖ Ēøä ņäĖĻ│ä ņŚ¼ļ¤¼ ļ░£ņĀäņåīņØś ļ░░Ļ┤Ć ļ░Å ļģĖņ”É ņÜ®ņĀæļČĆņŚÉņä£ ņØ╝ņ░©ņłś ņØæļĀźļČĆņŗØĻĘĀņŚ┤ņØ┤ ļ│┤Ļ│ĀļÉśņŚłņ£╝ļ®░ ņØ┤ļ¤¼ĒĢ£ ĻĘĀņŚ┤ņØĆ ņøÉņ×ÉļĪ£ņØś ņĢłņĀäņä▒ņŚÉ ļ¦żņÜ░ Ēü░ ņśüĒ¢źņØä ņŻ╝ĻĖ░ ļĢīļ¼ĖņŚÉ ĻĘĖ ņøÉņØĖņØä ĒīīņĢģĒĢśĻ│Ā ļ░£ņāØņØä ņ¢ĄņĀ£ĒĢśĻ▒░ļéś ļ│┤ņłś ņÜ®ņĀæņØä ĒåĄĒĢ┤ ļ¼ĖņĀ£ļź╝ ĒĢ┤Ļ▓░ĒĢ┤ņĢ╝ ĒĢ£ļŗż. ņøÉņĀä ņŻ╝ņÜö ļČĆĒÆłņØś ņĢłņĀäņä▒ņØä ĒÖĢļ│┤ĒĢśĻĖ░ ņ£äĒĢ┤ ļģĖņ”É ņÜ®ņĀæļČĆņÖĆ Ļ┤ĆļĀ©ļÉ£ ļ¦ÄņØĆ ņŚ░ĻĄ¼Ļ░Ć ņ¦äĒ¢ēļÉśņŚłļŖöļŹ░ ņØ╝ņ░©ņłś ņØæļĀźļČĆņŗØĻĘĀņŚ┤ņØä ļ░£ņāØņŗ£ĒéżļŖö ņŻ╝ņÜö ņøÉņØĖ ņżæ ĒĢśļéśņØĖ ņÜ®ņĀæļČĆ ņ×öļźśņØæļĀźņŚÉ ļīĆĒĢśņŚ¼ ņøÉņĀä CRDM(Control Rod Drive Mecha- nism) ļģĖņ”É ņÜ®ņĀæļČĆņÖĆ Ļ░ĆņĢĢĻĖ░ ņØ┤ņóģĻĖłņåŹņÜ®ņĀæļČĆļź╝ ļīĆņāüņ£╝ļĪ£ ĒĢśļŖö ņŚ░ĻĄ¼Ļ░Ć ņŻ╝ļź╝ ņØ┤ļŻ©Ļ│Ā ņ׳ļŗż. ņøÉņĀä ņĀĢņāüĻ░ĆļÅÖņĪ░Ļ▒┤ ņĀüņÜ® ļ░®ņŗØņØ┤ ņāüļČĆĒŚżļō£ Ļ┤ĆĒåĄ ļģĖņ”ÉņØś ņ×öļźśņØæļĀźņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ļČäņäØĒĢ£ ņŚ░ĻĄ¼1)ņŚÉņä£ļŖö ņøÉņĀä Ļ░ĆļÅÖņŻ╝ĻĖ░ņØś ļ░śļ│ĄņØ┤ ņ×öļźśņØæļĀźņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØĆ ļ»Ėļ»ĖĒĢśļŗżļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆĻ│Ā, CRDM ļģĖņ”É ņÜ®ņĀæļČĆņØś ņ×öļźśņØæļĀź ļ░Å ņÜ┤ņĀäņØæļĀźņØä ĒÅēĻ░ĆĒĢ£ ņŚ░ĻĄ¼2)ņŚÉņä£ļŖö J-ĒÖł ņÜ®ņĀæņŚÉ ņØśĒĢ┤ Ļ░Ćņן Ēü░ ņØĖņןņØæļĀźņØ┤ ĒśĢņä▒ļÉśļŖö ņ¦ĆņĀÉņØä ĒÖĢņØĖĒĢśņśĆļŗż. CRDM ļģĖņ”É ņÜ®ņĀæļČĆņØś ļ│┤ņłśņÜ®ņĀæ ņśüĒ¢źņØä ļČäņäØĒĢ£ ņŚ░ĻĄ¼3)ņŚÉņä£ļŖö ļ│┤ņłśņÜ®ņĀæ ĻĖĖņØ┤, Ļ╣ŖņØ┤, ĒÅŁ ļō▒ņØś ļ│ĆņłśņŚÉ ļö░ļźĖ ņ×öļźśņØæļĀźņØś ļ│ĆĒÖö Ļ▓ĮĒ¢źņØä ĒÖĢņØĖĒĢśņśĆĻ│Ā, ņ£ĀĒĢ£ņÜöņåī ļ│Ćņłś ļ»╝Ļ░ÉļÅä ĒĢ┤ņäØņØä ņłśĒ¢ēĒĢ£ ņŚ░ĻĄ¼4,5)ņŚÉņä£ļŖö ņ×ģņŚ┤ļ░®ļ▓Ģ, ļ╣äļō£ĒśĢņāü, Ļ▓ĮĻ│äņĪ░Ļ▒┤, ņÜöņåīņØś Ēü¼ĻĖ░, ņÜ®ņĀæņł£ņä£, Ļ┤ĆĒåĄļģĖņ”ÉņØś ļæÉĻ╗ś ļ░Å ĒśĢņāüļ╣ä ļō▒ņØ┤ ņ£ĀĒĢ£ņÜöņåīĒĢ┤ņäØ Ļ▓░Ļ│╝ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ĒÖĢņØĖĒĢśņśĆļŗż. CRDM ļģĖņ”É ĒśĢņāüņØ┤ ņ×öļźśņØæļĀźņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ļČäņäØĒĢ£ ņŚ░ĻĄ¼6)ņŚÉņä£ ļģĖņ”É ņ£äņ╣śņŚÉ ļö░ļźĖ ņ×öļźśņØæļĀź Ēü¼ĻĖ░ņØś ļ│ĆĒÖö Ļ▓ĮĒ¢źņØä ĒÖĢņØĖĒĢśņśĆĻ│Ā, ņÜ®ņĀæņ×öļźśņØæļĀźņØ┤ ļģĖņ”ÉņØś Ēö╝ļĪ£ĒĢ┤ņäØņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ļČäņäØĒĢ£ ņŚ░ĻĄ¼7)ņŚÉņä£ļŖö ļé┤ļ®┤ņØś ļåÆņØĆ ņÜ®ņĀæņ×öļźśņØæļĀźņ£╝ļĪ£ ņØĖĒĢ┤ ļåÆņØĆ ļłäņĀüĒö╝ļĪ£ņé¼ņÜ®Ļ│äņłś(Cumulative Usage Factor, CUF)Ļ░ÆņØ┤ ņ¢╗ņ¢┤ņ¦äļŗżļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. Ļ░ĆņĢĢĻĖ░ ņØ┤ņóģĻĖłņåŹņÜ®ņĀæļČĆņØś ņśłļ░® ņÜ®ņĀæ OverlayĻ░Ć ņ×öļźśņØæļĀźņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ļČäņäØĒĢ£ ņŚ░ĻĄ¼8,9)ņŚÉņä£ļŖö Overlay ņÜ®ņĀæņØś ņÜ®ņĀæņ×öļźśņØæļĀź ņÖäĒÖöĒÜ©Ļ│╝ļź╝ ĒÖĢņØĖĒĢśņśĆļŗż. Ļ░ĆņĢĢĻĖ░ ļģĖņ”ÉņØś ņÜ®ņĀæņ×öļźśņØæļĀź ĒĢ┤ņäØ ļ│Ćņłśļź╝ ļČäņäØĒĢ£ ņŚ░ĻĄ¼10)ņŚÉņä£ļŖö Ļ│╝ļÅäĒĢ£ ĻĄ¼ņåŹņĪ░Ļ▒┤ņŚÉņä£ ļé«ņØĆ ņ×öļźśņØæļĀźņØ┤ ļČäĒżĒĢśĻ│Ā ņ¢ćņØĆ ļģĖņ”É ĒśĢņāüņØ┤ ļÉĀņłśļĪØ ņŚ┤ņØæļĀź ļ░Å ļ│ĆĒśĢņØ┤ Ēü¼Ļ▓ī ļ░£ņāØĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. Ļ░ĆņĢĢĻ▓ĮņłśļĪ£ ļģĖņ”É ļ¦×ļīĆĻĖ░ ņØ┤ņóģĻĖłņåŹņÜ®ņĀæļČĆņØś ņÜ®ņĀæņ×öļźśņØæļĀźņØä ņśłņĖĪĒĢ£ ņŚ░ĻĄ¼11)ņŚÉņä£ļŖö ņ£ĀĒĢ£ņÜöņåīĒĢ┤ņäØņØä ĒåĄĒĢ┤ ņØ╝ļ░śņĀüņ£╝ļĪ£ ņĀüņÜ® Ļ░ĆļŖźĒĢ£ ņ×öļźśņØæļĀź ļČäĒżņŗØĻ│╝ ļæÉĻ╗ś ļ│ĆĒÖöņŚÉ ļö░ļźĖ ņ×öļźśņØæļĀź ļ│ĆĒÖöĻ░Ć ļ»Ėļ»ĖĒĢ©ņØä ĒÖĢņØĖĒĢśņśĆĻ│Ā, Ēö╝ļĪ£ĻĘĀņŚ┤ņØś ņĀäĒīīņŚÉ ļö░ļźĖ ņ×öļźśņØæļĀź ņ×¼ļČäĒżņŚÉ ļīĆĒĢ£ ĒĢ┤ņäØņØä ņłśĒ¢ēĒĢ£ ņŚ░ĻĄ¼12)ņŚÉņä£ļŖö ņ£ĀĒĢ£ĒÅŁĒīÉņØś Ļ▓ĮņÜ░ ĻĘĀņŚ┤ņäĀļŗ© ņĀäļ░®ņŚÉļŖö ĒĢŁņāü ņØĖņןņ×öļźśņØæļĀźņØś ņ¦æņżæņØ┤ ļ░£ņāØĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. Ļ░ĆņĢĢĻĖ░ ļģĖņ”ÉņØś ļ│┤ņłśņÜ®ņĀæņŚÉ ļö░ļźĖ ņØ┤ņóģĻĖłņåŹ ņÜ®ņĀæļČĆņØś ņ×öļźśņØæļĀź ĒĢ┤ņäØņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼13)ņŚÉņä£ļŖö ņØ┤ņóģĻĖłņåŹ ņÜ®ņĀæļČĆ ļé┤ļ®┤ņØś ļ│┤ņłśņÜ®ņĀæņØ┤ ņČĢļ░®Ē¢ź ļ░Å ņøÉņŻ╝ļ░®Ē¢źņØś ņØæļĀźņØä ņ”ØĻ░Ćņŗ£ĒéżĻ│Ā, ņØæļĀźĒÖĢļīĆĻ│äņłś Ļ│äņé░ Ļ▓░Ļ│╝ ļæÉĻ╗śņØś 40%Ļ╣īņ¦Ć ĻĘĀņŚ┤ņØ┤ ņä▒ņןĒĢĀ ņłś ņ׳ļŗżļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż.
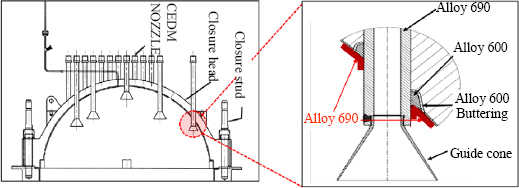
ņøÉņĀä CEDM ļģĖņ”É ņÜ®ņĀæļČĆļŖö ņØ╝ņ░©ņłśņØæļĀźļČĆņŗØĻĘĀņŚ┤ņŚÉ ņĘ©ņĢĮĒĢ£ Alloy 600 ņ×¼ļŻīļĪ£ ĻĄ¼ņä▒ļÉśņ¢┤ ņ׳Ļ│Ā, ļČĆņŗØņØä ņ£Āļ░£ĒĢĀ ņłś ņ׳ļŖö ņØ╝ņ░©ņłśņÖĆ ņĀæņ┤ēĒĢśĻ│Ā ņ׳ņ£╝ļ®░, J-Groove ņÜ®ņĀæņ£╝ļĪ£ ņØĖĒĢ£ ņØĖņןņ×öļźśņØæļĀźņØä Ļ░¢Ļ│Ā ņ׳ļŗż.
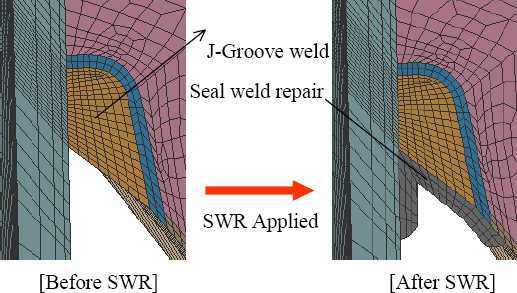
ļ░Ćļ┤ēļ│┤ņłśņÜ®ņĀæ(Seal Weld Repair, SWR) ĻĖ░ņłĀņØĆ Alloy 600 ļČĆļČäņØä ņØ╝ņ░©ņłś ņĀæņ┤ē ĒÖśĻ▓Įņ£╝ļĪ£ļČĆĒä░ ņ¦üņĀæ ņ░©ļŗ©ĒĢśņŚ¼ ņØ╝ņ░©ņłś ņØæļĀźļČĆņŗØĻĘĀņŚ┤ņØś ļ░£ņāØņØä ņ¢ĄņĀ£ĒĢśļŖö ļ░®ļ▓ĢņØ┤ļŗż. Fig. 1ņŚÉ SWR ĻĖ░ņłĀņØä ņĀüņÜ®ĒĢśļŖö Ļ░£ļץņĀüņØĖ ļ¬©ņŖĄņØä ļéśĒāĆļé┤ņŚłļŗż. SWR ĻĖ░ņłĀņØĆ Alloy 600 ņåīņ×¼ņØś ņÜ®ņĀæļČĆĻ░Ć ņØ╝ņ░©ņłśņÖĆ ņ¦üņĀæ ņĀæņ┤ēĒĢśļŖö Ļ▓āņØä ņ░©ļŗ©ĒĢ©ņ£╝ļĪ£ņŹ© ņÜ®ņĀæļČĆņØś ĻĘĀņŚ┤ ļ░£ņāØ Ļ░ĆļŖźņä▒ņØä ņśłļ░®ĒĢĀ ļ┐Éļ¦ī ņĢäļŗłļØ╝, ĻĘĀņŚ┤ņØ┤ ļ░£ņāØĒ¢łņØä ņŗ£ ĻĘĀņŚ┤ņØś ņä▒ņןĻĖ░ĻĄ¼ļź╝ ņØ╝ņ░©ņłś ņØæļĀźļČĆņŗØĻĘĀņŚ┤ņŚÉņä£ Ēö╝ļĪ£ĻĘĀņŚ┤ņŚÉ ņØśĒĢ£ ņä▒ņןņ£╝ļĪ£ ļ│ĆĒÖöņŗ£ņ╝£ ņä▒ņןņåŹļÅäļź╝ ņ¢ĄņĀ£ĒĢśļ»ĆļĪ£ ĒĢ┤ļŗ╣ ļČĆņ£äņØś ņłśļ¬ģņØä ņŚ░ņןņŗ£Ēé¼ ņłś ņ׳ļŗż.
ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö ņ£ĀĒĢ£ņÜöņåīĒĢ┤ņäØņØä ĒåĄĒĢ┤ SWRņØä ņĀüņÜ®ĒĢśĻĖ░ ņØ┤ņĀäĻ│╝ ņĀüņÜ®ĒĢ£ ņØ┤ĒøäņŚÉ ļīĆĒĢśņŚ¼, ņøÉņ×ÉļĪ£ ņĀĢņāü ņÜ┤ņĀä ņŗ£ņ×æ ņØ┤ņĀä J-Groove ņÜ®ņĀæ ņØ┤ĒøäņØś ņŗ£ņĀÉĻ│╝ ņĀĢņāü ņÜ┤ņĀä ņŗ£ņ×æ ņØ┤Ēøä ņČ®ļČäĒĢ£ ņŗ£Ļ░äļÅÖņĢł Ļ░ĆļÅÖĒĢ£ ņŗ£ņĀÉņŚÉņä£ņØś ņ×öļźśņØæļĀź Ļ▓░Ļ│╝ļź╝ ļČäņäØĒĢśņśĆļŗż. ļśÉĒĢ£ SWR ņĀüņÜ® ņŗ£ ļŹ¦ņöīņøĆ ņÜ®ņĀæĻĄ¼ņĪ░ļ¼╝ņØś ļæÉĻ╗śņÖĆ ņÜ®ņĀæ ņĖĄņłśņŚÉ ļö░ļźĖ ņ×öļźśņØæļĀźļČäĒż ļ│ĆĒÖö Ļ▓ĮĒ¢źņØä ļČäņäØĒĢ©ņ£╝ļĪ£ņŹ© SWRņØä ņĀüņÜ®ĒĢśĻĖ░ ņ£äĒĢ£ Ļ░ĆņØ┤ļō£ļØ╝ņØĖņØä ņĀ£ņŗ£ĒĢśĻ│Āņ×É ĒĢ£ļŗż.
2. ņ£ĀĒĢ£ņÜöņåīĒĢ┤ņäØ
2.1 ņ£ĀĒĢ£ņÜöņåīĒĢ┤ņäØ ļ¬©ļŹĖ
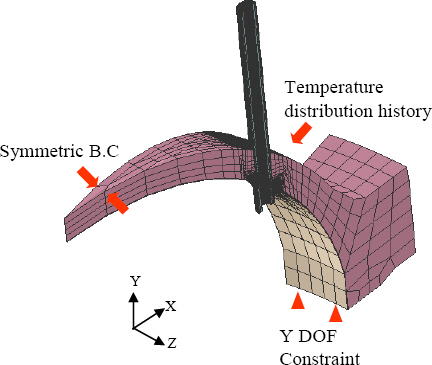
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņāüņÜ®ņ£ĀĒĢ£ņÜöņåīĒĢ┤ņäØ ĒöäļĪ£ĻĘĖļשņØĖ ABAQUS14)ļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. CEDM ļģĖņ”ÉņØś ņ£ĀĒĢ£ņÜöņåīĒĢ┤ņäØ ļ¬©ļŹĖņØĆ ļ®┤ļīĆņ╣Łņ£╝ļĪ£ Ļ░äņŻ╝ĒĢśņŚ¼ Fig. 2ņÖĆ Ļ░ÖņØ┤ 3ņ░©ņøÉ 1/2 ļīĆņ╣Ł ĒĢ┤ņäØ ļ¬©ļŹĖņØä ņé¼ņÜ®ĒĢśņśĆļŗż. CEDM ļģĖņ”É J-Groove ņÜ®ņĀæļČĆņÖĆ ļŹ¦ņöīņøĆ ņÜ®ņĀæĻĄ¼ņĪ░ļ¼╝ņØĆ Fig. 3ņŚÉņä£ņÖĆ Ļ░ÖņØ┤ ļ¬©ļōĀ ņÜ®ņĀæ ļ╣äļō£Ļ░Ć ņøÉņŻ╝ļ░®Ē¢źņ£╝ļĪ£ 45ļÅäņö® 4ĒÜīņŚÉ Ļ▒Ėņ│É ņīōņŚ¼Ļ░ĆļŖö ĒśĢņāüņØ┤ļŗż. J-Groove ņÜ®ņĀæļČĆļŖö ņ┤Ø 5Ļ░£ ņĖĄņ£╝ļĪ£, ļŹ¦ņöīņøĆ ņÜ®ņĀæĻĄ¼ņĪ░ļ¼╝ņØĆ ņ┤Ø 3Ļ░£ ņĖĄņØś ņÜ®ņĀæ ļ╣äļō£ļĪ£ ĻĄ¼ņä▒ļÉśņ¢┤ ņ׳ņ£╝ļ®░, ļŹ¦ņöīņøĆ ņÜ®ņĀæĻĄ¼ņĪ░ļ¼╝ņØĆ ĒĢ£ ņĖĄļŗ╣ 3mmņö® ņ┤Ø 3Ļ░£ ņĖĄ, 9mmņØś ļæÉĻ╗śļĪ£ ļ¬©ļŹĖļ¦ü ļÉśņ¢┤ ņ׳ļŗż.
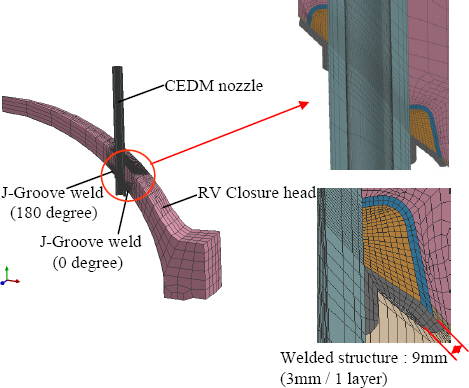
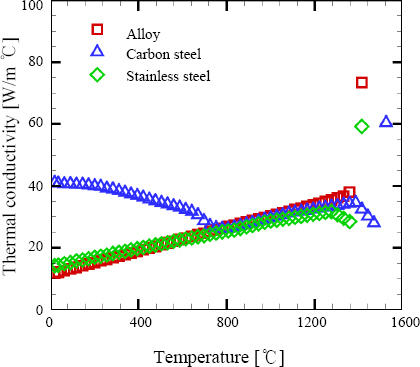
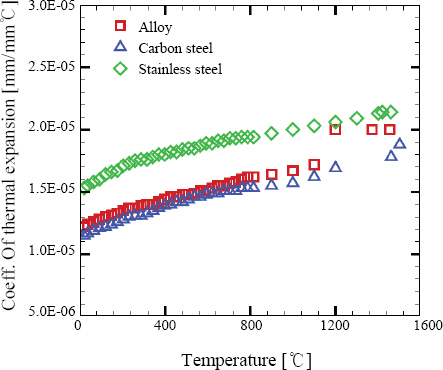
ļ│Ė ņŚ░ĻĄ¼ņŚÉ ņé¼ņÜ®ļÉ£ ĒĢ┤ņäØ ļ¬©ļŹĖņØĆ ņøÉņ×ÉļĪ£ ņāüļČĆĒŚżļō£, CEDM ļģĖņ”É, ļ▓äĒä░ļ¦ü ļ░Å ņÜ®ņĀæļČĆ, Ēü┤ļלļō£ļĪ£ ĻĄ¼ņä▒ļÉśņ¢┤ ņ׳ļŗż. ņøÉņ×ÉļĪ£ ņāüļČĆĒŚżļō£ļŖö SA 508, CEDM ļģĖņ”ÉņØĆ Alloy 690, ļ▓äĒä░ļ¦ü ļ░Å ņÜ®ņĀæļČĆļŖö Alloy 82/182, Ēü┤ļלļō£ļŖö Stainless Steel TP 316 ņåīņ×¼ņØ┤ļŗż. ņÜ®ņĀæ ĒĢ┤ņäØņŗ£ņŚÉļŖö ņÜ®ņĀæ ņ×¼ļŻīĻ░Ć ļ¦żņÜ░ ļåÆņØĆ ņś©ļÅäĻ╣īņ¦Ć ļ│ĆĒÖöĒĢśļ»ĆļĪ£ ņ×¼ļŻīņØś ļäōņØĆ ļ▓öņ£äņŚÉ ļīĆĒĢ£ ļ¼╝ņä▒ņ╣ś ņĀĢļ│┤ļź╝ ņé¼ņÜ®ĒĢśĻ▓ī ļÉ£ļŗż. ņŚ┤ņĀäļÅäļÅä, ļ╣äņŚ┤, ņŚ┤ĒīĮņ░Į Ļ│äņłśļź╝ Fig. 4ļČĆĒä░ Fig. 6Ļ╣īņ¦Ć ņĀ£ņŗ£ĒĢśņśĆņ£╝ļ®░ ņØ┤ ņĀĢļ│┤ļŖö ļ¼ĖĒŚī15)ņØä ņ░ĖĻ│ĀĒĢśņśĆļŗż.

2.2 ņÜ®ņĀæņ×öļźśņØæļĀź ĒĢ┤ņäØ ļ░®ļ▓Ģ
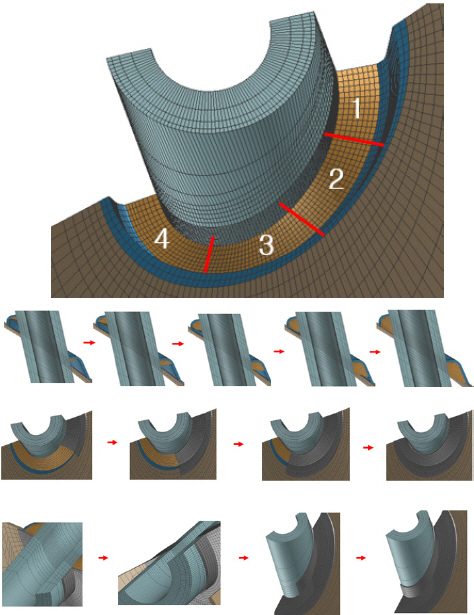
ņÜ®ņĀæņ×öļźśņØæļĀź ĒĢ┤ņäØņØä ņłśĒ¢ēĒĢśĻĖ░ ņ£äĒĢ┤ ļ©╝ņĀĆ ņŚ┤ņĀäļŗ¼ ĒĢ┤ņäØņØä ĒåĄĒĢ┤ ņś©ļÅäļČäĒżļź╝ ĒīīņĢģĒĢśņŚ¼ ņŚ┤ņØæļĀźņØä ņé░ņČ£ĒĢśņśĆļŗż. ņÜ®ņĀæņŗ£ ļ╣äļō£Ļ░Ć ņīōņŚ¼ņ¦ĆļŖö Ļ▓āņØä ļ¬©ņé¼ĒĢśĻĖ░ ņ£äĒĢ┤ ABAQUSņØś ĻĖ░ļŖź ņżæ Element removal ĻĖ░ļŖźĻ│╝ Element reactive ĻĖ░ļŖźņØä ņé¼ņÜ®ĒĢśņŚ¼ ĒĢ┤ņäØ ļ¬©ļŹĖņŚÉņä£ ļ╣äļō£ļź╝ ņāØņä▒ņŗ£ņ╝░ļŗż. ļ©╝ņĀĆ ĒĢ£Ļ░£ņØś ļ╣äļō£ļź╝ ļ¬©ļŹĖņŚÉņä£ ĒÖ£ņä▒ĒÖöņŗ£ĒéżĻ│Ā, ņØ┤ ļ╣äļō£ļź╝ ĻĄ¼ņä▒ĒĢśĻ│Ā ņ׳ļŖö ļ¬©ļōĀ ņĀłņĀÉņŚÉ ņÜ®ņĀæņ×¼ļŻīņØś ņÜ®ņ£Ąņś©ļÅäņØĖ 1383┬░ļź╝ ņ┤łĻĖ░ņś©ļÅäļĪ£ ņĀĢņØśĒĢ┤ ņżĆ ļŗżņØī, ļ╣äļō£ņØś ņÜ®ņ░®ņś©ļÅäļź╝ 1700┬░ ļĪ£ Ļ░ĆņĀĢĒĢśņŚ¼, ņØ┤ ņś©ļÅäĻ╣īņ¦Ć Heating ĒĢ┤ņŻ╝ņŚłļŗż. ņØ┤ ļĢī ĒĢ┤ņäØļ¬©ļŹĖņāüņØś ņĀłļŗ©ļ®┤ņØĆ ļŗ©ņŚ┤ļÉśņ¢┤ ņ׳Ļ│Ā, ņāüļČĆĒŚżļō£ņÖĆ CEDM ļģĖņ”ÉņØś Ēæ£ļ®┤ņØĆ ņ×ÉņŚ░ļīĆļźśļź╝ ņĀüņÜ®ĒĢśņśĆņ£╝ļ®░(25┬░, 10W/m2┬░), ļ╣äļō£ņØś HeatingņØ┤ ļüØļéśĻ│Ā ļéśļ®┤ ļ╣äļō£ļź╝ Cooling ņŗ£ņ╝░ļŗż. ABAQUSņØś Element Removal ĻĖ░ļŖźĻ│╝ Element Reactive ĻĖ░ļŖźņØä ņé¼ņÜ®ĒĢśļ®┤ ĒÖ£ņä▒ĒÖöļÉ£ ElementņŚÉļ¦ī ņŚ┤ņĀü ņśüĒ¢źņØ┤ Ļ░ĆĒĢ┤ņ¦ĆĻ│Ā, ļ╣äĒÖ£ņä▒ĒÖöļÉ£ ElementļŖö ņŚ┤ņĀü ņśüĒ¢źņØä ņĀäĒśĆ ļ░øņ¦Ć ņĢŖļŖöļŗż. ņØ┤ Ļ│╝ņĀĢņØä ļ¬©ļōĀ ņÜ®ņĀæ ļ╣äļō£ņŚÉ ļīĆĒĢ┤ņä£ ņł£ņ░©ņĀüņ£╝ļĪ£ ņĀüņÜ®ĒĢśņśĆļŗż.
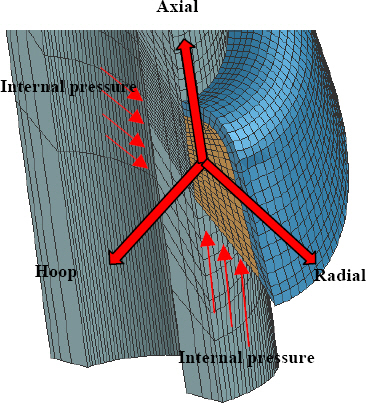
ņŚ┤ņĀäļŗ¼ ĒĢ┤ņäØ ņłśĒ¢ē Ļ▓░Ļ│╝ļĪ£ ņ¢╗ņØĆ ņś©ļÅä ļČäĒż ņØ┤ļĀźņØä ĻĄ¼ņĪ░ ĒĢ┤ņäØ ņłśĒ¢ēņŚÉ ņØ┤ņÜ®ĒĢśņśĆļŗż. ĻĄ¼ņĪ░ ĒĢ┤ņäØ ņłśĒ¢ēņŗ£ņŚÉļÅä ņŚ┤ņĀäļŗ¼ ĒĢ┤ņäØņŗ£ņÖĆ ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ Element Removal, Reactive ĻĖ░ļŖźņØä ņé¼ņÜ®ĒĢśņŚ¼ ņÜ®ņĀæ ļ╣äļō£ļź╝ ņł£ņ░©ņĀüņ£╝ļĪ£ ĒÖ£ņä▒ĒÖöņŗ£ĒéżĻ│Ā, ļ╣äļō£ņØś Heating - Cooling ņ×æņŚģņØä ļ░śļ│Ą ņłśĒ¢ēĒĢśņśĆļŗż. ņØ┤ ļĢī Ļ░ü ļŗ©Ļ│äļ¦łļŗż ĒÖ£ņä▒ĒÖöļÉśļŖö ļ╣äļō£ņŚÉļŖö ņŚ┤ņĀäļŗ¼ ĒĢ┤ņäØņŚÉņä£ņØś Ļ░ÖņØĆ ļŗ©Ļ│äņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö Load StepņØś ņś©ļÅä ļČäĒż Ļ▓░Ļ│╝ļź╝ ņØĮņ¢┤ņä£ ņĀĢņØśĒĢ┤ ņŻ╝ņŚłņ£╝ļ®░, ņøÉņ×ÉļĪ£ ņĀĢņāü ņÜ┤ņĀä ņĢĢļĀźņØä ņĀüņÜ®ĒĢśņśĆļŗż. ņĀĢņāü ņÜ┤ņĀä ņØ┤ņĀä, J-Groove ņÜ®ņĀæ Ļ│╝ņĀĢĻ╣īņ¦ĆņØś ĻĄ¼ņĪ░ ĒĢ┤ņäØņŗ£ ņĀüņÜ®ĒĢ£ Ļ▓ĮĻ│äņĪ░Ļ▒┤ņØĆ Fig. 7Ļ│╝ Ļ░Öļŗż. ļ®┤ļīĆņ╣Ł Ļ▓ĮĻ│äņĪ░Ļ▒┤ņØä ņĀüņÜ®Ē¢łĻ│Ā ņāüļČĆĒŚżļō£ ļ░æļ®┤ņØś ņ×Éņ£ĀļÅäļź╝ ĻĄ¼ņåŹĒĢśņśĆņ£╝ļ®░, ņŚ┤ņĀäļŗ¼ ĒĢ┤ņäØ Ļ▓░Ļ│╝ņØĖ ņś©ļÅäļČäĒż ņØ┤ļĀźņØä ņĀüņÜ®ĒĢśņśĆļŗż. ņĀĢņāü ņÜ┤ņĀä ņŗ£ņØś ĻĄ¼ņĪ░ ĒĢ┤ņäØ Ļ▓ĮĻ│äņĪ░Ļ▒┤ņØĆ Fig. 7ņØś ņĪ░Ļ▒┤ņŚÉ ļé┤ņĢĢĻ│╝ Blow off loadļź╝ ņČöĻ░ĆļĪ£ ņĀüņÜ®ĒĢśņśĆĻ│Ā, ņĀĢņāü ņÜ┤ņĀä ņŗ£ņØś ņś©ļÅäļź╝ ĻĘĀņØ╝ĒĢśĻ▓ī ņĀüņÜ®ĒĢśņśĆļŗż.
3. ņ£ĀĒĢ£ņÜöņåīĒĢ┤ņäØ Ļ▓░Ļ│╝
ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö CEDM ļģĖņ”É ņÜ®ņĀæļČĆļź╝ ļ░Ćļ┤ēņÜ®ņĀæ Ē¢łņØä ļĢī, ņ×öļźśņØæļĀź ņĖĪļ®┤ņŚÉņä£ ņ¢┤ļ¢ĀĒĢ£ ņśüĒ¢źņØä ļ»Ėņ╣śļŖöĻ░Ćļź╝ ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ┤ ĻĘĀņŚ┤ ļ░£ņāØņØś ņ¦Ćļ░░ņĀüņØĖ ņøÉņØĖņØ┤ ļÉśļŖö ņøÉņŻ╝ļ░®Ē¢ź ņØæļĀźņŚÉ ļīĆĒĢ┤ņä£ ņ×öļźśņØæļĀźļČäĒżļź╝ ņé░ņČ£ĒĢśņśĆļŗż. ĻĄ¼ņĪ░ ĒĢ┤ņäØņØś Ļ▓░Ļ│╝ļĪ£ ņøÉņŻ╝ļ░®Ē¢ź, ņČĢļ░®Ē¢ź, ļ░śņ¦Ćļ”ä ļ░®Ē¢ź ņØæļĀź ņä▒ļČäņØ┤ ņé░ņČ£ļÉśļŖöļŹ░, Fig. 8ņŚÉņä£ņÖĆ Ļ░ÖņØ┤ ņČĢļ░®Ē¢źĻ│╝ ļ░śņ¦Ćļ”ä ļ░®Ē¢źņŚÉņä£ļŖö ņøÉņ×ÉļĪ£ ņÜ┤ņĀä ņżæ ļ░£ņāØĒĢśļŖö ļé┤ņĢĢņØ┤ ņÜ®ņĀæļČĆņŚÉņä£ ļ░£ņāØ Ļ░ĆļŖźĒĢ£ ĻĘĀņŚ┤ņØ┤ ļŗ½Ē׳ļŖö ļ░®Ē¢źņ£╝ļĪ£ ņ×æņÜ®ĒĢśļ»ĆļĪ£, ņŗżņĀ£ļĪ£ ļ░£ņāØ Ļ░ĆļŖźņä▒ņØ┤ ļåÆņØĆ ĻĘĀņŚ┤ņØĆ ņøÉņŻ╝ļ░®Ē¢ź ņØæļĀźņŚÉ ņØśĒĢ£ Ļ▓āņØ┤ļŗż.
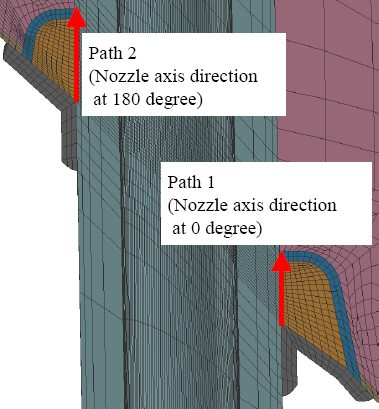
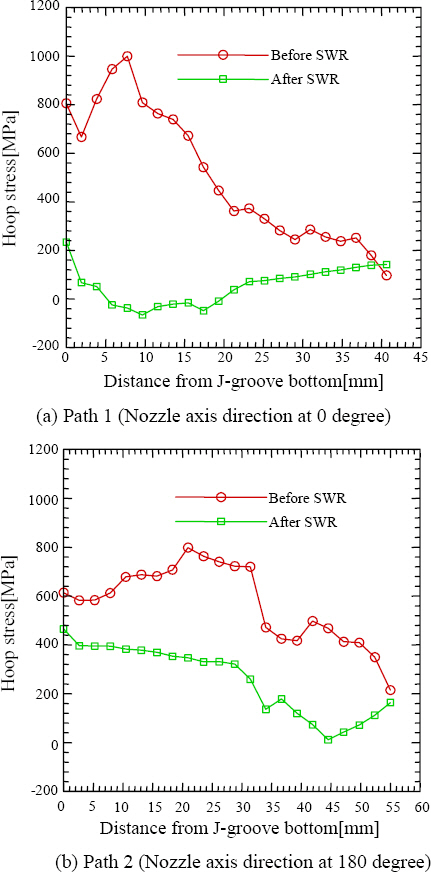
ņÜ®ņĀæņ×öļźśņØæļĀźņØä ņé░ņČ£ĒĢ£ Ļ▓ĮļĪ£ļŖö Fig. 9ņÖĆ Ļ░Öņ£╝ļ®░, Path 1ņØĆ 0ļÅä ļ░®Ē¢źņØś ņÜ®ņĀæļČĆņŚÉņä£ ļģĖņ”ÉĻ│╝ ņÜ®ņĀæļČĆĻ░Ć ļ¦×ļŗ┐ļŖö ņłśņ¦üĻ▓ĮļĪ£ļź╝, Path 2ļŖö 180ļÅä ļ░®Ē¢źņØś ņÜ®ņĀæļČĆņŚÉņä£ņØś ņłśņ¦üĻ▓ĮļĪ£ļź╝ ļéśĒāĆļéĖļŗż. SWRņØä ņłśĒ¢ēĒĢśĻĖ░ ņĀäĻ│╝ ĒøäņØś J-Groove ņÜ®ņĀæļČĆ ņ×öļźśņØæļĀźņØä ļ╣äĻĄÉĒĢśņśĆĻ│Ā, ļŹ¦ņöīņøĆ ņÜ®ņĀæĻĄ¼ņĪ░ļ¼╝ņØś ļæÉĻ╗śņÖĆ ņÜ®ņĀæņĖĄņłśļź╝ ņÜ®ņĀæļ│ĆņłśļĪ£ ĒĢśņŚ¼ ņØ┤ņŚÉ ļö░ļźĖ ņ×öļźśņØæļĀźņØś ļČäĒż Ļ▓ĮĒ¢źņØä ļČäņäØĒĢśņśĆļŗż.
3.1 SWR ņĀüņÜ® ņĀäĒøäņØś ņ×öļźśņØæļĀź ļ╣äĻĄÉ
SWRņØś ņĀüņÜ® ņĀäĻ│╝ ņĀüņÜ® ĒøäņØś ĒśĢņāüņØä Fig. 10ņŚÉņä£ ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŗż. ņŚ¼ĻĖ░ņŚÉņä£ SWR ņĀüņÜ® ņĀäņØ┤ļØ╝ ĒĢ©ņØĆ CEDM ļģĖņ”ÉņØś J-Groove ņÜ®ņĀæņØä ņłśĒ¢ēĒĢ£ ņ¦üĒøäņØś ņāüĒā£ļĪ£ņä£, ļģĖņ”É ņÜ®ņĀæļČĆņŚÉ SWR ņĀüņÜ®ņØä ņ£äĒĢ£ ļŹ¦ņöīņøĆ ņÜ®ņĀæņØ┤ ņłśĒ¢ēļÉśņ¦Ć ņĢŖņØĆ ņāüĒā£ļź╝ ņØśļ»ĖĒĢ£ļŗż. ĻĘĖļ”¼Ļ│Ā SWR ņĀüņÜ® ĒøäļØ╝ ĒĢ©ņØĆ CEDM ļģĖņ”ÉņØś J-Groove ņÜ®ņĀæļČĆņŚÉ ļŹ¦ņöīņøĆ ņÜ®ņĀæņØä ņłśĒ¢ēĒĢ£ ņāüĒā£ļź╝ ņØśļ»ĖĒĢśļŖöļŹ░, ņØ┤ļĪ£ ņØĖĒĢ┤ ļģĖņ”É ņÜ®ņĀæļČĆņØś Alloy 600 ļČĆļČäņØĆ ņØ╝ņ░©ņłśņÖĆņØś ņ¦üņĀæņĀüņØĖ ņĀæņ┤ēņØ┤ ņÖäņĀäĒ׳ ņ░©ļŗ©ļÉ£ļŗż.
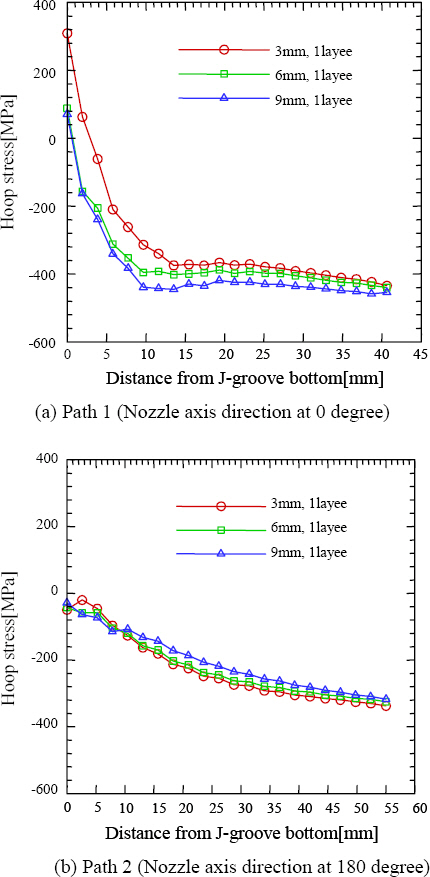
SWR ņĀüņÜ® ņĀäĒøäņŚÉ ļīĆĒĢśņŚ¼ ņĀĢņāü ņÜ┤ņĀä ņŗ£ņ×æ ņØ┤ņĀä J- Groove ņÜ®ņĀæņØä ņłśĒ¢ēĒĢ£ ņ¦üĒøäņØś ņ×öļźśņØæļĀźņØä ļČäņäØĒĢ£ Ļ▓░Ļ│╝ļŖö Fig. 11Ļ│╝ Ļ░Öļŗż. J-Groove Bottom ņ¬ĮņŚÉņä£ ļåÆņØĆ ņØĖņןņØæļĀźņØ┤ ļ░£ņāØĒĢśļ®░, J-Groove BottomņŚÉņä£ ļ®Ćņ¢┤ņ¦łņłśļĪØ ņØĖņןņØæļĀźņØ┤ Ļ░ÉņåīĒĢśļŖöļŹ░, ņØ┤ļŖö ĻĖ░ņĪ┤ ņŚ░ĻĄ¼Ļ▓░Ļ│╝ņØś Ļ▓ĮĒ¢źĻ│╝ ņØ╝ņ╣śĒĢ£ļŗż2). ĻĘĖļ”¼Ļ│Ā Path 1Ļ│╝ Path 2ņŚÉņä£ņØś ņØĖņןņ×öļźśņØæļĀźņØś Ļ░ÆņØ┤ ņ░©ņØ┤Ļ░Ć ļ░£ņāØĒĢśļŖö Ļ▓āņØĆ ļģĖņ”É ņÜ®ņĀæļČĆņØś ņ£äņ╣śņŚÉ ļö░ļźĖ ņÜ®ņĀæļŗ©ļ®┤ņĀüņØś ņ░©ņØ┤ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉśļ®░ ĻĖ░ņĪ┤ ņŚ░ĻĄ¼Ļ▓░Ļ│╝3) ņÖĆ ņ£Āņé¼ĒĢ£ Ļ▓ĮĒ¢źņØä ļ│┤ņØ┤Ļ│Ā ņ׳ļŗż. SWR ņĀüņÜ®ņŗ£ ņÜ®ņĀæļČĆ ņ×öļźśņØæļĀźņØä ļČäņäØĒĢ£ Ļ▓░Ļ│╝, ņÜ®ņĀæ ņ¦üĒøäņØś ņ×öļźśņØæļĀźņØĆ SWRņØä ņĀüņÜ®ĒĢśĻĖ░ ņĀäļ│┤ļŗż ņĀüņÜ®ĒĢ£ ņØ┤ĒøäņŚÉ ņØĖņןņ×öļźśņØæļĀźņØś Ēü¼ĻĖ░Ļ░Ć Ļ░ÉņåīĒĢ£ļŗżļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņØ┤ļŖö SWRņØä ņłśĒ¢ēĒĢśļ®┤ņä£ ļģĖņ”É ņÜ®ņĀæļČĆņŚÉ ņČöĻ░ĆņĀüņØĖ ņ×ģņŚ┤Ļ│╝ņĀĢņØ┤ ļ░£ņāØĒĢśņŚ¼ ņ×öļźśņØæļĀźņØ┤ ņ×¼ļČäĒżļÉśļ®┤ņä£ ļéśĒāĆļé£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
SWR ņĀüņÜ® ņĀäĒøäņŚÉ ļīĆĒĢśņŚ¼ ņøÉņ×ÉļĪ£ ņĀĢņāü ņÜ┤ņĀä ņĪ░Ļ▒┤ņŚÉ ļīĆĒĢ┤ ĒĢ┤ņäØņØä ņłśĒ¢ēĒĢ£ Ļ▓░Ļ│╝ļŖö Fig. 12ņÖĆ Ļ░ÖņØĆļŹ░, ņØĖņןņ×öļźśņØæļĀźņØś Ēü¼ĻĖ░Ļ░Ć ņĀĢņāü ņÜ┤ņĀä ņŗ£ņ×æ ņØ┤ņĀäņØś Ļ▓ĮņÜ░(Fig. 11)ļ│┤ļŗż ņ×æĻ▓ī ļéśĒāĆļé¼ļŗż. ņØ┤Ļ▓āņØĆ ņøÉņ×ÉļĪ£ ņĀĢņāü ņÜ┤ņĀäņŗ£ Ļ│Āņś©, Ļ│ĀņĢĢ ņĪ░Ļ▒┤ņØä Ļ▓¬ņ£╝ļ®┤ņä£ ņ×öļźśņØæļĀź ļČäĒżĻ░Ć ņÖäļ¦īĒĢ£ ĒśĢĒā£ļĪ£ ņłśļĀ┤ ļ░Å ņÖäĒÖöļÉśļŖö ĒśäņāüņØä ļ│┤ņØ┤ļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
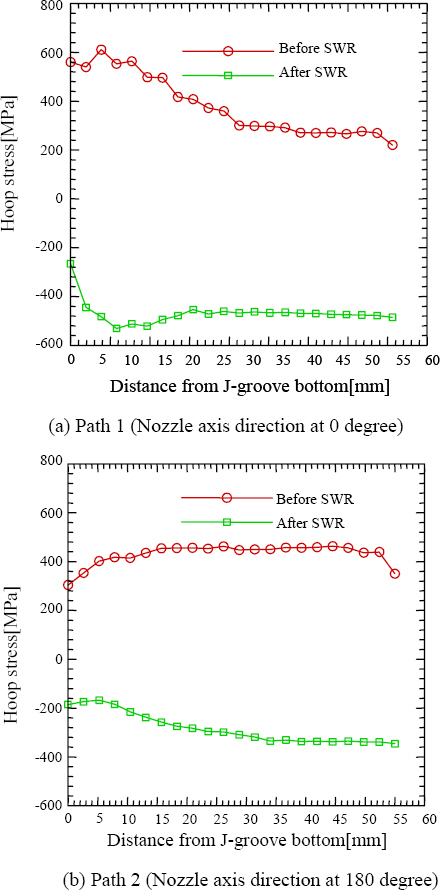
SWR ņĀüņÜ® ĒøäņØś ņ×öļźśņØæļĀźņØĆ ņĢĢņČĢņ×öļźśņØæļĀźņØ┤ ļČäĒżļÉśļŖö Ļ▓░Ļ│╝ļź╝ ņ¢╗ņŚłļŗż. ņØ┤ļĪ£ļČĆĒä░ SWRņØ┤ J-Groove ņÜ®ņĀæ ņ¦üĒøäņØś ņ×öļźśņØæļĀź ļ░Å ņĀĢņāü ņÜ┤ņĀä ņĪ░Ļ▒┤ņŚÉņä£ņØś ņ×öļźśņØæļĀźņØä ļ¬©ļæÉ ņÖäĒÖöņŗ£ĒéżļŖö ĒÜ©Ļ│╝ļź╝ ļéśĒāĆļéĖļŗżĻ│Ā ĒĢĀ ņłś ņ׳ļŗż.
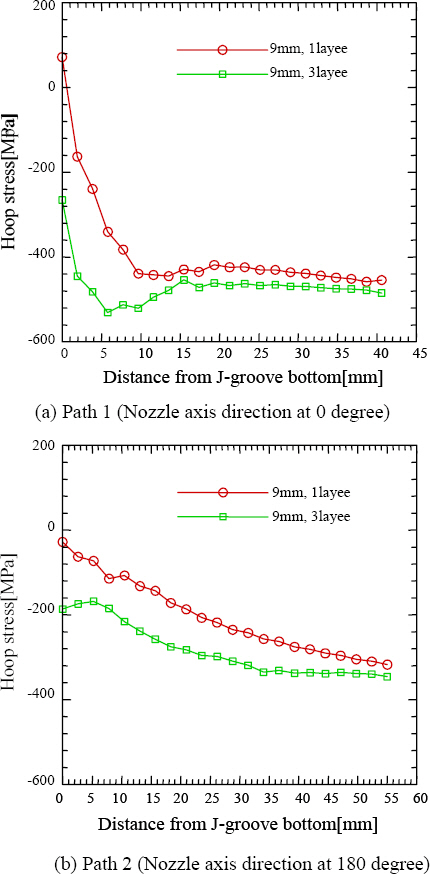
ņÜ®ņĀæ ņĖĄņłśņŚÉ ļö░ļźĖ ņ×öļźśņØæļĀźņØś Ēü¼ĻĖ░ļź╝ ļČäņäØĒĢśĻĖ░ ņ£äĒĢ┤ Fig. 13Ļ│╝ Ļ░ÖņØ┤ ļŹ¦ņöīņøĆ ņÜ®ņĀæĻĄ¼ņĪ░ļ¼╝ņØś ļæÉĻ╗śĻ░Ć 9mm, ņÜ®ņĀæņĖĄņłśĻ░Ć 1ņĖĄņØĖ Ļ▓ĮņÜ░ņÖĆ ļæÉĻ╗śĻ░Ć 9mm, ņÜ®ņĀæņĖĄņłśĻ░Ć 3ņĖĄņØĖ Ļ▓ĮņÜ░ļź╝ ļ╣äĻĄÉĒĢśņśĆļŗż. 0ļÅä ļ░®Ē¢źĻ│╝ 180ļÅä ļ░®Ē¢źņŚÉņä£ņØś ņÜ®ņĀæļČĆ ļ¬©ļæÉ 3ņĖĄņØĖ Ļ▓ĮņÜ░Ļ░Ć ļŹö ņ×æņØĆ ņÜ®ņĀæ ņ¦üĒøäņØś ņØĖņןņ×öļźśņØæļĀź ļśÉļŖö ņĢĢņČĢņ×öļźśņØæļĀźņØä ļéśĒāĆļé┤ļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņØ┤ļĪ£ļČĆĒä░ ļÅÖņØ╝ĒĢ£ ļæÉĻ╗śļĪ£ ņÜ®ņĀæņØä ņłśĒ¢ēĒĢĀ Ļ▓ĮņÜ░, ļŹ¦ņöīņøĆ ņÜ®ņĀæĻĄ¼ņĪ░ļ¼╝ņØä Single LayerĻ░Ć ņĢäļŗī Multi LayerļĪ£ ņīōņØä ļĢī J-Groove ņÜ®ņĀæļČĆņŚÉņä£ ņÜ®ņĀæ ņ¦üĒøäņØś ņØĖņןņ×öļźśņØæļĀź ņÖäĒÖö ĒÜ©Ļ│╝Ļ░Ć ļŹö Ēü¼ļŗżļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż.
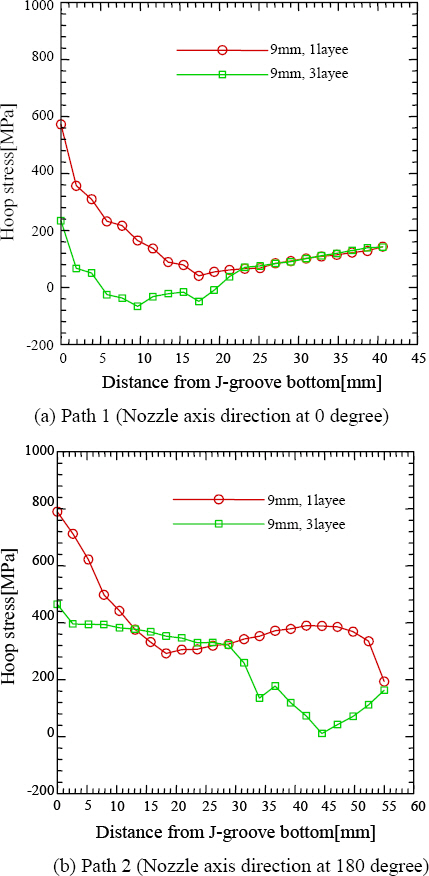
Fig. 14ļŖö ņøÉņ×ÉļĪ£ ņĀĢņāü ņÜ┤ņĀä ņĪ░Ļ▒┤ņŚÉņä£ ņÜ®ņĀæ ņĖĄņłśņŚÉ ļö░ļźĖ ņ×öļźśņØæļĀźņØś ļ╣äĻĄÉ ĻĘĖļלĒöäļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. 0ļÅä ļ░®Ē¢źĻ│╝ 180ļÅä ļ░®Ē¢źņŚÉņä£ņØś ņÜ®ņĀæļČĆ ļ¬©ļæÉ 3ņĖĄņØĖ Ļ▓ĮņÜ░Ļ░Ć ļŹö Ēü░ ņĢĢņČĢņ×öļźśņØæļĀźņØä ļéśĒāĆļé┤ļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŖöļŹ░, ņØ┤ļĪ£ļČĆĒä░ ļÅÖņØ╝ĒĢ£ ļæÉĻ╗śļĪ£ ņÜ®ņĀæņØä ņłśĒ¢ēĒĢĀ Ļ▓ĮņÜ░, ļŹ¦ņöīņøĆ ņÜ®ņĀæĻĄ¼ņĪ░ļ¼╝ņØä Single LayerĻ░Ć ņĢäļŗī Multi LayerļĪ£ ņīōņØä ļĢī, ņĀĢņāüņÜ┤ņĀä ņŗ£ J-Groove ņÜ®ņĀæļČĆņŚÉņä£ ņØĖņןņ×öļźśņØæļĀź ņÖäĒÖö ĒÜ©Ļ│╝Ļ░Ć ļŹö Ēü¼ļŗżļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż.
ļŹ¦ņöīņøĆ ņÜ®ņĀæĻĄ¼ņĪ░ļ¼╝ņØś ļæÉĻ╗śĻ░Ć 3mm, ņÜ®ņĀæ ņĖĄņłśĻ░Ć 1ņĖĄņØĖ Ļ▓ĮņÜ░ņÖĆ ļæÉĻ╗śĻ░Ć 6mm, ņÜ®ņĀæ ņĖĄņłśĻ░Ć 1ņĖĄņØĖ Ļ▓ĮņÜ░, ĻĘĖļ”¼Ļ│Ā ļæÉĻ╗śĻ░Ć 9mm, ņÜ®ņĀæ ņĖĄņłśĻ░Ć 1ņĖĄņØĖ Ļ▓ĮņÜ░ņØś ļ╣äĻĄÉļź╝ ĒåĄĒĢ┤ ņÜ®ņĀæĻĄ¼ņĪ░ļ¼╝ņØś ļæÉĻ╗śņŚÉ ļö░ļźĖ ņ×öļźśņØæļĀźņØś Ēü¼ĻĖ░ļź╝ ļČäņäØĒĢśņśĆļŗż. Fig. 15ņŚÉņä£ ĻĘĖļלĒöäĻ░Ć ņżæĻ░äņŚÉ ĻĄÉņ░©ĒĢśĻ│Ā ņ׳ļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳Ļ│Ā, 0ļÅäņÖĆ 180ļÅä ļ░®Ē¢źņØś ņÜ®ņĀæļČĆ Ļ░üĻ░üņØś Ļ▓ĮņÜ░Ļ░Ć Ļ▓ĮĒ¢źļÅä ļŗżļźĖ Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ņ”ē, ņÜ®ņĀæ ņ¦üĒøäņØś ņ×öļźśņØæļĀźņØĆ ņÜ®ņĀæĻĄ¼ņĪ░ļ¼╝ ļæÉĻ╗śņŚÉ ļö░ļźĖ ļÜ£ļĀĘĒĢ£ ļ│ĆĒÖöļź╝ ļ│┤ņØ┤Ļ│Ā ņ׳ņ¦Ć ņĢŖļŗż. ņØ┤Ļ▓āņØĆ ņÜ®ņĀæļČĆ ņ£äņ╣śņŚÉ ļö░ļźĖ ĻĖ░ĒĢśĒĢÖņĀü ĒśĢņāüņØś ņ░©ņØ┤ļĪ£ ņØĖĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
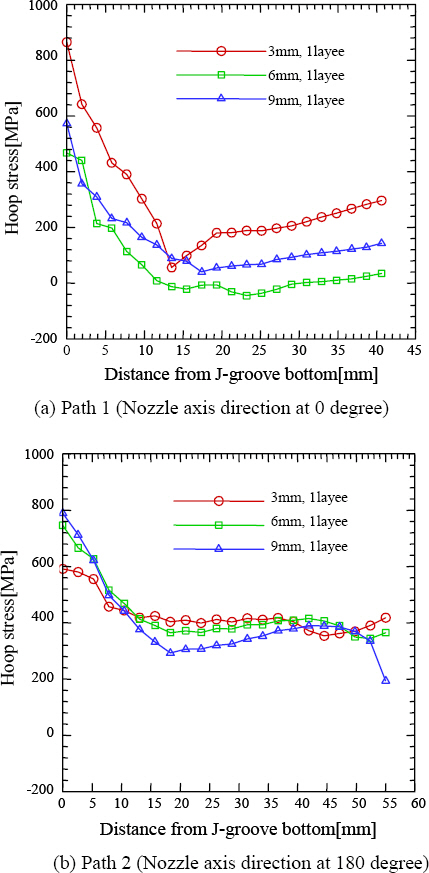
Fig. 16ņØĆ ņøÉņ×ÉļĪ£ ņĀĢņāüņÜ┤ņĀä ņĪ░Ļ▒┤ņŚÉņä£ ņÜ®ņĀæĻĄ¼ņĪ░ļ¼╝ņØś ļæÉĻ╗śņŚÉ ļö░ļźĖ ņ×öļźśņØæļĀźņØś ļ╣äĻĄÉ ĻĘĖļלĒöäļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. 0ļÅä ļ░®Ē¢źņØś ņÜ®ņĀæļČĆņŚÉņä£ļŖö ņÜ®ņĀæĻĄ¼ņĪ░ļ¼╝ņØś ļæÉĻ╗śĻ░Ć ļæÉĻ║╝ņÜĖņłśļĪØ ļŹö ņ×æņØĆ ņØĖņןņ×öļźśņØæļĀź ļśÉļŖö ļŹö Ēü░ ņĢĢņČĢņ×öļźśņØæļĀźņØä ļéśĒāĆļé┤Ļ│Ā ņ׳ņØīņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŖöļŹ░, ņØ┤ļĪ£ļČĆĒä░ ļÅÖņØ╝ĒĢ£ ņÜ®ņĀæ ņĖĄņłśņØĖ Ļ▓ĮņÜ░ ļŹ¦ņöīņøĆ ņÜ®ņĀæĻĄ¼ņĪ░ļ¼╝ņØä ļŹö ļæÉĻ╗ŹĻ▓ī ņīōņØäņłśļĪØ, ņĀĢņāüņÜ┤ņĀä ņŗ£ J-Groove ņÜ®ņĀæļČĆņŚÉņä£ ņØĖņןņ×öļźśņØæļĀź ņÖäĒÖö ĒÜ©Ļ│╝Ļ░Ć ļŹö Ēü¼ļŗżļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ĻĘĖļ”¼Ļ│Ā 180ļÅä ļ░®Ē¢źņØś ņÜ®ņĀæļČĆņŚÉņä£ļŖö ĻĘĖļלĒöäĻ░Ć ņżæĻ░äņŚÉ ĻĄÉņ░©ĒĢśĻ│Ā ņ׳Ļ│Ā, ņ×öļźśņØæļĀź Ļ░ÆņØś Ēü¼ĻĖ░Ļ░Ć Ēü░ ņ░©ņØ┤ļź╝ ļ│┤ņØ┤Ļ│Ā ņ׳ņ¦Ć ņĢŖņ£╝ļ®░, ļ¬©ļōĀ ļæÉĻ╗śņŚÉņä£ ņĢĢņČĢņ×öļźśņØæļĀźņØä ļéśĒāĆļé┤Ļ│Ā ņ׳ņØīņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņ”ē, 180ļÅä ļ░®Ē¢źņØś ņÜ®ņĀæļČĆņŚÉņä£ļŖö ņÜ®ņĀæĻĄ¼ņĪ░ļ¼╝ņØś ļæÉĻ╗śņŚÉ ļö░ļźĖ ļÜ£ļĀĘĒĢ£ Ļ▓ĮĒ¢źņØĆ ļ│┤ņØ┤Ļ│Ā ņ׳ņ¦Ć ņĢŖņ£╝ļéś, ļ¬©ļōĀ Ļ▓ĮņÜ░ņŚÉņä£ ņĢĢņČĢņ×öļźśņØæļĀźņØä ļéśĒāĆļé┤ļ»ĆļĪ£, ņÜ®ņĀæļČĆņØś ĻĘĀņŚ┤ļ░£ņāØ Ļ░ĆļŖźņä▒ņØĆ ļ¦żņÜ░ ļé«ļŗżĻ│Ā ĒīÉļŗ©ĒĢśņśĆļŗż. 180ļÅä ļ░®Ē¢źņØś ņÜ®ņĀæļČĆņŚÉņä£ļŖö ļæÉĻ╗śņŚÉ ļö░ļźĖ ļÜ£ļĀĘĒĢ£ Ļ▓ĮĒ¢źņØĆ ņŚåņ£╝ļéś ļ¬©ļōĀ Ļ▓ĮņÜ░ņŚÉņä£ ņĢĢņČĢņ×öļźśņØæļĀźņØä ļéśĒāĆļé┤Ļ│Ā, 0ļÅä ļ░®Ē¢źņØś ņÜ®ņĀæļČĆņŚÉņä£ļŖö ļŹ¦ņöīņøĆ ņÜ®ņĀæĻĄ¼ņĪ░ļ¼╝ņØś ļæÉĻ╗śĻ░Ć ļæÉĻ║╝ņÜĖņłśļĪØ ņĀĢņāüņÜ┤ņĀä ņŗ£ ņØĖņןņ×öļźśņØæļĀźņØś ņÖäĒÖö ĒÜ©Ļ│╝Ļ░Ć ļŹö Ēü¼ļ»ĆļĪ£, ĻĄ¼ņĪ░Ļ▒┤ņĀäņä▒ ņĖĪļ®┤ņŚÉņä£ ļ│╝ ļĢī ņÜ®ņĀæĻĄ¼ņĪ░ļ¼╝ņØś ļæÉĻ╗śļź╝ ļæÉĻ╗ŹĻ▓ī ņīōņØäņłśļĪØ ļŹö ņĢłņĀäĒĢśļŗżĻ│Ā ĒīÉļŗ©ĒĢśņśĆļŗż.
4. Ļ▓░ ļĪĀ
ņøÉņĀä CEDM ļģĖņ”É J-Groove ņÜ®ņĀæļČĆņŚÉ Seal Weld Repair ĻĖ░ņłĀņØä ņĀüņÜ®ĒĢĀ ņŗ£ ņÜ®ņĀæņ×öļźśņØæļĀź ĒśĢņä▒ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ĒīīņĢģĒĢśĻĖ░ ņ£äĒĢ┤ ABAQUSļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņ×öļźśņØæļĀź ĒĢ┤ņäØņØä ņłśĒ¢ēĒĢ£ Ļ▓░Ļ│╝ ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ņ¢╗ņØä ņłś ņ׳ņŚłļŗż.
1) Seal Weld RepairļŖö J-Groove ņÜ®ņĀæļČĆņØś ņØĖņןņ×öļźśņØæļĀźņØä ņÖäĒÖöņŗ£ņ╝£ņä£ ņØ╝ņ░©ņłś ņØæļĀźļČĆņŗØĻĘĀņŚ┤ņØś ļ░£ņāØ Ļ░ĆļŖźņä▒ņØä ļé«ņČ£ ņłś ņ׳ļŗż.
2) Seal Weld Repair ņĀüņÜ®ņŗ£, ļŹ¦ņöīņøĆ ņÜ®ņĀæĻĄ¼ņĪ░ļ¼╝ņØä Single LayerĻ░Ć ņĢäļŗī Multi LayerļĪ£ ņīōņØä ļĢī ņØĖņןņ×öļźśņØæļĀźņØś ņÖäĒÖö ĒÜ©Ļ│╝Ļ░Ć ļŹö Ēü¼ļŗż.
3) Seal Weld Repair ņĀüņÜ®ņŗ£, ņøÉņ×ÉļĪ£ ņÜ┤ņĀä ņżæ ĻĘĀņŚ┤ ļ░£ņāØ ņ£äĒŚśņä▒ņØä Ļ│ĀļĀżĒĢĀ ļĢī ļŹ¦ņöīņøĆ ņÜ®ņĀæĻĄ¼ņĪ░ļ¼╝ņØä ļæÉĻ╗ŹĻ▓ī ņīōņØäņłśļĪØ ņĢłņĀäĒĢśļŗż.
ņØ┤ņÖĆ Ļ░ÖņØĆ ĒĢ┤ņäØ Ļ▓░Ļ│╝ļŖö Ē¢źĒøä ĻĄŁļé┤ ņøÉņĀäņØś CEDM ļģĖņ”É ņÜ®ņĀæļČĆņŚÉ ļ░Ćļ┤ēņÜ®ņĀæļ│┤ņłśļź╝ ņĀüņÜ®ĒĢĀ ņŗ£ Ļ▒┤ņĀäņä▒ ĒÅēĻ░Ć ņĖĪļ®┤ņŚÉņä£ ņØśļ»Ėņ׳ļŖö ņ×ÉļŻīļĪ£ ĒÖ£ņÜ®ļÉĀ ņłś ņ׳ļŗżĻ│Ā ĒīÉļŗ©ļÉ£ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



