


1. ņä£ ļĪĀ
ņĄ£ĻĘ╝ ĻĄ¼ņĪ░ļ¼╝ņØ┤ Ļ▒░ļīĆĒÖöļÉśļŖö ņČöņäĖņŚÉ ļö░ļØ╝ ņĮśĒü¼ļ”¼ĒŖĖ Ļ▒┤ļ¼╝ņŚÉ ļ╣äĒĢ┤ ņ×ÉņżæņØ┤ ņĀüĻ│Ā Ļ░Ģņä▒ņØ┤ Ēü░ Ļ░ĢĻĄ¼ņĪ░ļ¼╝ņØ┤ ļ¦ÄņØ┤ Ļ▒┤ņäżļÉśĻ│Ā ņ׳ļŗż. ņ×æņØĆ Ļ▒┤ļ¼╝ļōżļÅä Ļ▒┤ņäżĻ│ĄĻĖ░Ļ░Ć ņ¦¦Ļ│Ā, Ļ▒┤ņČĢļ╣äņÜ®ņØ┤ Ļ▓ĮņĀ£ņĀüņØ┤ļ»ĆļĪ£ ņĪ░ļ”ĮņŗØ Ļ▒┤ņČĢļ¼╝ņØ┤ ļŖśņ¢┤ļéśĻ│Ā ņ׳ļŖö ņČöņäĖņØ┤ļŗż. Ļ░ĢĻĄ¼ņĪ░ļ¼╝ņØĆ ĻĄ¼ņĪ░ļ¼╝ņØś ĒŖ╣ņä▒ņāü ļ¦ÄņØĆ ņĀæĒĢ®ļČĆņ£äĻ░Ć ļ░£ņāØļÉśļ®░, Ļ░Ćņן ļ¦ÄņØ┤ ņé¼ņÜ®ļÉśļŖö ņĀæĒĢ®ļ░®ņŗØņØĆ ņÜ®ņĀæĻ│╝ ļ”¼ļ▓│Ļ▓░ĒĢ®, ļ│╝ĒŖĖņ▓┤Ļ▓░ ļō▒ņØ┤ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ņ£╝ļéś, ņĄ£ĻĘ╝ņŚÉļŖö Ļ░äĒÄĖņä▒Ļ│╝ ņŗĀļó░ņä▒ņØä Ļ│ĀļĀżĒĢśņŚ¼ ļ│╝ĒŖĖņ▓┤Ļ▓░ņØ┤ ņ”ØĻ░ĆĒĢśĻ│Ā ņ׳ļŗż. ļ│╝ĒŖĖļŖö ļīĆņ▓┤ļĪ£ ļ¦łņ░░ņĀæĒĢ®ņŚÉ ņØśĒĢśņŚ¼ ņŗ£Ļ│ĄļÉśļ®░, ņĀæĒĢ®ļČĆņØś Ļ░Ģņä▒ĒÖĢļ│┤ņÖĆ ņØæļĀźņĀäļŗ¼ņØś ĒÜ©ņ£©ņä▒ņØ┤ļ×Ć Ļ┤ĆņĀÉņŚÉņä£ ņĀäļŗ© ļśÉļŖö ņØĖņןņĀæĒĢ®ņŚÉ ļ╣äĒĢśņŚ¼ ļø░ņ¢┤ļé£ ņä▒ļŖźņØä ļ│┤ņŚ¼ņżĆļŗż.
Ļ│╝Ļ▒░ ņāüņÜ®ĒÖöļÉ£ Ļ│ĀņןļĀź ļ│╝ĒŖĖņØś ņ▓┤Ļ▓░ņØĆ ņ▓┤Ļ▓░Ļ│ĄĻĄ¼ņÖĆ Ēö╝ņ▓┤Ļ▓░ļ¼╝Ļ░äņØś ļ¦łņ░░ņŚÉ ņØśĒĢ£ Ēü░ ņåīņØīņ£╝ļĪ£ ņØĖĒĢ┤ Ļ▒┤ņäżĒśäņןņØś ļéśņü£ ņ×æņŚģĒÖśĻ▓ĮĻ│╝ ņŻ╝ļ»╝ ļ»╝ņøÉļÅä ļ░£ņāØĒĢśņśĆņ£╝ļéś, ļŗ©ņĀÉņØä ļ│┤ņÖäĒĢśņŚ¼ ņ▓┤Ļ▓░ ņŗ£ ņåīņØīņØ┤ Ļ▒░ņØś ņŚåĻ│Ā ņ▓┤Ļ▓░ĒÆłņ¦łļÅä ņÜ░ņłśĒĢ£ ļ│╝ĒŖĖ MakerņŚÉ ņØśĒĢ┤ ļ│┤ņ”ØļÉ£ Torshear (ņØ┤ĒĢśT/S) Bolt Ļ░Ć Ļ░£ļ░£ļÉśņ¢┤ ļäÉļ”¼ ņé¼ņÜ®ļÉ©ņŚÉ ļö░ļØ╝ ņåīņØīņŚÉ ļīĆĒĢ£ ļ¼ĖņĀ£ĒĢ┤Ļ▓░ ļ┐Éļ¦ī ņĢäļŗłļØ╝ ņ▓┤Ļ▓░ ĒÆłņ¦łļÅä ĒĢ£ņĖĄ ļŹö Ļ│ĀĻĖēĒÖö ļÉśņŚłļŗż. ļśÉĒĢ£ Ļ▒┤ņČĢņØś ļīĆĒśĢĒÖö ļ░Å Ļ│ĀņĖĄĒÖöņÖĆ ļŹöļČłņ¢┤ ĻĄÉļ¤ēņØĆ ĒåĄĒ¢ēļ¤ēņØś ĻĖēņ”ØĻ│╝ ņżæļ¤ēĒÖö ļō▒ņ£╝ļĪ£ ņØĖĒĢ┤ ļ░śļ│ĄĒĢśņżæĻ│╝ Ēö╝ļĪ£Ļ░ĢļÅäņŚÉ Ļ▓¼ļö£ ņłś ņ׳ļŖö Ļ│ĀņןļĀź ļ│╝ĒŖĖ ņĀæĒĢ®ņØ┤ ļŹöņÜ▒ ļ│┤ĒÄĖĒÖöļÉśĻ│Ā ņ׳ļŗż. Ļ│ĀņןļĀź ļ│╝ĒŖĖ ņĀæĒĢ®ļČĆļŖö ļŗżļźĖ ņĀæĒĢ®ļ░®ņŗØņØś ņĀæĒĢ®ļČĆņŚÉ ĒĢäņŚ░ņĀüņ£╝ļĪ£ ļ░£ņāØļÉśļŖö ĻĄŁļČĆņĀüņØĖ ņ¦æņżæņØæļĀźņØ┤ ņŚåĻ│Ā, ņØæļĀźņĀäļŗ¼ņØ┤ ņøÉĒÖ£ĒĢśĻ│Ā Ļ░Ģņä▒ ļ░Å ļé┤ļĀźņØ┤ Ēü¼ļ®░ ļśÉĒĢ£ ļ░śļ│ĄĒĢśņżæņŚÉ ļīĆĒĢ┤ņä£ļÅä ļåÆņØĆ Ēö╝ļĪ£Ļ░ĢļÅäļź╝ ļ░£Ē£śĒĢĀ ņłś ņ׳ļŗż1-4).
ņ£äņŚÉ ņäżļ¬ģĒĢ£ ļ░öņÖĆ Ļ░ÖņØ┤ ļŗ©ņĀÉņØ┤ ļ│┤ņÖäļÉ£ T/S Ļ│ĀņןļĀź ļ│╝ĒŖĖ ņĀæĒĢ®ņØ┤ Ļ▒┤ņäżļČĆļ¼ĖņŚÉ ņé¼ņÜ®ļÉśņŚłņ£╝ļéś, ņ▓┤Ļ▓░ Ēøä ļ░£ņāØļÉśļŖö ŌĆ£ļģ╣ŌĆØņ£╝ļĪ£ ņØĖĒĢśņŚ¼ ņŗ£Ļ│ĄļÉ£ ĻĄÉļ¤ē, Ļ▒┤ņČĢņŚÉ ļīĆĒĢ£ ĒÆłņ¦łļ│┤ņ”ØņŚÉ ļīĆĒĢ£ ņŗĀļó░ņä▒ņØ┤ ĒĢśļØĮļÉśņŚłļŗż. ņØ┤ļź╝ ļ░®ņ¦ĆĒĢĀ ņłś ņ׳ļŖö Ļ│ĀņןļĀź ļ│╝ĒŖĖņØś ļé┤ņŗØņä▒ņØ┤ ņ”ØĻ░ĆļÉ£ Ēæ£ļ®┤ņ▓śļ”¼ņŚÉ ļīĆĒĢ£ ĻĖ░ņłĀ ņŖĄļōØņØ┤ ņĀłņŗżĒ׳ ņÜöĻĄ¼ļÉśņ¢┤ņ¦ĆĻ│Ā ņ׳ļŗż. ļśÉĒĢ£ Ļ░ĢĻĄ¼ņĪ░ļ¼╝ņØś ņĀæĒĢ®ņØä ņ£äĒĢ£ T/S Ļ│ĀņןļĀź ļ│╝ĒŖĖ, ļäłĒŖĖ ļ░Å ņÖĆņģöņØś ļé┤ņŗØņä▒ņØä Ļ░ĢĒÖöĒĢśĻĖ░ ņ£äĒĢ£ Ēæ£ļ®┤ņ▓śļ”¼ņØś ņÜöĻĄ¼Ļ░Ć ĻĖēņ”ØĒĢśĻ│Ā ņ׳ļŖö ņāüĒÖ®ņØ┤ļ®░ ņś©ļÅä, ņŖĄļÅä ļō▒ ņŻ╝ņ£ä ĒÖśĻ▓ĮņŚÉ ņśüĒ¢źņØä ņĀüĻ▓ī ļ░øļŖö ļé┤ņŗØņä▒ņØ┤ ņÜ░ņłśĒĢ£ Ēæ£ļ®┤ņ▓śļ”¼Ļ░Ć ņÜöĻĄ¼ļÉśĻ│Ā ņ׳ļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņŗżĒŚśņØä ĒåĄĒĢ┤ KS B2819 (ĻĄ¼ņĪ░ņÜ® ĒåĀĒü¼-ņĀäļŗ©ĒśĢ Ļ│ĀņןļĀź 6Ļ░üļ│╝ĒŖĖ, 6Ļ░üļäłĒŖĖ, ĒÅēņÖĆņģöņØś ņäĖĒŖĖ) & EN 14399-10 (High-strength structural bolting assemblies for preloading. Part 10: System HRC Bolt and nut assemblies with calibrated preload) ĻĘ£Ļ▓®ņŚÉņä£ ņÜöĻĄ¼ļÉśļŖö ĒÆłņ¦ł ĒŖ╣ņä▒ņØä Ļ│Āņ░░5-8)ĒĢśĻ│Ā, Ēæ£ļ®┤ņ▓śļ”¼(Armor Galv, Green Kote, Dacro ļ░Å Geomet)ļ│ä ļÅäĻĖł ļæÉĻ╗śĻ░Ć ļé┤ņŗØņä▒9-11)ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņŚÉ ļīĆĒĢ£ ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ ņŚ░ĻĄ¼ĒĢśņśĆļŗż. ļ│Ė ņŚ░ĻĄ¼ņØś Ļ▓░Ļ│╝ļŖö Ē¢źĒøä Ēæ£ļ®┤ņ▓śļ”¼ļź╝ ĒåĄĒĢśņŚ¼ ļé┤ņŗØņä▒ņØ┤ Ļ░ĢĒÖöļÉ£ Ļ│ĀņןļĀź ļ│╝ĒŖĖļź╝ Ļ░£ļ░£ ļ░Å ņāüņÜ®ĒÖöĒĢśļŖöļŹ░ ņŚ░ĻĄ¼ ņ×ÉļŻīļĪ£ ĒÖ£ņÜ®ļÉĀ Ļ▓āņØ┤ļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
2.1 ņŗ£ĒŚśĒÄĖ ņżĆļ╣ä
S10T Ļ│ĀņןļĀź ļ│╝ĒŖĖ ņäĖĒŖĖņŚÉ ļīĆĒĢśņŚ¼ 4ņóģļźśņØś Ēæ£ļ®┤ņ▓śļ”¼ļÉ£ ņŗ£ĒÄĖņØä Ļ░ü ņĀ£ņĪ░ņé¼ņŚÉņä£ ņĀ£ņ×æĒĢśņśĆņ£╝ļ®░, ņĀ£ņ×æļÉ£ ņŗ£ĒÄĖļōżņØś ļé┤ņŗØņä▒ ņŗżĒŚś ļ░Å ļÅäĻĖł ļæÉĻ╗ś ņĖĪņĀĢ ņŗżĒŚśņØä ņłśĒ¢ēĒĢśņśĆļŗż. ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ Ēæ£ļ®┤ņ▓śļ”¼ ņĪ░Ļ▒┤ņØĆ Dacro, Geomet, Green Kote, Armor GalvņØś 4Ļ░Ćņ¦Ć ņóģļźśņśĆņ£╝ļ®░ Ļ░ü Ēæ£ļ®┤ņ▓śļ”¼ļ│ä 1ņäĖĒŖĖņö® ņ┤Ø 4ņäĖĒŖĖļź╝ ņŗżĒŚśĒĢśņśĆļŗż. ņāśĒöī 1ņäĖĒŖĖļŖö ļ│╝ĒŖĖ, ļäłĒŖĖ ņÖĆņģöļĪ£ ĻĄ¼ņä▒ļÉśņŚłļŗż. ņŚ¼ĻĖ░ņä£ ņåīņ×¼ļŖö S10T (M24X80, 120)ņØ┤ļŗż. Fig. 1ņØĆ Armor Galv. Ēæ£ļ®┤ņ▓śļ”¼, Green Kote Ēæ£ļ®┤ņ▓śļ”¼, Dacro Ēæ£ļ®┤ņ▓śļ”¼ ļ░Å Geomet Ēæ£ļ®┤ņ▓śļ”¼ļź╝ ņŗżņŗ£ĒĢśņŚ¼ ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ņŗ£ļŻīņØś ļ¬©ņŖĄņØ┤ļŗż.
Fig.┬Ā1
Photos of the surface treated samples according to (a) Armor glv. (b) Green kote (c) Dacro and (d) Geomet
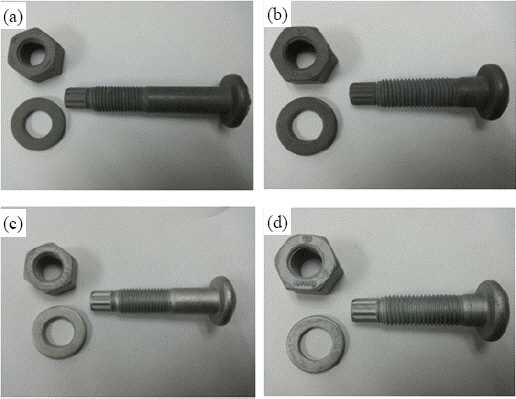
Table 1ņØĆ Ēæ£ļ®┤ ņ▓śļ”¼ ļé┤ņŗØņä▒ ņŗżĒŚśņØä ņ£äĒĢ£ ņŚ╝ņłśļČäļ¼┤ņŗ£ĒŚś S.S.T. (Salt Spray Test) ņäżļ╣äņØś ņ×æņŚģņĪ░Ļ▒┤ņŚÉ ļīĆĒĢ£ ĻĖ░ņżĆņ╣ś ļ░Å ņŗżņĖĪĻ░ÆņØä ļéśĒāĆļé┤ņŚłļŗż. ļśÉĒĢ£ Ēæ£ļ®┤ ņ▓śļ”¼ ņĪ░Ļ▒┤ļ│ä ļé┤ņŗØņä▒ ņÜöĻĄ¼ ņŗ£Ļ░äņØĆ ļŗżņØīĻ│╝ Ļ░Öļŗż. Dacro ņ▓śļ”¼ļŖö ņĀüņ▓Ł 480 h ņØ┤ņāü(ņĀ£ņĪ░ņé¼ņØś ļé┤ļČĆ Ēæ£ņżĆņŚÉ ļö░ļ”ä), Geomet ņ▓śļ”¼ļŖö ņĀüņ▓Ł 850 h ņØ┤ņāü(ņĀ£ņĪ░ņé¼ņØś ļé┤ļČĆ Ēæ£ņżĆņŚÉ ļö░ļ”ä), Green Kote ņ▓śļ”¼ļŖö ņĀüņ▓Ł 1,000 h ņØ┤ņāü12), Armor Galv. ņ▓śļ”¼ļŖö ņĀüņ▓Ł 1,000 h ņØ┤ņāü12) ņØś ņĪ░Ļ▒┤ņØä ņÜöĻĄ¼ĒĢśĻ│Ā ņ׳ļŗż. ļ│Ė ņŗżĒŚśņØś ņŗ£ļŻīļŖö Table 1Ļ│╝ Ļ░ÖņØĆ ņŗżĒŚś ņĪ░Ļ▒┤ņŚÉņä£ Ļ░ü Ēæ£ļ®┤ņ▓śļ”¼ ņĀ£ĒÆłņØä Ļ░ü 1 Setņö® ņ▒äņĘ©ĒĢśņŚ¼ ņŗżĒŚśĒĢĀ ņłś ņ׳ļÅäļĪØ ņżĆļ╣äĒĢśņśĆļŗż. ļé┤ņŗØņä▒ ļČäņäØņØä ņ£äĒĢ£ ņŗ£ĒŚśĻĖ░ ņĪ░Ļ▒┤ņØĆ ņĢäļל ņĪ░Ļ▒┤Ļ│╝ Ļ░Öļŗż.
2.2 ņŚ╝ņłśļČäļ¼┤ ņŗżĒŚś ļ░Å ļÅäĻĖłĒŖ╣ņä▒ ļČäņäØņŗżĒŚś
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ Ēæ£ļ®┤ ņ▓śļ”¼ ņĀ£ĒÆłņØś ļé┤ņŗØņä▒ņØä ņŗżĒŚśĒĢśļŖö ņŚ╝ņłśļČäļ¼┤ ņŗ£ĒŚśĻĖ░ļŖö ļ╣äņĀ╝ĒģŹ(ņŻ╝)ņŚÉņä£ ņĀ£ņ×æĒĢ£ ņןņ╣śņØ┤ļ®░, ĻĘ£Ļ▓®ņØĆ 900 mm ├Ś 600 mm ├Ś 60 mm ņØ┤ļŗż. ņŚ╝ņłśļČäļ¼┤ņŗżĒŚśņŚÉ ļīĆĒĢ£ ņĀłņ░©ļŖö ļŗżņØīĻ│╝ Ļ░Öļŗż. ņÜ░ņäĀ ņŗ£ĒŚśĻĖ░ ļé┤ļČĆ ņś©ļÅäļź╝ 34┬░ļĪ£ ņ£Āņ¦ĆĒĢśņśĆļŗż. ļŗżņØī ņś©ļÅä ĒÅēĒśĢņāüĒā£ņŚÉ ļŗżļŗżļźĖ Ēøä ņāśĒöīņØä Ēł¼ņ×ģĒĢśņśĆĻ│Ā, ņŻ╝ĻĖ░ņĀüņ£╝ļĪ£ ņŗ£ĒÄĖņØś Ēæ£ļ®┤ ļČĆņŗØ ņāüĒā£ļź╝ ņ£ĪņĢłņ£╝ļĪ£ ĒÖĢņØĖĒĢśņśĆļŗż. ĻĖ░ņżĆņŗ£Ļ░ä ņ£Āņ¦Ć Ēøä ņĀäņøÉļź╝ ņ░©ļŗ©ĒĢśĻ│Ā ļČĆņŗØņŗżĒŚś ņŗ£ĒÄĖņØä ņłśĻ▒░ĒĢśņśĆļŗż. ļŗżņØī ĒØÉļź┤ļŖö ļ¼╝ļĪ£ņŹ© Ēæ£ļ®┤ņŚÉ ļ¼╗ņØĆ ņŚ╝ļČä ņĀ£Ļ▒░ Ēøä, Ļ▓░ĒĢ© (ņĀüņ▓Ł) ņ£Āļ¼┤ ĒÖĢņØĖĒĢśĻ│Ā ļČĆņŗØņāüĒā£ļź╝ ļČäņäØĒĢśņśĆļŗż.
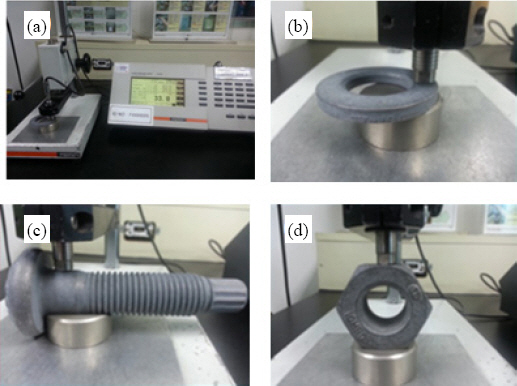
Fig. 2(a)ļŖö ļ│Ė ņŗżĒŚśņŚÉņä£ ņé¼ņÜ®ļÉ£ Ēæ£ļ®┤ņ▓śļ”¼ ļÅäĻĖłļæÉĻ╗śļź╝ ņĖĪņĀĢĒĢśļŖö ļÅģņØ╝ Fischerņé¼ņØś ņäżļ╣äļĪ£ņŹ© 2000 um ļæÉĻ╗ś Ļ╣īņ¦Ć ņĖĪņĀĢ Ļ░ĆļŖźĒĢśļŗż. Fig. 2(b)ļŖö ņÖĆņģöņØś ļÅäĻĖł ļæÉĻ╗śļź╝ ņĖĪņĀĢĒĢśļŖö ļ¬©ņŖĄ, Fig. 2(c)ļŖö ļ│╝ĒŖĖņØś ļÅäĻĖł ļæÉĻ╗śļź╝ Fig. 2(d)ļŖö ļäłĒŖĖņØś ļÅäĻĖł ļæÉĻ╗śļź╝ ņĖĪņĀĢĒĢśļŖö ļ¬©ņŖĄņØä ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŗż. ļÅäĻĖł ļæÉĻ╗ś ņĖĪņĀĢ ņŗżĒŚś ņĀłņ░©ļŖö ļŗżņØīĻ│╝ Ļ░ÖņØ┤ ņ¦äĒ¢ēļÉśņŚłļŗż. ņÜ░ņäĀ Ēæ£ņżĆ ļæÉĻ╗ś ĒĢäļ”äņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ļ░ü ļæÉĻ╗śļ│äļĪ£ calibrationņØä ņŗżņŗ£ĒĢśņśĆļŗż. ļŗżņØī ņĀ£ĒÆł ņĖĪņĀĢ ĒöäļĪ£ĻĘĖļשņØä ņäĀņĀĢĒĢśĻ│Ā ņāśĒöī ļÅäĻĖł ļæÉĻ╗śļź╝ ņĖĪņĀĢĒĢśņśĆļŗż.
3. ņŗżĒŚśĻ▓░Ļ│╝ ļ░Å ļČäņäØ
3.1 Ēæ£ļ®┤ņ▓śļ”¼ ņĪ░Ļ▒┤ļ│ä ļé┤ņŗØņä▒ ļČäņäØ
Fig. 3ņØĆ Dacro Ēæ£ļ®┤ ņ▓śļ”¼ ņĀ£ĒÆłņØś ļé┤ņŗØņä▒ ņŗżĒŚś Ļ▓░Ļ│╝ļź╝ ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŗż. ļé┤ņŗØņä▒ ņŗżĒŚśņØĆ ņŚ╝ņłśļČäļ¼┤ ņĪ░Ļ▒┤ņ£╝ļĪ£ 168 ņŗ£Ļ░ä, 336 ņŗ£Ļ░ä, 504 ņŗ£Ļ░ä, 672 ņŗ£Ļ░ä, 840 ņŗ£Ļ░ä ļ░Å 1,000 ņŗ£Ļ░ä ņ£Āņ¦ĆĒĢśņśĆĻ│Ā ņŗżĒŚś Ēøä Ēæ£ļ®┤ ņāüĒā£ļź╝ ļČäņäØĒĢśņśĆļŗż. Dacro Ēæ£ļ®┤ ņ▓śļ”¼ ņĀ£ĒÆłņØś Ļ▓ĮņÜ░ļŖö ņŚ╝ļ¼┤ļČäņłś ļé┤ņŗØņä▒ ņŗżĒŚśņŗ£Ļ░äņØ┤ 168 ņŗ£Ļ░äņŚÉņä£ 1,000 ņŗ£Ļ░äņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśņŚ¼ļÅä Ēæ£ļ®┤ņŚÉ ņĀüņāēņØś ŌĆ£ļģ╣ŌĆØņØ┤ ļ░£ņāØĒĢśņ¦Ć ņĢŖņĢśļŗż.
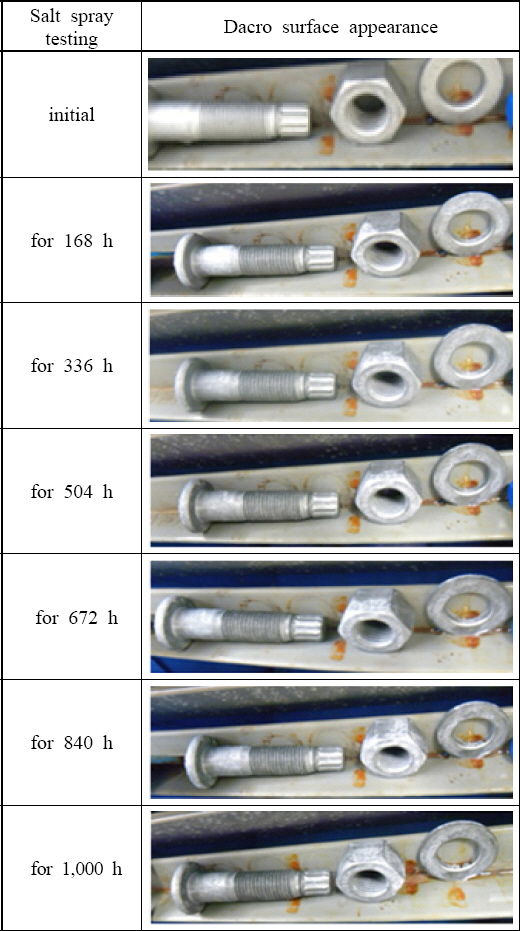
Fig. 4ņØĆ Geomet Ēæ£ļ®┤ ņ▓śļ”¼ ņĀ£ĒÆłņØś ļé┤ņŗØņä▒ ņŗżĒŚś Ļ▓░Ļ│╝ļź╝ ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŗż. ļé┤ņŗØņä▒ ņŗżĒŚś ņŚ╝ņłśļČäļ¼┤ ņĪ░Ļ▒┤ņØĆ Dacro Ēæ£ļ®┤ ņ▓śļ”¼ ņĀ£ĒÆłņØś ņĪ░Ļ▒┤Ļ│╝ ļÅÖņØ╝ĒĢśĻ▓ī ņ£Āņ¦ĆĒĢśņśĆĻ│Ā ņŗżĒŚś Ēøä Ēæ£ļ®┤ ņāüĒā£ļź╝ ļČäņäØĒĢśņśĆļŗż. Geomet Ēæ£ļ®┤ ņ▓śļ”¼ ņĀ£ĒÆłņØś Ļ▓ĮņÜ░ļŖö Dacro Ēæ£ļ®┤ ņ▓śļ”¼ ņĀ£ĒÆłĻ│╝ ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ ņŚ╝ņłśļČäļ¼┤ ļé┤ņŗØņä▒ ņŗżĒŚśņŗ£Ļ░äņØ┤ 168 ņŗ£Ļ░äņŚÉņä£ 1,000 ņŗ£Ļ░äņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśņŚ¼ļÅä Ēæ£ļ®┤ņŚÉ ņĀüņāēņØś ŌĆ£ļģ╣ŌĆØņØ┤ ļ░£ņāØĒĢśņ¦Ć ņĢŖņĢśļŗż.
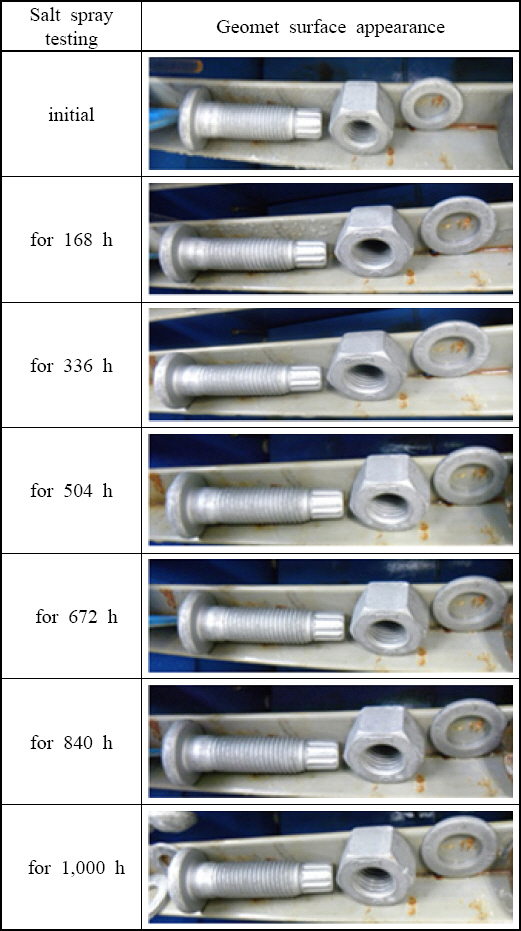
Fig. 5ļŖö Green kote Ēæ£ļ®┤ ņ▓śļ”¼ ņĀ£ĒÆłņØś ļé┤ņŗØņä▒ ņŗżĒŚś Ļ▓░Ļ│╝ļź╝ ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŗż. ļé┤ņŗØņä▒ ņŗżĒŚśņØä ņ£äĒĢ£ ņŚ╝ņłśļČäļ¼┤ ņĪ░Ļ▒┤ņØĆ Dacro Ēæ£ļ®┤ ņ▓śļ”¼ ņĀ£ĒÆłņØś ņĪ░Ļ▒┤Ļ│╝ ļÅÖņØ╝ĒĢśĻ▓ī ņ£Āņ¦ĆĒĢśņśĆļŗż. 168 ņŗ£Ļ░ä ņŗżĒŚśĒĢ£ ļ│╝ĒŖĖ ņŗ£ĒÄĖņØś Ļ▓ĮņÜ░ ņŗ£ĒÄĖ ņØ╝ļČĆļČäņŚÉņä£ ļģ╣ņØ┤ ņāØņä▒ļÉśĻĖ░ ņŗ£ņ×æĒĢśļŖö Ļ▓āņØä ļ│╝ ņłś ņ׳ņŚłļŗż. ņŗ£Ļ░äņØ┤ ņżæĻ░ĆĒĢśļ®┤ ņŗ£ĒÄĖņŚÉ ņāØņä▒ļÉ£ ļģ╣ņŖ© Ēæ£ļ®┤ņĀüņØ┤ ņĀÉņ¦äņĀüņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśņśĆĻ│Ā, 1000 ņŗ£Ļ░äņØ┤ ņ¦Ćļé£ Ēøä ņŗ£ĒÄĖņØä ļ│┤ļ®┤ ņŗ£ĒÄĖ ņĀäņ▓┤ņŚÉ ļģ╣ņØ┤ ņāØņä▒ļÉśņŚłļŗż.
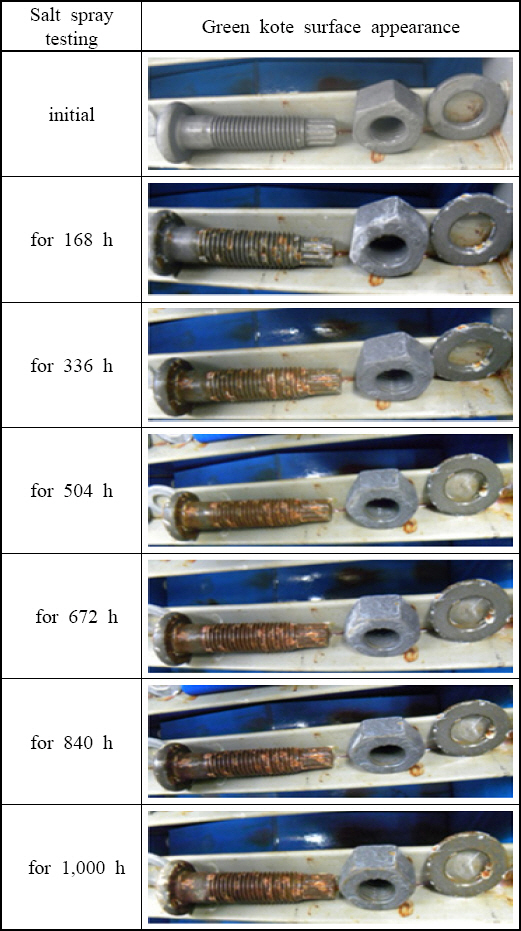
Fig. 6ņØĆ Armor Galv. Ēæ£ļ®┤ ņ▓śļ”¼ ņĀ£ĒÆłņØś ļé┤ņŗØņä▒ ņŗżĒŚś Ļ▓░Ļ│╝ļź╝ ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŗż. ļé┤ņŗØņä▒ ņŗżĒŚśņØä ņ£äĒĢ£ ņŚ╝ņłśļČäļ¼┤ ņĪ░Ļ▒┤ņØĆ ņĢ×ņØś ņäĖ ņĀ£ĒÆłņØś ņĪ░Ļ▒┤Ļ│╝ ļÅÖņØ╝ĒĢśĻ▓ī ņ£Āņ¦ĆĒĢśņśĆĻ│Ā ņŗżĒŚś Ēøä Ēæ£ļ®┤ ņāüĒā£ļź╝ ļČäņäØĒĢśņśĆļŗż. 168 ņŗ£Ļ░ä ņŗżĒŚśĒĢ£ ļ│╝ĒŖĖ ņŗ£ĒÄĖņØś Ļ▓ĮņÜ░ ņĢäņ¦üĻ╣īņ¦Ć ņĀüņāēņØś ļģ╣ņØ┤ ĒśĢņä▒ļÉśņ¦ĆļŖö ņĢŖņĢśļŗż. ļé┤ņŗØņä▒ ņŗżĒŚś ņŗ£Ļ░äņØ┤ 672 ņŗ£Ļ░äņØ┤ ļÅ╝ņä£ņĢ╝ ņŗ£ĒÄĖ ņØ╝ļČĆļČäņŚÉņä£ ļģ╣ņØ┤ ņāØņä▒ļÉśņŚłļŗż. ņŗ£Ļ░äņØ┤ ņ”ØĻ░ĆĒĢśļ®┤ņä£ ņŗ£ĒÄĖņŚÉ ņāØņä▒ļÉ£ ļģ╣ņŖ© Ēæ£ļ®┤ņĀüņØ┤ ņĀÉņ¦äņĀüņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśņśĆĻ│Ā, 1000 ņŗ£Ļ░äņØ┤ ņ¦Ćļé£ Ēøä ņŗ£ĒÄĖņØä ļ│┤ļ®┤ ļ¦ÄņØĆ ļČĆļČäņŚÉ ļģ╣ņØ┤ ĒśĢņä▒ļÉśņŚłņ£╝ļéś ņŗ£ĒÄĖ ņĀäņ▓┤ņŚÉ ļģ╣ņØ┤ ņāØņä▒ļÉśņ¦ĆļŖö ņĢŖņĢśļŗż.
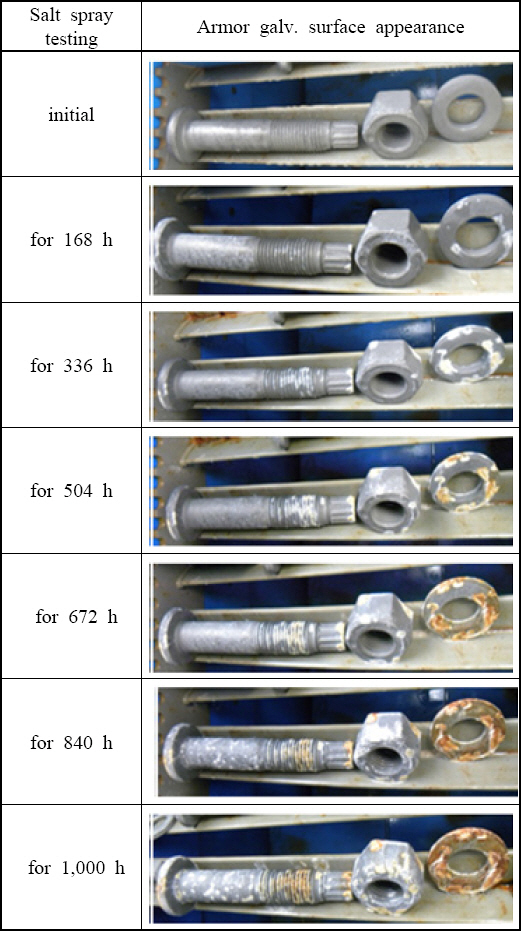
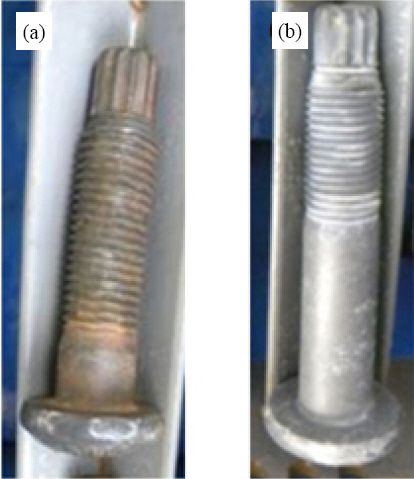
Fig. 7(a)ļŖö Green Kote Ēæ£ļ®┤ ņ▓śļ”¼ ņĀ£ĒÆł ļé┤ņŗØņä▒ ņŗżĒŚś (Salt Spray Test, S.S.T.) 1,000 ņŗ£Ļ░ä ņÖäļŻīĒÆłņØä BrushļĪ£ ŌĆ£ļģ╣ŌĆØ ņĀ£Ļ▒░ Ēøä Ēæ£ļ®┤ ņāüĒā£ ņé¼ņ¦äņØ┤ļ®░, Fig. 7(b)ļŖö Armor Galv. Ēæ£ļ®┤ ņ▓śļ”¼ ļé┤ņŗØņä▒ ņŗżĒŚś (S.S.T.) 1,000 ņŗ£Ļ░ä ņŗżĒŚśņØ┤ ņÖäļŻīļÉ£ ņŗ£ĒÄĖņØä Brush ļĪ£ ŌĆ£ļģ╣ŌĆØ ņĀ£Ļ▒░ Ēøä Ēæ£ļ®┤ņāüĒā£ ņé¼ņ¦äņØ┤ļŗż. Green Kote / Armor Galv. ņØś ļé┤ņŗØĒŖ╣ņä▒ņØĆ ņÜöĻĄ¼ĻĖ░ņżĆņŚÉ ļ╣äĒĢ┤ ļČłļ¦īņĪ▒ņØ┤ļéś ņĀ£ĒÆłņØś Ēæ£ļ®┤ņŚÉ ļ░£ņāØļÉ£ ŌĆ£ļģ╣ŌĆØ ņØĆ ĒØÉļź┤ļŖö ļ¼╝ņŚÉ BrushļĪ£ ŌĆ£ļģ╣ŌĆØ ņĀ£Ļ▒░ ņŗ£ ļé┤ļČĆļĪ£ ņ╣©Ēł¼ļÉśņ¦Ć ņĢŖļŖö ĒŖ╣ņä▒ņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż.
3.2 Ļ░ü Ēæ£ļ®┤ņ▓śļ”¼ Ļ│ĄņĀĢņØś ņśüĒ¢ź
Dacro Ēæ£ļ®┤ ņ▓śļ”¼, Geomet Ēæ£ļ®┤ ņ▓śļ”¼, Armor Galv. Ēæ£ļ®┤ņ▓śļ”¼ ļ░Å Green Kote Ēæ£ļ®┤ ņ▓śļ”¼ļź╝ ņŗżņŗ£ĒĢ£ ņĀ£ĒÆłņŚÉ ļīĆĒĢśņŚ¼ ļÅäĻĖł ļæÉĻ╗ś ņŗżĒŚśĻ▓░Ļ│╝ļź╝ Table 2ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. Ļ░üņóģ Ēæ£ļ®┤ ņ▓śļ”¼ Ēøä Ēæ£ļ®┤ ļæÉĻ╗śņŚÉ ļīĆĒĢ£ ņŗżĒŚśĻ▓░Ļ│╝, Ļ░ü Ēæ£ļ®┤ņ▓śļ”¼ Ļ│Āņ£Ā Ļ│ĄņĀĢņØś ĒŖ╣ņä▒ņØä Ļ│ĀļĀżĒĢśņśĆņ£╝ļ®░, Armor Galv. Ēæ£ļ®┤ņ▓śļ”¼Ļ░Ć 53-58 ╬╝mļĪ£ Ļ░Ćņן ļåÆņĢśĻ│Ā, Green Kote Ēæ£ļ®┤ ņ▓śļ”¼ 27-31 ╬╝mļĪ£ ļåÆņØĆ ņłśņ¦Ćļź╝ ļ│┤ņśĆļŗż. Dacro Ēæ£ļ®┤ņ▓śļ”¼ Ļ░Ć 11-12 ╬╝mļĪ£ Ļ░Ćņן ņĀüņØĆ Ļ░ÆņØä ļéśĒāĆļé┤ņŚłļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļź╝ ļé┤ņŗØņä▒ ņŗżĒŚśĻ▓░Ļ│╝ņÖĆ ļ╣äĻĄÉļź╝ ĒĢ┤ļ│┤ļ®┤, ļÅäĻĖł ļæÉĻ╗śņÖĆ ļé┤ņŗØņä▒ņØĆ ļ╣äļĪĆĻ┤ĆĻ│äņŚÉ ņ׳ņ¦Ć ņĢŖņØīņØä ņĢī ņłś ņ׳ļŗż. ļö░ļØ╝ņä£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļÅäĻĖłļæÉĻ╗śņÖĆ Ļ┤ĆĻ│äņŚåņØ┤ Ēæ£ļ®┤ņ▓śļ”¼ Ļ│ĄņĀĢņŚÉ ļö░ļØ╝ ļé┤ņŗØņä▒ņØä Ē¢źņāüņŗ£Ēé¼ ņłś ņ׳ļŖöņ¦Ćļź╝ ņĪ░ņé¼ĒĢśņśĆļŗż.
Table┬Ā2
Test results of plate thickness
| Plate thickness \ Surface treatment | Plate thickness of bolt (┬Ąm) | Plate thickness of nut (┬Ąm) | Plate thickness of washer (┬Ąm) |
|---|---|---|---|
| Dacro | 11 | 12 | 11 |
| Geomet | 20 | 21 | 19 |
| Armor galv | 58 | 53 | 55 |
| Green kote | 27 | 31 | 28 |
ļé┤ņŗØņä▒ņŚÉ ļīĆĒĢ£ Ēæ£ļ®┤ ņ▓śļ”¼ Ļ│ĄņĀĢņØś ņśüĒ¢źņØä ņĢīņĢäļ│┤ĻĖ░ ņ£äĒĢ┤ Ļ░ü ņ▓śļ”¼Ļ│ĄņĀĢņØś ņĀłņ░©ļź╝ ļČäņäØĒĢśņśĆļŗż. ņÜ░ņäĀ Green Kote Ēæ£ļ®┤ņ▓śļ”¼, Armor Galv. Ēæ£ļ®┤ņ▓śļ”¼ Ļ│ĄņĀĢņØĆ ļŗżņØīĻ│╝ Ļ░Öļŗż. Ēæ£ļ®┤ņŚÉ ņĪ┤ņ×¼ĒĢśļŖö ĻĖ░ļ”ä ļō▒ ņØ┤ļ¼╝ņ¦ł ņ£Ā, ļ¼┤ ĒÖĢņØĖ Ēøä Ēæ£ļ®┤ņŚÉ ļ¼╗ņØĆ ņØ┤ļ¼╝ņ¦łņØä Steel BallņØä ņé¼ņÜ®ĒĢśņŚ¼ ņĀ£Ļ▒░ĒĢ£ļŗż. ņØ┤Ēøä ņĀ£ĒÆłĻ│╝ Green Kote Ļ░ĆļŻ© ļśÉļŖö Armor Galv. Ļ░ĆļŻ© & ļ»Ėļööņ¢┤ (ļéśņé¼ļČĆ ņ░ŹĒל ļ░®ņ¦ĆņÜ®)ņÖĆ ĒĢ©Ļ╗ś ņśżļĖÉņŚÉ 470┬░~510┬░ ņØś ņś©ļÅäņŚÉņä£ Ļ░ĆņŚ┤ĒĢśņŚ¼ Ēæ£ļ®┤ņŚÉ Green Kote ļśÉļŖö Armor Galv.ņØä ĒÖöĒĢÖ ļ░śņØæņŗ£ņ╝£ ļČĆņ░®ņŗ£Ēé©ļŗż. Ļ░ĆņŚ┤ Ēøä Ēæ£ļ®┤ņŚÉ ļČĆņ░®ļÉ£ ņØ┤ļ¼╝ņ¦ł ļ░Å ļ»Ėļööņ¢┤ļź╝ ņäĖņ▓ÖņĀ£ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņĀ£Ļ▒░ĒĢśļ®┤ņä£ ļāēĻ░üņŗ£ņ╝£ ņĄ£ņóģņĀ£ĒÆłņØä ņĀ£ņĪ░ĒĢśĻ▓ī ļÉ£ļŗż.
ļ░śļ®┤ņŚÉ Dacro Ēæ£ļ®┤ņ▓śļ”¼, ļśÉļŖö Geomet Ēæ£ļ®┤ņ▓śļ”¼ Ļ│ĄņĀĢņØĆ ļŗżņØīĻ│╝ Ļ░Öļŗż. Ēāłņ¦ĆĻ│ĄņĀĢņŚÉņä£ ņĀ£Ļ▒░ļÉśņ¦Ć ļ¬╗ĒĢśļŖö ņłśņÜ®ņä▒ ņŚ╝ļŻī ļō▒ņØś ņØ┤ļ¼╝ņ¦ł ņ£Ā/ļ¼┤ļź╝ ĒÖĢņØĖĒĢśĻ│Ā, ņ×öņĪ┤ĒĢ£ ĻĖ░ļ”äņØä ņĀ£Ļ▒░ĒĢśĻĖ░ ņ£äĒĢ┤ ņś©ļÅä (ņ”ØĻĖ░ņĪ░) 38Ōł╝45┬░ļź╝ ņ£Āņ¦ĆĒĢ£ļŗż. ņĀ£ĒÆł Ēæ£ļ®┤ņŚÉ ļ░£ņāØļÉ£ ļģ╣ ļ░Å ņØ┤ļ¼╝ņ¦łņØä ņć╝ĒŖĖļ│╝ (Steel Ball)ņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņĀ£Ļ▒░ĒĢ£ļŗż. ņØ┤Ēøä Dacro ļśÉļŖö Geomet 1ņ░© ņĮöĒīģņØä ĒĢśĻ▓ī ļÉśļŖöļŹ░, ņĀÉļÅä, ņś©ļÅä, ļ╣äņżæņØ┤ Ļ┤Ćļ”¼ļÉ£ ņÜ®ņĢĪņŚÉ ņĀ£ĒÆłņØä ļööĒĢæĒĢśņŚ¼ Ļ║╝ļéĖ Ēøä ņĀ£ĒÆłĒæ£ļ®┤ņØś ņĢĪĻ│Āņ×ä ĒśäņāüņØä ļ░®ņ¦ĆĒĢśĻĖ░ ņ£äĒĢ┤ ĒāłļŻ© ņŗżņŗ£ĒĢśĻ▓ī ļÉ£ļŗż. Dacro ļśÉļŖö Geomet 1ņ░© Ļ▒┤ņĪ░ņØĆ ņĮöĒīģņØ┤ ņÖäļŻīļÉ£ ņĀ£ĒÆłņØś ņĮöĒīģņĢĪņØä Ļ▒┤ņĪ░ĒĢśļŖö ņ×æņŚģņØ┤ļŗż. ņØ┤Ēøä Dacro ļśÉļŖö Geomet 2ņ░© ņĮöĒīģņØä ĒĢśĻ▓ī ļÉśļŖöļŹ░:ņĀÉļÅä, ņś©ļÅä, ļ╣äņżæņØ┤ Ļ┤Ćļ”¼ļÉ£ ņÜ®ņĢĪņŚÉ ņĀ£ĒÆłņØä ļööĒĢæĒĢśņŚ¼ Ļ║╝ļéĖ Ēøä ņĀ£ĒÆłĒæ£ļ®┤ņØś ņĢĪĻ│Āņ×ä ĒśäņāüņØä ļ░®ņ¦ĆĒĢśĻĖ░ ņ£äĒĢ┤ ĒāłļŻ© ņŗżņŗ£ĒĢ£ļŗż. ņĮöĒīģņØ┤ ņÖäļŻīļÉ£ ņĀ£ĒÆłņØś ņĮöĒīģņĢĪņØä Ļ▒┤ņĪ░ĒĢśļŖö ņ×æņŚģņ£╝ļĪ£ ņĀ£ņĪ░ļź╝ ņÖäļŻīĒĢśĻ▓ī ļÉ£ļŗż.
Dacro ļśÉļŖö Geomet Ēæ£ļ®┤ņ▓śļ”¼ ņĀ£ĒÆłņØś ĒŖ╣ņ¦ĢņØĆ Green Kote Ļ░ĆļŻ© ļśÉļŖö Armor Galv. Ēæ£ļ®┤ņ▓śļ”¼ ņĀ£ĒÆłĻ│╝ļŖö ļŗżļź┤Ļ▓ī Ēæ£ļ®┤ ņĮöĒīģņØä 1ņ░©ņÖĆ 2ņ░©ļĪ£ ļéśļłäņ¢┤ ņŗżņŗ£ĒĢ£ļŗżļŖö Ļ▓āņØ┤ļŗż. ļæÉ ļ▓łņØś ņĮöĒīģ Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ ņóĆ ļŹö ņ╣śļ░ĆĒĢ£ ĻĄ¼ņĪ░ņØś ņĮöĒīģ ņĖĄņØä ĒśĢņä▒ĒĢĀ ņłś ņ׳ņŚłņØä Ļ▓āņ£╝ļĪ£ ņāØĻ░üļÉśļ®░ ņØ┤ļ¤¼ĒĢ£ ņØ┤ņ£ĀļĪ£ ņŚ╝ņłśļČäļ¼┤ ņŗżĒŚśņŚÉņä£ ļåÆņØĆ ļé┤ņŗØņä▒ņØä ļ│┤ņØĖ Ļ▓āņ£╝ļĪ£ ņ£ĀņČöĒĢĀ ņłś ņ׳ļŗż.
Ļ░üņóģ Ēæ£ļ®┤ ņ▓śļ”¼ņŚÉ ļīĆĒĢ£ ļé┤ņŗØņä▒ ņŗżĒŚś Ļ▓░Ļ│╝ļŖö Table 3ņŚÉ Ļ░ü Ēæ£ļ®┤ ņ▓śļ”¼ ņŗżņŗ£ļÉ£ ņŗ£ļŻīņŚÉ ļīĆĒĢ£ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļé┤ņŚłĻ│Ā, Dacro & Geomet Ēæ£ļ®┤ņ▓śļ”¼ļŖö ņÜöĻĄ¼ĻĖ░ņżĆņØä ļ¦īņĪ▒ĒĢśņśĆņ£╝ļ®░, Green Kote ļ░Å Armor Galv. Ēæ£ļ®┤ņ▓śļ”¼ļŖö ņÜöĻĄ¼ĻĖ░ņżĆ ļČłļ¦īņĪ▒ņØ┤ļéś ņĀ£ĒÆłņØś Ēæ£ļ®┤ņŚÉ ļ░£ņāØļÉ£ ŌĆ£ļģ╣ŌĆØ ņØĆ ĒØÉļź┤ļŖö ļ¼╝ņŚÉ BrushļĪ£ ŌĆ£ļģ╣ŌĆØ ņĀ£Ļ▒░ ņŗ£ ļé┤ļČĆļĪ£ ņ╣©Ēł¼ļÉśņ¦Ć ņĢŖļŖö ĒŖ╣ņä▒ņØä ļ░£Ļ▓¼ĒĢśņśĆļŗż. Ļ│ĀņןļĀź ļ│╝ĒŖĖ ņĀ£ĒÆłņŚÉ ņĀüņÜ®ļÉśļŖö Ļ░üņóģ Ēæ£ļ®┤ ņ▓śļ”¼ļŖö ļé┤ņŗØņä▒ņØ┤ ņÜ░ņłśĒĢ£ ņĀ£ĒÆłņØ┤ ņ¦ĆņåŹņĀüņ£╝ļĪ£ ņÜöĻĄ¼ļÉĀ Ļ▓āņ£╝ļĪ£ ņśłņĖĪļÉśļ»ĆļĪ£, ļé┤ņŗØņä▒ņØä ļåÆņØ╝ ņłś ņ׳ļÅäļĪØ Ļ░ü Ļ│ĄņĀĢņØś Ēæ£ņżĆ Ļ┤Ćļ”¼Ļ░Ć ĒĢäņÜöĒĢśļŗż.
Table┬Ā3
Salt spray testing results
| Surface treatment | Dacro | Geomet | Green kote | Armor galv. | Remarks |
|---|---|---|---|---|---|
| Corrosion resistance standard | Over 480 hours | Over 850 hours | Over 1,000 hours | Over 1,000 hours | Corrosion resistance test method: KS D950211) |
| Experimental results | No rust | No rust | Red rust | Red rust |
Ļ│ĀņןļĀź ļ│╝ĒŖĖ ņĀ£ĒÆłņØś ļé┤ņŗØņä▒ņØ┤ ņÜ░ņłśĒĢ£ ņĀ£ĒÆłņØä ņĀ£ņĪ░ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ Ēæ£ļ®┤ņ▓śļ”¼ ļæÉĻ╗śņŚÉ ļīĆĒĢ£ Ļ┤Ćļ”¼Ļ░Ć ĒĢäņÜöĒĢśļŗż. ļ│Ė ņŚ░ĻĄ¼Ļ▓░Ļ│╝ļź╝ ņĀĢļ”¼ĒĢśļ®┤ Ēæ£ļ®┤ņ▓śļ”¼ ļæÉĻ╗śĻ░Ć ļæÉĻ║╝ņÜĖ ņłśļĪØ ļé┤ņŗØņä▒ ņØ┤ ņÜ░ņłśĒĢĀ Ļ▓ā ņØ┤ļØ╝ļŖö ņäĀņ×ģĻ▓¼Ļ│╝ ļŗżļź┤Ļ▓ī Ēæ£ļ®┤ņ▓śļ”¼ ļæÉĻ╗śĻ░Ć Ļ░Ćņן ļé«ņØĆ Dacro ņĀ£ĒÆłņØ┤ Ļ░Ćņן ļåÆņØĆ Armor Galv. ņĀ£ĒÆłļ│┤ļŗż ļé┤ņŗØņä▒ņØ┤ ņÜ░ņłśĒĢ£ Ļ▓āņ£╝ļĪ£ Ļ┤Ćņ░░ļÉ£ļŗż. ņØ┤ļŖö ļÅäĻĖłļæÉĻ╗śĻ░Ć ļæÉĻ║╝ņÜĖ ņłśļĪØ ļé┤ņŗØņä▒ņØ┤ ņóŗņØĆ Ļ▓āņØ┤ ņĢäļŗśņØ┤ ņ”Øļ¬ģļÉśļ®░, ļÅäĻĖłļæÉĻ╗śņÖĆ Ļ┤ĆĻ│äņŚåņØ┤ Ēæ£ļ®┤ņ▓śļ”¼ ņÜ®ņĢĪņØś ņä▒ņ¦łĻ│╝ ļ░®ļ▓ĢņŚÉ ļö░ļØ╝ ļé┤ņŗØņä▒ņØä ņÜ░ņłśĒĢśĻ▓ī ļ¦īļōż ņłśļÅä ņ׳ļŗżļŖö ļČäņäØĻ▓░Ļ│╝ļź╝ ļéśĒāĆļé┤ņŚłļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Ļ▒┤ņäżļČĆļ¼Ė ļō▒ņŚÉ ļäÉļ”¼ ņé¼ņÜ®ļÉśļ®░ KS B2819 (S10T Ļ│ĀņןļĀź ļ│╝ĒŖĖ) & EN 14399-10 (10.9HRC Ļ│ĀņןļĀź ļ│╝ĒŖĖ) ĻĘ£Ļ▓®ņŚÉņä£ ņĀüņÜ®ļÉśļŖö Ļ│ĀņןļĀź ļ│╝ĒŖĖ, ļäłĒŖĖ ļ░Å ņÖĆņģö ņäĖĒŖĖņŚÉ ļīĆĒĢśņŚ¼ ļé┤ņŗØņä▒ (ŌĆ£ļģ╣ ļ░®ņ¦ĆŌĆØ)ņØä ļåÆņØ┤ĻĖ░ ņ£äĒĢ£ Ēæ£ļ®┤ņ▓śļ”¼ļ│ä ļé┤ņŗØņä▒ ņŗżĒŚś (ļé┤ņŗØņä▒ ņŗ£ĒŚśļ░®ļ▓Ģ KS D9502)Ļ│╝ ļÅäĻĖłļæÉĻ╗ś ļ│ĆĒÖöņŚÉ ļīĆĒĢ£ ņĖĪņĀĢņØä ĒåĄĒĢ┤ ņ×ÉļŻīļź╝ ļČäņäØĒĢ£ Ļ▓░Ļ│╝ ņĢäļלņÖĆ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ņ¢╗ņØä ņłś ņ׳ļŗż.
1) Dacro & GeometņØĆ ņÜöĻĄ¼ĻĖ░ņżĆņØä ļ¦īņĪ▒ĒĢśņśĆņ£╝ļ®░, Green Kote & Armor Galv.ļŖö ņÜöĻĄ¼ĻĖ░ņżĆņØä ļČłļ¦īņĪ▒ĒĢśņśĆņ£╝ļéś ņĀ£ĒÆłņØś Ēæ£ļ®┤ņŚÉ ļ░£ņāØļÉ£ ŌĆ£ļģ╣ŌĆØņØĆ ĒØÉļź┤ļŖö ļ¼╝ņŚÉ ņŚ░ļ¦łņåöļĪ£ ŌĆ£ļģ╣ŌĆØ ņĀ£Ļ▒░ ņŗ£ ļé┤ļČĆļĪ£ ņ╣©Ēł¼ļÉśņ¦Ć ņĢŖļŖö ĒŖ╣ņä▒ņØä ļ░£Ļ▓¼ĒĢśņśĆļŗż.
2) Ļ░üņóģ Ēæ£ļ®┤ ņ▓śļ”¼ Ēøä Ēæ£ļ®┤ ļæÉĻ╗śņŚÉ ļīĆĒĢ£ ņŗżĒŚśĻ▓░Ļ│╝, Armor Galv. Ēæ£ļ®┤ņ▓śļ”¼Ļ░Ć 52.7~57.6 ╬╝mļĪ£ Ļ░Ćņן ļåÆĻ│Ā Dacro Ēæ£ļ®┤ņ▓śļ”¼ Ļ░Ć 10.6~12.1 ╬╝mļĪ£ Ļ░Ćņן ņĀüņØĆ Ļ░ÆņØä ļéśĒāĆļé┤ņ¢┤ ļÅäĻĖł ļæÉĻ╗śņÖĆ ļé┤ņŗØņä▒ņØĆ ļ╣äļĪĆĻ┤ĆĻ│äņŚÉ ņ׳ņ¦Ć ņĢŖņØīņØä ņĢī ņłś ņ׳ņŚłļŗż.
3) ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Ļ░ü Ēæ£ļ®┤ņ▓śļ”¼ Ļ│Āņ£Ā Ļ│ĄņĀĢņØś ĒŖ╣ņä▒ņØä Ļ│ĀļĀżĒĢśņŚ¼ Ļ│ĄņĀĢņØä ļČäņäØĒĢśņśĆļŗż. ļČäņäØ Ļ▓░Ļ│╝ ļÅäĻĖłļæÉĻ╗śņÖĆ Ļ┤ĆĻ│äņŚåņØ┤ Ēæ£ļ®┤ņ▓śļ”¼ ņÜ®ņĢĪņØś ņä▒ņ¦łĻ│╝ Ļ│ĄņĀĢļ░®ļ▓ĢņŚÉ ļö░ļØ╝ ļé┤ņŗØņä▒ņØä Ē¢źņāüņŗ£Ēé¼ ņłś ņ׳ņØīņØä ņĢī ņłś ņ׳ņŚłļŗż. ļö░ļØ╝ņä£ Ē¢źĒøäņŚÉ Ļ│ĀņןļĀź ļ│╝ĒŖĖ ņĀ£ĒÆłņŚÉ ņĀüņÜ®ļÉśļŖö Ļ░üņóģ Ēæ£ļ®┤ ņ▓śļ”¼ļŖö ļé┤ņŗØņä▒ņØ┤ ņÜ░ņłśĒĢ£ ņĀ£ĒÆłņØ┤ ņ¦ĆņåŹņĀüņ£╝ļĪ£ ņÜöĻĄ¼ļÉĀ Ļ▓āņ£╝ļĪ£ ņśłņĖĪļÉśļ»ĆļĪ£, ļé┤ņŗØņä▒ņØä ļåÆņØ╝ ņłś ņ׳ļÅäļĪØ Ļ░ü Ļ│ĄņĀĢņØś Ēæ£ņżĆ Ļ┤Ćļ”¼Ļ░Ć ĒĢäņÜöĒĢ©ņØä ņĀ£ņĢłĒĢ£ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



