


1. ņä£ ļĪĀ
ņĀäņ×É ņé░ņŚģņØ┤ ņŗ£ņ×æļÉ£ ņØ┤ļלļĪ£ ņåöļŹöļ¦ü Ļ│ĄņĀĢņØĆ ļ¬©ļōĀ ņĀäņ×É ņĀ£ĒÆł ņĪ░ļ”ĮņŚÉ ņ׳ņ¢┤ Ļ░Ćņן ĻĖ░ļ│ĖņĀüņØĖ ņĀæĒĢ® ĻĖ░ņłĀļĪ£ ņ×Éļ”¼ ņ×ĪĻ│Ā ņ׳ņ£╝ļ®░, Ēī©Ēéżņ¦Ģ ĻĖ░ņłĀņØś ņČ£ĒśäĻ│╝ ĒĢ©Ļ╗ś ņåöļŹöļ¦üņØś ņĀüņÜ®ņØ┤ ļŹöņÜ▒ ņ”ØĻ░ĆĒĢśĻ│Ā ņ׳ļŗż. ņåöļŹöļ¦üņØ┤ļ×Ć ņ£ĄņĀÉ 450Ōäā ļ»Ėļ¦īņØś ņÜ®ņ£ĄļÉ£ ņåöļŹö (solder)ļź╝ ļ¬©ņ×¼ (Ēö╝ņĀæĒĢ®ņ×¼)ņØś ĒŗłņāłņŚÉ ņ╣©Ēł¼ ļ░Å ĒŹ╝ņ¦ĆĻ▓ī ĒĢśņŚ¼ ņĀæĒĢ®ĒĢśļŖö ļ░®ļ▓ĢņØ┤ļŗż1). ņåöļŹöļ¦üņØĆ ņĀæĒĢ®ĻĖ░ņłĀņØś ņØ╝ņóģņØ┤ņ¦Ćļ¦ī ļ╣äņŖĘĒĢ£ ņÜ®ņ£ĄņÜ®ņĀæĻ│╝ ĻĄ¼ļ│äļÉśļŖö ņĀÉņØĆ Ļ│ĄņĀĢ ņżæ ļ¬©ņ×¼ļŖö ņÜ®ņ£ĄļÉśņ¦Ć ņĢŖĻ│Ā ņåöļŹöļ¦ī ņÜ®ņ£ĄļÉśņ¢┤ ņĀæĒĢ®ņØ┤ ņØ┤ļŻ©ņ¢┤ņ¦Ćļ®░ ņåöļŹöļ¦üļÉ£ ļ¬©ņ×¼ņÖĆ ņåöļŹö ņé¼ņØ┤ņŚÉ ĻĖłņåŹĒÖöĒĢÖņĀü Ļ▓░ĒĢ®ņØ┤ ļ░£ņāØĒĢ£ļŗżļŖö ņĀÉņØ┤ļŗż. ņØ┤ļ¤¼ĒĢ£ ņåöļŹöļ¦ü ĻĖ░ņłĀņØĆ ļ»ĖļלņŚÉļÅä ņĀäņ×É ļČĆĒÆł ņŚ░Ļ▓░ ļČäņĢ╝ņŚÉ ņ׳ņ¢┤ņä£ ĒĢäņłśņĀüņØĖ Ļ│ĄņĀĢņ£╝ļĪ£ ļé©ņØä Ļ▓āņØ┤ļŗż.
ņåöļŹöņØś ļé┤ĻĄ¼ņä▒Ļ│╝ ņŗĀļó░ņä▒ņØĆ ņĀäņ×É ņĀ£ĒÆłņØś ĻĖ░ļŖź ļ░Å ņłśļ¬ģņŚÉ ņĀłļīĆņĀüņ£╝ļĪ£ ņżæņÜöĒĢ£ ņé¼ĒĢŁņØ┤ļ»ĆļĪ£, Ļ▓¼Ļ│ĀĒĢ£ ņĀæĒĢ®ļČĆļź╝ ņ¢╗ĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņé¼ņÜ®ļÉśļŖö ņåöļŹöĻ░Ć ļ¼╝ļ”¼┬ĘĒÖöĒĢÖņĀü ĒŖ╣ņä▒ņŚÉņä£ ņĄ£ņĀüĒÖöļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż. Ļ░ĆņĀĢ ļ░Å ņé░ņŚģņÜ® ņĀäņ×ÉņĀ£ĒÆł ļČäņĢ╝ņÖĆ ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£, ņĄ£ĻĘ╝ņŚÉļŖö ņ×ÉļÅÖņ░©ņÜ® ņĀäņןĒÆł ļČäņĢ╝ņŚÉņä£ļÅä ļ¼┤ņŚ░ņåöļŹö (Pb-free solder)ņØś ņĀüņÜ®ņØ┤ ņÜöĻĄ¼ļÉśĻ│Ā ņ׳ļŗż2,3). ņĀäņ×Éņé░ņŚģņŚÉņä£ Pb ĒĢ©ņ£Ā ņåöļŹöņØś ņé¼ņÜ® ĻĘ£ņĀ£ ņØ┤Ēøä, PbĻ░Ć ĒĢ©ņ£ĀļÉśņ¦Ć ņĢŖņØĆ ļŗżņ¢æĒĢ£ SnĻ│ä ļ¼┤ņŚ░ ņåöļŹöĻ░Ć Ļ░£ļ░£ļÉśņŚłļŖöļŹ░, ņśłļź╝ ļōżļ®┤ Sn-AgĻ│ä (ļīĆĒæ£ ņåöļŹö Sn-3.5%Ag, ņ£ĄņĀÉ 221Ōäā), Sn-CuĻ│ä (Sn-0.7%Cu, ņ£ĄņĀÉ 227Ōäā), Sn-NiĻ│ä (Sn- 0.1%Ni, ņ£ĄņĀÉ 231Ōäā), Sn-ZnĻ│ä (Sn-9%Zn, ņ£ĄņĀÉ 198Ōäā), Sn-BiĻ│ä (Sn-58%Bi, ņ£ĄņĀÉ 139Ōäā), Sn-Ag-CuĻ│ä(Sn- 3%Ag-0.5Cu, ņ£ĄņĀÉ 217Ōäā), Sn-InĻ│ä (Sn-52%In, ņ£ĄņĀÉ 118Ōäā)ļō▒ņØś ņåöļŹöļōżņØ┤ ņ׳ļŗż4-13). ļśÉĒĢ£, ņåöļŹöņØś ņä▒ļŖźņØä Ē¢źņāüņŗ£ĒéżĻĖ░ ņ£äĒĢ┤ ņĄ£ĻĘ╝ņŚÉļŖö Ļ░ĢĒÖöņ×¼ļŻī, ļ»Ėļ¤ēņØś ņ▓©Ļ░ĆņøÉņåī, Ļ│ĀļČäņ×É ļō▒ņØä ņ▓©Ļ░ĆĒĢśņŚ¼ ņŗĀļó░ņä▒ņØä Ē¢źņāüņŗ£ĒéżļŖö ņŚ░ĻĄ¼ļōżļÅä ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ļŗż.
ņĀäņ×ÉļČĆĒÆłņØś ĒöīļĀēņä£ļĖö(flexible), ņø©ņ¢┤ļ¤¼ļĖö(wearable)ĒÖöļĪ£ ņØĖĒĢśņŚ¼ ņĀäņ×É ņĀ£ĒÆłņŚÉ ņé¼ņÜ®ļÉśļŖö ņŚ░ņä▒ ĻĖ░ĒīÉņØś ļé┤ņŚ┤ņä▒ ņĀĆĒĢśļĪ£ ņåöļŹöļ¦ü Ēøä ņŚ┤ļ│ĆĒśĢ ļ░Å ņŚ┤ņåÉņāüņØ┤ ļ░£ņāØļÉśĻĖ░ ņē¼ņøīņ¦ĆĻ│Ā ņ׳ļŗż. ļśÉĒĢ£ ņĀäņ×ÉļČĆĒÆłņØś ļ¬©ļōłĒÖö, ļīĆĒśĢĒÖöļĪ£ Siņ╣®Ļ│╝ ĻĖ░ĒīÉĻ│╝ņØś ņŚ┤ĒīĮņ░Į Ļ│äņłś ņ░©ņØ┤ļĪ£ ņØĖĒĢ┤ ļåÆņØĆ ņś©ļÅäļĪ£ Ļ░ĆņŚ┤ļÉĀņłśļĪØ ņØ┤ļĪ£ ņØĖĒĢ£ ņĀäņ×ÉļČĆĒÆłņØś ņŚ┤ļ│ĆĒśĢņØ┤ ņ”ØĻ░ĆļÉśĻ│Ā ņĀæĒĢ®ļČłļ¤ēņØ┤ ļ╣łļ░£ĒĢ£ ņŗżņĀĢņØ┤ļŗż. ņØ┤ļ¤¼ĒĢ£ ļ¼ĖņĀ£ļź╝ ĒĢ┤Ļ▓░ĒĢśĻĖ░ ņ£äĒĢśņŚ¼, Sn-58%BiĻ│äļéś Sn-52%InĻ│äņÖĆ Ļ░ÖņØĆ ņĀæĒĢ®ņś©ļÅäĻ░Ć ļé«ņØĆ ņĀĆņ£ĄņĀÉ ņåöļŹöņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼ņØś ĒĢäņÜöņä▒ņØ┤ ņ”ØĻ░ĆļÉśĻ│Ā ņ׳ļŗż11).
ļö░ļØ╝ņä£ ļ│Ė ĻĖĆņŚÉņä£ļŖö, ņĀĆņś© ņåöļŹö ĒŖ╣Ē׳ Sn-58%BiĻ│ä ņåöļŹöļź╝ ņżæņŗ¼ņ£╝ļĪ£ ņĄ£ĻĘ╝ņØś ņŚ░ĻĄ¼ Ļ▓░Ļ│╝ļōżņØä ņĀĢļ”¼ĒĢśņŚ¼ ņåīĻ░£ĒĢśĻ│Āņ×É ĒĢ£ļŗż.
2. Sn-BiĻ│ä ņåöļŹöņØś ņ£ĄņĀÉĻ│╝ ņĀ¢ņØīņä▒
ņĀĆņ£ĄņĀÉ ņåöļŹöņØĖ Sn-BiĻ│äļŖö ĻĘĖ ņÜ®ļÅäņŚÉ ļ¦×Ļ▓ī ļé«ņØĆ ņ£ĄņĀÉņØä Ļ░ĆņĀĖņĢ╝ ĒĢ£ļŗż. ĒĢ®ĻĖłņøÉņåīņŚÉ ļö░ļØ╝ ļŗżņ¢æĒĢ£ ņ£ĄņĀÉĻ│╝ ņåöļŹöļ¦ü ĒŖ╣ņä▒ņØä Ļ░¢ĻĖ░ ļĢīļ¼ĖņŚÉ, ņ▓©Ļ░Ć ņøÉņåīņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ĒĢäņÜöĒĢśļŗż. ļśÉ, ņ¢æĒśĖĒĢ£ ņåöļŹöļ¦üņØä ņ£äĒĢ┤ņä£ ņåöļŹöļŖö Ēö╝ņĀæĒĢ®ņ×¼ ĻĖłņåŹ Ēæ£ļ®┤ņŚÉ ņĄ£ņĀüņØś ĒŹ╝ņ¦Éņä▒Ļ│╝ ņĀ¢ņØīĒŖ╣ņä▒ņØä ļ│┤ņŚ¼ņĢ╝ ĒĢ£ļŗż. ņ”ē, ĒŹ╝ņ¦Éņä▒Ļ│╝ ņĀ¢ņØīņä▒ņØĆ ņåöļŹöļ¦ü ņŗ£ ņ×æņŚģņä▒ ĒÖĢļ│┤ļź╝ ņ£äĒĢ£ ĻĖ░ļ│ĖņĀü ņÜöĻĄ¼ ņĪ░Ļ▒┤ņØ┤ļŗż.
Sn58Bi Ļ│ĄņĀĢ ņåöļŹöņØś ņ£ĄņĀÉņŚÉ ļ»Ėņ╣śļŖö Ag, RE ņ▓©Ļ░Ć ņøÉņåīņØś ņśüĒ¢źņØĆ Table 1ņŚÉ ļ│┤ņØĖ ļ░öņÖĆ Ļ░Öļŗż. Ļ│ĄņĀĢ ņĪ░ņä▒ņØĖ Sn58BiņØś ņ£ĄņĀÉņØĆ ĒÅēĒśĢņāüĒā£ļÅä ļō▒ņŚÉņä£ ĒåĄņāü 138.5ŌäāļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż. ĻĘĖļ¤¼ļéś ņØ┤ ņ£ĄņĀÉņØĆ Sn58Bi ĒĢ®ĻĖłņØś Ļ░ĆņŚ┤ ņåŹļÅäņŚÉ ļö░ļØ╝ ņĢĮĻ░äņØś ĒÄĖņ░©Ļ░Ć ņ׳ņØä ņłś ņ׳ļŗż. Table 1ņŚÉņä£ ļ│┤ļō»ņØ┤, Sn58BiļŖö 136.1Ōäā (Ļ│Āņāüņś©ļÅä) ~ 139.1Ōäā (ņĢĪņāüņś©ļÅä)ņØś ņÜ®ņ£Ą ļ▓öņ£äļź╝ Ļ░¢ļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśĻĖ░ļÅä ĒĢ£ļŗż. Sn58Bi ĒĢ®ĻĖłņŚÉ 1% ņØ┤ļé┤ņØś Agļź╝ Ļ░ĆĒĢśņŚ¼ ņåöļŹöņØś ņĘ©ņä▒ņØä Ļ░£ņäĀņŗ£ĒéżĻ│Ā, ņ£ĄņĀÉņØä ņĀĆĒĢśņŗ£ĒéżĻĖ░ļÅä ĒĢ£ļŗż. 0.5wt% AgņØś ņ▓©Ļ░ĆļĪ£ ņ£ĄņĀÉņØ┤ 1Ōäā ņØ┤ĒĢśļĪ£ Ļ░ÉņåīļÉśņ¢┤, 135.7Ōäā (Ļ│Āņāüņś©ļÅä) ~ 138.2Ōäā (ņĢĪņāüņś©ļÅä)ņØś ņÜ®ņ£Ą ļ▓öņ£äļź╝ Ļ░¢ļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż14).
Table┬Ā1
Melting temperatures of Sn-Bi-X solders (all wt%)
ņØ┤ļĀćĻ▓ī Ļ│ĄņĀĢņś©ļÅäĻ░Ć ļ▓öņ£äļĪ£ņä£ Ēæ£ĻĖ░ļÉśļŖö ņØ┤ņ£ĀļŖö ņł£ņłś Ļ│ĄņĀĢ ņĪ░ņä▒ņØ┤ ņĢäļŗłĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. Sn58BiļŖö ņł£ņłś Ļ│ĄņĀĢ ņĪ░ņä▒ņØ┤ļ®┤ ĒĢśļéśņØś ņ£ĄņĀÉ ņś©ļÅäļĪ£ ļéśĒāĆļéśņĢ╝ ĒĢśņ¦Ćļ¦ī ĒśäņŗżņĀüņ£╝ļĪ£ ņé░ņŚģĻ│äņŚÉņä£ ņé¼ņÜ®ĒĢśļŖö Sn58BiļŖö ņł£ņłś Ļ│ĄņĀĢ ņĪ░ņä▒ņØ┤ ņĢäļŗłĻ│Ā ļČłņł£ļ¼╝ ļō▒ņØ┤ ĒżĒĢ©ļÉśņ¢┤ ņ׳ņ¢┤ Ļ│Āņāüņś©ļÅä ļ░Å ņĢĪņāüņś©ļÅäļĪ£ ļéśļłäņ¢┤ņ¦äļŗż. ļśÉĒĢ£ Sn-Bi Ļ│ĄņĀĢ ņĪ░ņä▒ņØĆ ņŚ░ĻĄ¼ņ×ÉņŚÉ ļö░ļØ╝ ļŗżļźĖ ņĪ░ņä▒ļÅä ļ│┤Ļ│ĀļÉśņ¢┤ņ¦äļŗż. ņśłļź╝ ļōżņ¢┤, ļ»ĖĻĄŁņØś NIST (National Institute of Standard and Tech- nology)ņŚÉņä£ļŖö Sn-56.97wt%Bi ņĪ░ņä▒ņØä Ļ│ĄņĀĢ ņĪ░ņä▒ņ£╝ļĪ£ ļ│┤Ļ│ĀĒ¢łĻ│Ā33), ņ¢┤ļ¢ż ņŚ░ĻĄ¼ņ×ÉļōżņØĆ Sn-57wt%Biļź╝ Ļ│ĄņĀĢ ņĪ░ņä▒ņ£╝ļĪ£ ņé¼ņÜ®ĒĢśĻĖ░ļÅä ĒĢ£ļŗż34).
Sn58Bi Ļ│ĄņĀĢ ņåöļŹöņØś ņ£ĄņĀÉņŚÉ ļ»Ėņ╣śļŖö Ag, In, Ag-In ļ│ĄĒĢ® ņ▓©Ļ░ĆņØś ņśüĒ¢źļÅä Table 1ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. InņØĆ ĒåĄņāü Sn58Bi Ļ│ĄņĀĢ ņåöļŹöņØś ņŚ░ņä▒ Ļ░£ņäĀ ļ░Å ņ£ĄņĀÉ ņĀĆĒĢśņĀ£ļĪ£ ņ▓©Ļ░ĆļÉ£ļŗż. 3% InņØś ņ▓©Ļ░ĆļĪ£ 119.9Ōäā (Ļ│Āņāüņś©ļÅä) ~ 140.5Ōäā (ņĢĪņāüņś©ļÅä)ņØś ņÜ®ņ£Ą ļ▓öņ£ä (ņ£ĄņĀÉ Ēö╝Ēü¼ņś©ļÅä, 133.7Ōäā)ļź╝ Ļ░¢ļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśņŚłņ£╝ļ®░ Sn-58Bi+4%AgņØś ņ£ĄņĀÉņØĆ 1Ōäā ņØ┤ļé┤ļĪ£ Ļ░ĢĒĢśļÉ©ņØä ņĢī ņłś ņ׳ļŗż. Sn58Bi+3%In-4%Ag ļ│ĄĒĢ® ņ▓©Ļ░ĆļŖö 116.9Ōäā (Ļ│Āņāüņś©ļÅä) ~ 134.1Ōäā (ņĢĪņāüņś©ļÅä)ņØś ņÜ®ņ£Ą ļ▓öņ£ä (ņ£ĄņĀÉ Ēö╝Ēü¼ņś©ļÅä, 138.1Ōäā)ļĪ£ ļ│┤Ļ│ĀļÉśņŚłļŗż15).
ĒĢ£ĒÄĖ, SnņŚÉ Sbļź╝ ņ▓©Ļ░ĆĒĢśļ®┤ ņ£ĄņĀÉņØ┤ ņ”ØĻ░ĆĒĢśļŖöļŹ░ ņØ┤ļĢī ĒżņĀĢ (peritectic, Sn-6.2wt%Sb) ņś©ļÅäļŖö 243ŌäāļĪ£ņä£ SnņØś ņ£ĄņĀÉ 232ŌäāņŚÉ ļ╣äĒĢ┤ ņĢĮ 11Ōäā ļåÆļŗż. Sn-Bi ņåöļŹöņŚÉ Sbļź╝ ņ▓©Ļ░ĆĒĢśĻ│Ā BiĻ░Ć Ļ░ÉņåīļÉśļ®┤ ņ£ĄņĀÉņØ┤ ņ”ØĻ░ĆĒĢśļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśņŚłļŗż16). ņśłļź╝ ļōżņ¢┤ Sn-52wt%Bi-1.8SbņØś Ļ▓ĮņÜ░ Sn-58%BiņŚÉ ļ╣äĒĢ┤ Ļ│Āņāüņś©ļÅäĻ░Ć ņĢĮ 4.6Ōäā ņĀĢļÅä ņ”ØĻ░ĆĒĢ£ļŗż. ĻĘĖļ¤¼ļéś ņØ┤ļŖö BiņØś ĒĢ©ļ¤ēļÅä 6%ļéś Ļ░ÉņåīļÉśņŚłĻĖ░ņŚÉ ņł£ņłśĒĢ£ SbņØś ņśüĒ¢źņØ┤ļØ╝Ļ│Ā ĒīÉļŗ©ĒĢśĻĖ░ļŖö ņ¢┤ļĀĄļŗż. ĒĢ£ĒÄĖ Sn- 48wt%Bi ņåöļŹöņŚÉ Sbļź╝ 1%ņŚÉņä£ 2.8%Ļ╣īņ¦Ć ņ▓©Ļ░ĆĒĢśļ®┤ Table 1ļĪ£ļČĆĒä░ ņ£ĄņĀÉņØ┤ ņ”ØĻ░ĆĒĢ©ņØä ņĢī ņłś ņ׳ļŗż.
Xu ļō▒17)ņØĆ Sn-50Bi-(1~5)wt%Cu solderņŚÉ ļīĆĒĢ┤ ņ£ĄņĀÉ ļ░Å ĒŹ╝ņ¦É(spreading) ĒŖ╣ņä▒ņŚÉ ļīĆĒĢśņŚ¼ ļ│┤Ļ│ĀĒĢśņśĆļŗż. Sn-50Bi-5wt%CuļŖö ņĢĮ 155ŌäāņØś ņ£ĄņĀÉņØä ļéśĒāĆļé┤ņŚłņ£╝ļ®░, 4~1%CuļĪ£ Cu ĒĢ©ļ¤ēņØ┤ Ļ░ÉņåīļÉ©ņŚÉ ļö░ļØ╝ ņ£ĄņĀÉņØĆ ņĢĮ 1~2Ōäā ņĀĢļÅä Ļ░ÉņåīļÉśņŚłļŗż. Bi ļ░Å Cu ĒĢ©ļ¤ēņØä ļ¬©ļæÉ ļ│ĆĒÖöņŗ£ĒéżļŖö Ļ▓ĮņÜ░, Sn-Bi-CuĻ│ä ņåöļŹöņØś ĒŹ╝ņ¦ä ļ®┤ņĀü (spreading area)ņØĆ Bi ĒĢ©ļ¤ē ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ņä£ ņ”ØĻ░ĆļÉśĻ│Ā ņĄ£ņĀü Bi ĒĢ©ļ¤ē ņØ┤ĒøäņŚÉļŖö Ļ░ÉņåīļÉśļŖöļŹ░ ņĄ£ļīĆ ĒŹ╝ņ¦ä ļ®┤ņĀüņØä ļ│┤ņØ┤ļŖö ņĄ£ņĀü ĒĢ©ļ¤ēņØĆ Sn-17%Bi-0.5%CuļØ╝Ļ│Ā ļ│┤Ļ│ĀĒĢśņśĆļŗż.
Sn-38Bi-1.5Sb-0.7Ag ņåöļŹöļŖö Sn58Bi ņåöļŹöļ│┤ļŗż ļŹö ņÜ░ņłśĒĢ£ ņĀ¢ņØīņä▒Ļ│╝ ņĀ¢ņØī ņŗ£Ļ░äņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż18). ņśłļź╝ ļōżņ¢┤ ņłśĻ│ä Ēöīļ¤ŁņŖżļź╝ ņé¼ņÜ®ĒĢ£ Ļ▓ĮņÜ░ 160ŌäāņŚÉņä£ Sn58Bi ņåöļŹöņØś ņø©Ēīģ ņŗ£ ņśüņĀÉ ņŗ£Ļ░ä (to, zero cross time)ņØĆ ņĢĮ 1.2ņ┤ł ļé┤ņÖĖņØ┤ņ¦Ćļ¦ī, Sn-38Bi-1.5Sb- 0.7Ag ņåöļŹöļŖö ņĢĮ 0.8ņ┤ł ļé┤ņÖĖļĪ£ Sn58BiņØś 2/3ņŚÉ ļČłĻ│╝ĒĢśļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ ļ¼┤ņŚ░ ņåöļŹöņØś Ļ▓ĮņÜ░ ņśüņĀÉ ņŗ£Ļ░äņØĆ 1.2ņ┤ł ņØ┤ļé┤ļź╝ ņÜöĻĄ¼ĒĢśņ¦Ćļ¦ī ņ¢æĒśĖĒĢ£ ņāüņŚģĒÖö ņåöļŹöļŖö ļ¦ÄņØĆ Ļ▓ĮņÜ░ 1.0ņ┤ł ņØ┤ļé┤ļź╝ ļ│┤ņØ┤Ļ│Ā ņ׳ļŗż. ņłśĻ│ä Ēöīļ¤ŁņŖżļź╝ ņé¼ņÜ®ĒĢ£ 160ŌäāņØś ņĪ░Ļ▒┤ņŚÉņä£ ņĄ£ļīĆ ņĀ¢ņØīļĀźņØĆ Sn58BiņÖĆ Sn-38Bi-1.5Sb- 0.7Ag ņåöļŹö ļ¬©ļæÉ ņĢĮ 0.6mNņ£╝ļĪ£ ļ╣äņŖĘĒĢ£ Ļ░ÆņØä ļ│┤ņØ┤ļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśņŚłļŗż. ļ│┤ĒåĄ ņøÉĒÖ£ĒĢ£ ņåöļŹöļ¦üņØä ņ£äĒĢ┤ņä£ļŖö ŌæĀ ņÜ®ņ£Ą ņåöļŹöĻ░Ć ļ¬©ņ×¼ ĻĖłņåŹ Ēæ£ļ®┤ņØä ņĀüņŗ£ļ®░ ĒŹ╝ņĀĖļéśĻ░ĆļŖö ņĀ¢ņØī(wetting)ņä▒ņØ┤ ņóŗņĢäņĢ╝ ĒĢśĻ│Ā, ŌæĪ ļ¦łņŻ╝ļ│┤ļŖö ļæÉ ļ¬©ņ×¼ ĻĖłņåŹ ņé¼ņØ┤(ļČĆĒÆłĻ│╝ ļ”¼ļō£ņØś Ēŗłņāł)ņŚÉ ņÜ®ņ£Ą ņåöļŹöĻ░Ć ļ╣©ļĀż ļōżņ¢┤Ļ░ĆļŖö ļ¬©ņäĖĻ┤Ć ĒśäņāüņØ┤ ņל ņØ╝ņ¢┤ļéśņĢ╝ ĒĢśļ®░ Ōæó ņåöļŹöņÖĆ ļ¬©ņ×¼ ĻĖłņåŹ Ēæ£ļ®┤ņØś ņāüĒśĖ ņøÉņ×ÉĻ░ä ņØ┤ļÅÖņØĖ ĒÖĢņé░ņØ┤ ļ╣Āļź┤Ļ▓ī ņØ╝ņ¢┤ļéśņĢ╝ĒĢśļŖö Ļ▓ā ļō▒ ņŚ¼ļ¤¼ ņĪ░Ļ▒┤ņØ┤ ņÜ░ņłśĒĢ┤ņĢ╝ ĒĢ£ļŗż19).
3. Sn-Bi ņåöļŹöņØś ļ»ĖņäĖ ņĪ░ņ¦ü
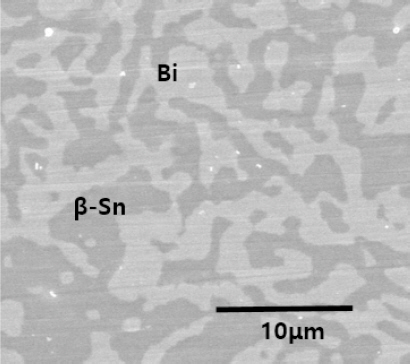
Sn58Bi Ļ│ĄņĀĢ ņåöļŹöļŖö Fig. 1ņŚÉņä£ ļ│┤ļŖö Ļ▓āņ▓śļ¤╝ ņŚ░ņä▒ņØä Ļ░¢ļŖö ņ¢┤ļæÉņÜ┤ ņāēņØś ╬▓-SnņāüĻ│╝ ļ░ØņØĆ ņāēņØś ņĘ©ņä▒ņØä Ļ░¢ļŖö BiņāüņØ┤ Ēś╝ņ×¼ĒĢśņŚ¼ ņĪ┤ņ×¼ĒĢ£ļŗż. ļæÉ ņāüņØĆ ņĀäĒśĢņĀüņØĖ ņĖĄņāüĒśĢ (lamellar) Ļ│ĄņĀĢ ņĪ░ņ¦üņØä Ļ░Ćņ¦Ćļ®░ ╬▓-SnņāüĻ│╝ BiņāüņØ┤ ĻĄÉļīĆļĪ£ ļéśĒāĆļé£ļŗż. ņåöļŹöņØś ĒĢ®ĻĖłņøÉņåīļōżņØ┤ Sn58Bi ļ»ĖņäĖņĪ░ņ¦üņŚÉ ļ¦ÄņØĆ ņśüĒ¢źņØä ļ»Ėņ╣śļŖöļŹ░, 1% CuņØś ņ▓©Ļ░ĆļŖö Sn58Bi ņåöļŹöņØś Ļ▓░ņĀĢļ”ĮņØä ļ»ĖņäĖĒÖöĒĢśļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż20). ļśÉ Sakuyama ļō▒21)ņŚÉ ņØśĒĢśļ®┤ 0.5wt%ņØś SbņØś ņ▓©Ļ░ĆļŖö Sn-58%Bi ņåöļŹöņØś Ļ▓░ņĀĢļ”ĮņØś Ēü¼ĻĖ░ļź╝ 50% ņĀĢļÅäļĪ£ ļ»ĖņäĖĒÖöņŗ£Ēéżļ®░, 0.5wt% Zn ņØś ņ▓©Ļ░ĆļŖö Sn58Bi ņåöļŹöņØś Ļ▓░ņĀĢļ”ĮņØä ņĪ░ļīĆĒÖöĒĢśļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀĒĢśņśĆļŗż. ļśÉĒĢ£ Mokhtari ļō▒22)ņØĆ 0.5wt% In, 0.5wt% NiņØä Sn58BiņŚÉ ņ▓©Ļ░ĆĒĢśņŚ¼ ļ»ĖņäĖņĪ░ņ¦ü ļ░Å ņØĖņן Ļ░ĢļÅäļź╝ ņĪ░ņé¼ĒĢśņśĆļŗż. ņØ┤ļōżņØś ņŚ░ĻĄ¼ Ļ▓░Ļ│╝ņŚÉ ņØśĒĢśļ®┤ Sn58BiņŚÉ 0.5wt% InņØä ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░, ņåöļŹö ļ▓īĒü¼ ļé┤ņØś Ļ│╝ļÅäĒĢ£ ņĘ©ņä▒ņØś BiņāüņØś ņä▒ņןņØä ņ¢ĄņĀ£ĒĢśļ®░ 0.5wt% NiņØä ņ▓©Ļ░ĆĒĢ£ Sn58Bi ņåöļŹöļŖö Ļ│ĄņĀĢņĪ░ņ¦üņŚÉ Ni3Sn4 IMCļź╝ ļéśĒāĆļé┤Ļ│Ā, ņØ╝ļČĆ ļ¼╝Ļ│ĀĻĖ░ļ╝ł (fishbone) Ļ░ÖņØĆ ĒśĢĒā£ņØś ĻĘ£ņ╣ÖņĀü Ļ│ĄņĀĢ ņśüņŚŁņØä ļ│┤ņØ┤ĻĖ░ļÅä ĒĢ£ļŗż. NiņØä ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ļÅä Sn58BiņŚÉ ļ╣äĒĢ┤ņä£ BiņāüņØś Ēü¼ĻĖ░Ļ░Ć Ļ░ÉņåīĒĢśļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśņŚłļŗż.
ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļĪ£ļČĆĒä░ Sn58Bi ņåöļŹöņŚÉ Sb, In, Ni, Agļź╝ 0.5wt% ņ▓©Ļ░Ć Ēś╣ņØĆ Cu 0.5, 1.0wt%ļź╝ ņ▓©Ļ░ĆĒĢ©ņ£╝ļĪ£ņä£ Ļ▓░ņĀĢļ”ĮņØ┤ ļ»ĖņäĖĒÖö ļÉśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ņ£╝ļ®░, 0.5wt% ZnņØś ņ▓©Ļ░ĆļŖö ņśżĒ׳ļĀż Sn58Bi ņåöļŹöņØś Ļ▓░ņĀĢļ”ĮņØä ņĪ░ļīĆĒÖö ĒĢśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ĻĘĖļ¤¼ļéś ņØ┤ņŚÉ ļīĆĒĢ£ ņøÉņØĖņØĆ ņĢäņ¦üĻ╣īņ¦Ć ļ¬ģĒÖĢĒ׳ ļ░ØĒśĆņĀĖ ņ׳ņ¦Ć ņĢŖļŗż.
ĒĢ£ĒÄĖ, Sn58Bi ņåöļŹöņŚÉ ļéśļģĖ ļČäļ¦ÉņØä ņĀüņĀĢļ¤ē ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ņŚÉļÅä ņåöļŹö Ļ▓░ņĀĢļ”ĮņØ┤ ļ»ĖņäĖĒÖö ļÉ£ļŗż23-24). ļ»ĖņäĖĒĢ£ ļéśļģĖ ļČäļ¦ÉņØ┤ ņ▓©Ļ░ĆļÉ£ ņåöļŹöņŚÉņä£ ļéśļģĖ ņ×ģņ×ÉļŖö ņåöļŹö ĻĖ░ņ¦Ć ļé┤ņŚÉņä£ ĒĢĄņāØņä▒ ņé¼ņØ┤ĒŖĖņØś ņŚŁĒĢĀņØä ĒĢ£ļŗż. ņØ┤ļŖö ņåöļŹö ņØæĻ│Ā ņŗ£ ļ¦ÄņØĆ Ļ│Āņ▓┤ ĒĢĄņāØņä▒ņØ┤ ņØ╝ņ¢┤ļéśĻ▓ī ĒĢśņŚ¼ ņĀæņóģņĀ£ļĪ£ ņ×æņÜ®ĒĢ©ņ£╝ļĪ£ņä£ ņåöļŹö ņĪ░ņ¦üņØś ņāü(phase)ņØ┤ ļ»ĖņäĖĒÖöĻ░Ć ļÉśļÅäļĪØ ĒĢ£ļŗż.
ļéśļģĖņ×ģņ×ÉĻ░Ć ņåöļŹö ĻĖ░ņ¦ĆņØś ņāü(phase) ļ»ĖņäĖĒÖöņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ņĀĢļ¤ēņĀüņ£╝ļĪ£ ņĪ░ņé¼ĒĢśĻĖ░ ņ£äĒĢ┤ ļ¦ÄņØĆ ņŚ░ĻĄ¼ņ×ÉļōżņØ┤ ņ┤łņĀĢ (pro-eutectic) ņĪ░ņ¦üņØś ņāü(phase)ņØś Ēü¼ĻĖ░ļź╝ ņĖĪņĀĢĒĢśļŖö ļ░®ļ▓ĢņØä ņé¼ņÜ®ĒĢśĻ│Ā ņ׳ļŗż. A. Gain ļō▒23)ņØĆ Sn-Bi-Ag ņåöļŹöņŚÉ Ni ļéśļģĖ ņ×ģņ×Éļź╝ ņ▓©Ļ░ĆĒĢ£ Ļ▓░Ļ│╝ ļéśļģĖņ×ģņ×ÉļĪ£ Ļ░ĢĒÖöļÉ£ ņåöļŹöņŚÉņä£ ╬▓-Sn ņśüņŚŁ ļ░Å Ag3SnņØ┤ ļ»ĖņäĖĒÖöļÉ£ Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ļ»ĖņäĖĒÖö ļÉ£ ņØ┤ņ£ĀļĪ£ ņ£ĀļĀźĒĢ£ Ļ▓āņØĆ ļéśļģĖ Ni ņ×ģņ×ÉĻ░Ć SnĻ│╝ ļ░śņØæĒĢśņŚ¼ Sn-Ni IMCļź╝ ĒśĢņä▒ĒĢśĻ│Ā, ņØ┤ļ¤¼ĒĢ£ IMC ņ×ģņ×ÉĻ░Ć ņØæĻ│Ā ņŗ£ Ļ│Āņ▓┤ ĒĢĄņāØņä▒ ņé¼ņØ┤ĒŖĖļĪ£ ņ×æņÜ®ĒĢśņŚ¼ Ļ▓░ņĀĢļ”Į ņä▒ņןņØä ņ¢ĄņĀ£ĒĢśĻĖ░ ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśņŚłļŗż. ļŹöļČłņ¢┤ ĻĖłņåŹņ×ģņ×ÉņØś ņ▓©Ļ░ĆĻ░Ć Ļ│╝ļāēļÅäļź╝ ņżäņŚ¼ņä£ IMC ņä▒ņן ņ¢ĄņĀ£ ļ░Å ņĪ░ņ¦üņØä ļ»ĖņäĖĒÖöĒĢśļŖö Ļ▓āņ£╝ļĪ£ ļČäņäØĒĢśĻ│Ā ņ׳ļŗż. L. Shen ļō▒24)ļÅä Sn-BiņŚÉ Cu ļéśļģĖ ņ×ģņ×Éļź╝ ņ▓©Ļ░ĆĒĢśļŖö ņŚ░ĻĄ¼ļź╝ ņ¦äĒ¢ēĒĢśņŚ¼ ļéśļģĖ ņ×ģņ×ÉļōżņØĆ ņ×ģĻ│äļź╝ Ļ│ĀņĀĢĒĢśĻ▒░ļéś ĻĄ¼ņåŹĒĢśļŖö ņ×æņÜ®ņØä ĒĢśļ®░, ļéśļģĖņ×ģņ×É ņ▓©Ļ░Ćņ£©ņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņåöļŹöņØś ņāü(phase)ņØś Ēü¼ĻĖ░Ļ░Ć Ļ░ÉņåīĒĢ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż.
ņØ┤ļĀćĻ▓ī ņāü(phase)Ļ░Ć ļ»ĖņäĖĒÖöļÉśļ®┤ ņĢäļל (eq.1)ņØś Hall- Petch ņŗØņŚÉ ļö░ļØ╝ ņåöļŹö ĻĖ░ņ¦ĆņØś Ļ░ĢļÅäĻ░Ć ņ”ØĻ░ĆĒĢ£ļŗż25).
ky: constant according to the material
dm: phase size of the solder matrix
4. ņĀæĒĢ®Ļ│äļ®┤ņØś ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝
ņåöļŹöļ¦ü ņżæ ņÜ®ņ£ĄļÉ£ ņåöļŹöļŖö ĻĖ░ĒīÉņØś ĻĖłņåŹ Ēī©ļō£ļéś ļ╣äņĢäĒÖĆĻ│╝ ņĀäņ×ÉļČĆĒÆłņØś ļ”¼ļō£, ĻĖłņåŹ ņĀäĻĘ╣ļČĆ ņé¼ņØ┤ņØś ĒŗłņāłņŚÉ ņ╣©Ēł¼ĒĢśņŚ¼ ņĀæĒĢ®ļČĆņØś Ļ│äļ®┤ņŚÉ ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØä ĒśĢņä▒ĒĢśļ®┤ņä£ ņĀæĒĢ®ņØä ņØ┤ļŻ¼ļŗż. ļ¬©ņ×¼ ĻĖłņåŹņØś Ēæ£ļ®┤ņŚÉ ņåöļŹöĻ░Ć ĒŹ╝ņ¦Ćļ®┤ņä£(wetting) ļ¬©ņ×¼ņÖĆ ņåöļŹö ņé¼ņØ┤ ņøÉņ×ÉĻ░ä ņØ┤ļÅÖņØ┤ ļ░£ņāØĒĢśĻ│Ā, ņØ┤ļÅÖĒĢ£ ņøÉņ×ÉĻ░ä Ļ▓░ĒĢ®ņ£╝ļĪ£ ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØ┤ ņāØņä▒ļÉśļ®░, ņÜ®ņ£Ą ņåöļŹöņØś ņØæĻ│ĀĻ░Ć ņ¦äĒ¢ēļÉśļ®┤ņä£ ņĀæĒĢ®ņØ┤ ņÖäļŻīļÉ£ļŗż26). ņØ┤ļ¤¼ĒĢ£ Ļ│äļ®┤ņØś IMCļŖö ņåöļŹöļ¦üļČĆņØś ĻĖ░Ļ│äņĀü Ļ░ĢļÅäņÖĆ ņłśļ¬ģņŚÉ ņ¦ĆļīĆĒĢ£ ņśüĒ¢źņØä ļ»Ėņ╣£ļŗż.
ĒĢ£ ņśłļĪ£, Sn-58%Bi ņåöļŹöņŚÉ 0.5wt% InņØä ņ▓©Ļ░ĆĒĢśļ®┤ ņåöļŹöņÖĆ ĻĖ░ĒīÉņØś Cu Ļ│äļ®┤ņŚÉ Ļ│╝ļÅäĒĢ£ Cu6Sn5 IMCņØś ņāØņä▒ņØä ņ¢ĄņĀ£ĒĢĀ ņłś ņ׳ļŗż22). 0.5wt% Niļź╝ ņ▓©Ļ░ĆĒĢśļŖö Ļ▓ĮņÜ░ņŚÉļÅä ņ£Āņé¼ĒĢ£ ĒÜ©Ļ│╝ļź╝ ļé╝ ņłś ņ׳ļŗż23). A. Gain ļō▒23)ņØĆ Cu ĻĖ░ĒīÉņŚÉ Sn-35%Bi-1%Ag-0.5%Niļź╝ ņåöļŹöļ¦üĒĢ£ Ēøä 200ŌäāņŚÉņä£ 30min ņ£Āņ¦Ćņŗ£ņ╝░ļŗż. ĻĘĖ Ļ▓░Ļ│╝ Sn-35%Bi-1%Ag- 0.5%NiĻ│╝ CuņÖĆņØś Ļ│äļ®┤ņŚÉņä£ (Cu6Sn5 + Cu3Sn) IMC ņĖĄņØś ļæÉĻ╗śļŖö ņĢĮ 3 ŃÄø, Sn-35%Bi-1%AgļŖö ņĢĮ 4.8 ŃÄøļĪ£ Sn-35%Bi-1%Ag-0.5%Ni ņåöļŹöĻ░Ć Sn-35%Bi-1%Ag ņåöļŹöļ│┤ļŗż IMC ņĖĄ ļæÉĻ╗śĻ░Ć Ļ░ÉņåīĒ¢łļŗż. ļśÉĒĢ£, ļÅÖņØ╝ņĪ░Ļ▒┤ņŚÉņä£ IMCņØś ņä▒ņן ņåŹļÅäļŖö Sn-35%Bi-1%Ag-0.5%NiĻ░Ć Sn-35%Bi-1%AgņŚÉ ļ╣äĒĢ┤ ņĢĮ 36.4 % Ļ░ÉņåīĒ¢łņ£╝ļ®░, 200ŌäāņŚÉņä£ 5ļČä ņ£Āņ¦ĆĒĢ£ Ļ▓ĮņÜ░ņŚÉļŖö ņĢĮ 17.9 % Ļ░ÉņåīĒ¢łņØīņØä ļ│┤Ļ│ĀĒĢśņśĆļŗż. ņĢäņÜĖļ¤¼, ņĀæĒĢ® ņś©ļÅä ļ░Å ņĀæĒĢ® ņś©ļÅäņŚÉņä£ņØś ņ£Āņ¦Ć ņŗ£Ļ░ä ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ CuņÖĆņØś Ļ│äļ®┤ņŚÉņä£ IMCņØś ļæÉĻ╗śĻ░Ć ņ”ØĻ░ĆĒĢ©ņØä ļ│┤Ļ│ĀĒĢśņśĆļŗż.
Shin ļō▒27) ņØĆ Sn58Bi ņåöļŹö ĒÄśņØ┤ņŖżĒŖĖņÖĆ ENIG Ēæ£ļ®┤ ņ▓śļ”¼ļÉ£ ĻĖ░ĒīÉ ņĀæĒĢ®ļČĆņØś ņŗ£ĒÜ©ņŗ£Ļ░äņŚÉ ļö░ļźĖ Ļ│äļ®┤ņØś IMC ņä▒ņן ļ░Å ņĀæĒĢ® Ļ░ĢļÅäņŚÉ Ļ┤ĆĒĢśņŚ¼ ļ│┤Ļ│ĀĒĢśņśĆļŗż. ņØ┤ļōżņØĆ Cu ņĖĄ ņ£äņŚÉ ENIGļĪ£ Ni-P ņĖĄņØä 5 ŃÄø, Au ņĖĄņØä 0.15 ŃÄø ļ¼┤ņĀäĒĢ┤ ļÅäĻĖłĒĢśņŚ¼, ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ ņĖĄ ļæÉĻ╗śļź╝ 125ŌäāņØś ņś©ļÅäņŚÉņä£ ļō▒ņś© ņŗ£ĒÜ© ņŚ┤ņ▓śļ”¼ ņŗ£Ļ░äņŚÉ ļö░ļØ╝ ņĖĪņĀĢĒĢśņśĆļŗż (Fig. 2 ņ░ĖņĪ░). ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ (IMC) ņĖĄņØś ļæÉĻ╗śļŖö ņŚ┤ņ▓śļ”¼ ņĀäņŚÉļŖö ņĢĮ 1.8 ŃÄøļź╝ ļéśĒāĆļé┤ņŚłņ£╝ļ®░ ņŚ┤ņ▓śļ”¼ ņŗ£Ļ░äņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņĀÉņ░© ņ”ØĻ░ĆĒĢśņŚ¼, 1000 ņŗ£Ļ░ä ļō▒ņś© ņŗ£ĒÜ© ņ▓śļ”¼ ņØ┤ĒøäņŚÉļŖö ņĢĮ 4 ŃÄø ļæÉĻ╗śĻ╣īņ¦Ć ņä▒ņןĒĢśņśĆļŗż.

Ļ│äļ®┤ņŚÉņä£ņØś IMC ļæÉĻ╗ś ņä▒ņןņØĆ ņĢäļל ĻĘĖļ”╝Ļ│╝ Ļ░ÖņØĆ ņŗżĒŚśņŗØ(eq. 2)ņ£╝ļĪ£ ņŻ╝ņ¢┤ņ¦äļŗż.
ļŗ©, XļŖö ņĀäņ▓┤ IMC ļæÉĻ╗ś, X0ļŖö ņ┤łĻĖ░ IMC ļæÉĻ╗ś, tļŖö ņŗ£Ļ░ä, DļŖö IMC ņĖĄņØś ĒÖĢņé░ Ļ│äņłśņØ┤ļŗż.
Y.Kim ļō▒28)ņØĆ Sn58Bi ņåöļŹöņØś ĻĖ░ĒīÉņĖĪ Cu Ēī©ļō£ņØś Ēæ£ļ®┤ņ▓śļ”¼ņŚÉ ļö░ļźĖ IMC ĒśĢņāü ļ│ĆĒÖöņŚÉ ļīĆĒĢ┤ ļ│┤Ļ│ĀĒĢśņśĆļŗż. Fig. 3ņØĆ 85Ōäā/85RH% ņĪ░Ļ▒┤ņŚÉņä£ 1000ņŗ£Ļ░äĻ╣īņ¦Ć ņŗ£ĒÜ©ņ▓śļ”¼ (aging)ĒĢ£ Ēøä, ņåöļŹöļź╝ ļ¬©ļæÉ ņŚÉņ╣ŁĒĢ┤ ņĀ£Ļ▒░ĒĢśĻ│Ā Cu Ēī©ļō£ļČĆņĖĪ ņĀæĒĢ® Ļ│äļ®┤ņØä ņ£äņŚÉņä£ ļé┤ļĀżļŗżļ│Ė ĒśĢņāüņØ┤ļŗż. OSP (organic solder preservative) Ēæ£ļ®┤ņ▓śļ”¼ņØś Ļ▓ĮņÜ░ ĻĄ¼ņāüņØś ļ»Ėļ”Įņ×ÉņāüņØś Cu-Sn IMC (Cu6Sn5)Ļ░Ć ĒśĢņä▒ļÉśņŚłņ£╝ļ®░, 1000ņŗ£Ļ░ä ņŗ£ĒÜ© ĒøäņŚÉļÅä ĻĄ¼ņāüņØś Cu6Sn5 ļ»Ėļ”Įņ×ÉņØś Ēü¼ĻĖ░ļŖö Ēü░ ļ│ĆĒÖöĻ░Ć Ļ┤Ćņ░░ļÉśņ¦Ć ņĢŖņĢśļŗż. ļ░śļ®┤ ENEPIG ņ▓śļ”¼ņØś Ļ▓ĮņÜ░ ņĀæĒĢ® ņ┤łĻĖ░ņŚÉ ņĪ░ļīĆĒĢ£ ļ¦ēļīĆņāüņØś Ni3Sn4 IMCĻ░Ć ĒśĢņä▒ļÉśņŚłņ£╝ļ®░, 1000ņŗ£Ļ░ä ņŗ£ĒÜ© ĒøäņŚÉļŖö (Ni,Pd)3(Sn,Bi)4 IMCļĪ£ ļ¦ēļīĆņāüņØ┤ ņĢĮĻ░ä ļŹö ņä▒ņןļÉśĻ│Ā, Ēæ£ļ®┤ņŚÉ ļ»ĖņäĖĒĢ£ ņÜöņ▓ĀņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. ENIG ņ▓śļ”¼ņØś Ļ▓ĮņÜ░ ļŗżĻ░üĒśĢņāüņØś Ni3Sn4 IMC Ļ░Ć ĒśĢņä▒ļÉśņŚłņ£╝ļ®░, 85ŌäāņŚÉņä£ 1000ņŗ£Ļ░ä ņŗ£ĒÜ© ĒøäņŚÉļŖö (Au,Ni)(Sn,Bi)4 IMCĻ░Ć ņĢĮĻ░ä ņä▒ņןļÉśņŚłņØīņØä ļ│┤Ļ│ĀĒĢśņśĆļŗż.

5. ĻĖ░Ļ│äņĀü Ļ░ĢļÅä
Mokhtari ļō▒22)ņØĆ 0.5wt% Ni ļ░Å 0.5wt% In ņ▓©Ļ░ĆļĪ£ Sn-58%Bi ņåöļŹö ņĀæĒĢ®ļČĆņØś ņĀäļŗ© Ļ░ĢļÅäļź╝ ņ”ØĻ░Ćņŗ£Ēé¼ ņłś ņ׳ņØīņØä ļ│┤Ļ│ĀĒĢśņśĆļŗż. ļśÉĒĢ£ ņØ┤ļōżņØś ņŚ░ĻĄ¼Ļ▓░Ļ│╝ņŚÉ ļö░ļź┤ļ®┤ 0.5wt% NiņØä ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░, Ni3Sn4 IMCņØś ņåöļŹö ļé┤ ĒśĢņä▒ņ£╝ļĪ£ ņØĖĒĢ┤ Sn-58%Bi ņŚ░ņŗĀņ£©ņØ┤ Ļ░ÉņåīĒĢśņśĆļŗż. ļ░śļ®┤ 0.5wt% InņØä ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░, ļöżĒöīņØ┤ Ļ┤Ćņ░░ļÉśļŖö ņŚ░ņä▒ Ēīīļ®┤ņØä ļéśĒāĆļāäņØä ļ│┤Ļ│ĀĒĢśņśĆļŗż. ĒŖ╣Ē׳ InņØä ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ Ļ░Ćņן Ēü░ ņŚ░ņŗĀņ£©ņØä ļéśĒāĆļé┤ņŚłļŗż.
ņØ┤ļōżņØĆ ņŗ£ĒÜ©ļÉ£ Sn58Bi ņåöļŹö ņĀæĒĢ®ļČĆņØś ĒīīĻ┤┤ļŖö IMCļź╝ ļö░ļØ╝ ņØ╝ņ¢┤ļéśļŖö Ļ▓āņØä Ļ┤Ćņ░░ĒĢśņśĆņ£╝ļ®░ 0.5In ļ░Å 0.5NiņØä ņ▓©Ļ░ĆĒĢ£ Sn58Bi ņåöļŹö ņĀæĒĢ®ļČĆņØś ĒīīĻ┤┤ļŖö ņåöļŹö/Cu Ļ│äļ®┤ IMCņØś ņä▒ņן ņ¢ĄņĀ£ļĪ£ ņåöļŹö ļé┤ļČĆ ĒīīĻ┤┤ļź╝ ņØ╝ņ£╝Ēé┤ņØä ĒÖĢņØĖĒĢśņśĆļŗż. ļśÉĒĢ£ ZnņØä ņ▓©Ļ░ĆĒĢśļ®┤ ņāłļĪ£ņÜ┤ CuZn2ņāüņØä ĒśĢņä▒ĒĢśĻ│Ā Ni ņĮöĒīģ Ēāäņåī ļéśļģĖ ĒŖ£ļĖīļĪ£ ļ│┤Ļ░ĢĒĢśļ®┤ ņØĖņןĻ░ĢļÅäņÖĆ ņŚ░ņä▒ņØ┤ Ē¢źņāüļÉśļŖö ļō▒ ļ»ĖņäĖĒĢ£ ļéśļģĖņ×ģņ×ÉĻ░Ć ņāü(phase) ļ░Å ĻĖłņåŹĒÖöĒĢ®ļ¼╝ ļ»ĖņäĖĒÖöņŚÉ ņśüĒ¢źņØä ņŻ╝ļ®░, ņØ┤ļĪ£ ņØĖĒĢ┤ ņåöļŹöņØś ņŚ┤ņĀü┬ĘĻĖ░Ļ│äņĀü ĒŖ╣ņä▒, ļ»ĖņäĖĻ▓ĮļÅä, Ēü¼ļ”¼Ēöä ņĀĆĒĢŁņä▒ ļō▒ņØ┤ Ē¢źņāüļÉ©ņØ┤ ļ│┤Ļ│ĀļÉśņŚłļŗż30,31).
Wang ļō▒18)ņØĆ Sn-38%Bi-1.5Sb-0.7Ag ļ▓īĒü¼ ņåöļŹöĻ░Ć Sn58Bi ņåöļŹöņŚÉ ļ╣äĒĢ┤ ļŹö ļåÆņØĆ Ļ░ĢļÅäļź╝ Ļ░Ćņ¦Ćļ®░, ņŚ░ņŗĀņ£©ņØĆ ņ£Āņé¼ĒĢ©ņØä ļ│┤Ļ│ĀĒĢśņśĆļŗż ļśÉĒĢ£, ņåöļŹö ļ│╝ ņĀäļŗ© ņŗ£ĒŚśņØä ĒåĄĒĢ┤ Sn-38Bi-1.5Sb-0.7Ag ņåöļŹöĻ░Ć Sn58Bi ņåöļŹöņŚÉ ļ╣äĒĢ┤ 125ŌäāņŚÉņä£ 40ņØ╝Ļ╣īņ¦Ć ļō▒ņś© ņŗ£ĒÜ© Ēøä ļŹö ļåÆņØĆ ņĀäļŗ© Ļ░ĢļÅäļź╝ Ļ░Ćņ¦ÉņØä ĒÖĢņØĖĒĢśņśĆļŗż.
Shimokawa ļō▒29)ņØĆ Sn-57wt%Bi-1wt%Ag ņåöļŹöņØś Ļ│Āņś© Ļ░ĢļÅäļź╝ ĒÅēĻ░ĆĒĢśņśĆļŖöļŹ░, 100Ōäā ņØ┤ĒĢśņØś ņś©ļÅäņŚÉņä£ Sn57Bi1AgļŖö Sn37PbņŚÉ ļ╣äĒĢ┤ ļ¦żņÜ░ ņÜ░ņłśĒĢ£ Ēü¼ļ”Į Ļ░ĢļÅäļź╝ ļéśĒāĆļé┤ņŚłļŗż. ļśÉĒĢ£ 0~90Ōäā ļ▓öņ£äņŚÉņä£ 1000 ņŚ┤ņé¼ņØ┤Ēü┤ ĒŖ╣ņä▒ ņŗ£ĒŚś Ļ▓░Ļ│╝, Sn37PbņŚÉ ļ╣äĒĢśņŚ¼ ļ░£ņāØĒĢ£ ĻĘĀņŚ┤ ĻĖĖņØ┤Ļ░Ć ļŹö ņ¦¦ņĢśļŗż.
L. Shen ļō▒24)ņØĆ Cu ļ░Å Ni ļéśļģĖ ņ×ģņ×Éļź╝ ņ▓©Ļ░ĆĒĢśņŚ¼ ļéśļģĖ ņ×ģņ×É ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ Sn58Bi ņØś Ēü¼ļ”Į ņĀĆĒĢŁņä▒ņØ┤ ņ”ØĻ░ĆĒĢ©ņØä ĒÖĢņØĖĒĢśņśĆņ£╝ļ®░, ņŗżĒŚś Ļ▓░Ļ│╝ 3wt% CuņÖĆ 1wt% NiņØ┤ Sn58Bi ņåöļŹöņØś Ēü¼ļ”Į ņĀĆĒĢŁņä▒ņØä Ļ░Ćņן Ēü¼Ļ▓ī ņ”ØĻ░Ćņŗ£ĒéżļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀĒĢśņśĆļŗż.
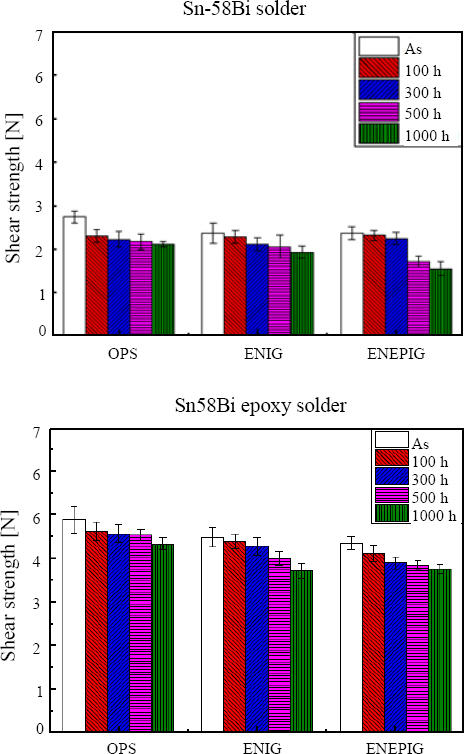
ĒĢ£ĒÄĖ, K.Kim ļō▒32)ņØĆ SAC305, Sn58Bi, Sn58Bi epoxy solder 3ņóģļźśņØś ņåöļŹöņŚÉ ļö░ļźĖ ņĀäļŗ©ļĀźņØä ļ│┤Ļ│ĀĒĢśņśĆļŗż (Fig. 4 ņ░ĖņĪ░). Fig. 4ņŚÉņä£ ņĢī ņłś ņ׳ļō»ņØ┤ SAC305, Sn58%Bi ĻĘĖļ”¼Ļ│Ā ņŚÉĒÅŁņŗ£ Sn58BiņåöļŹöņØś ņĀäļŗ©ļĀźņØĆ Ļ░üĻ░ü 2.15N, 2.73N ļ░Å 4.88NņØś Ļ░ÆņØä Ļ░ĆņĪīļŗż. ņØ┤ļĢī ņŚÉĒÅŁņŗ£ Sn58Bi ņåöļŹöņØś ņĀäļŗ©ļĀźņØ┤ ļ¦żņÜ░ ļåÆņØĆ Ļ▓āņØĆ ņåöļŹö ņŻ╝ņ£äņŚÉ ĒśĢņä▒ļÉ£ ņŚÉĒÅŁņŗ£ ĒĢäļĀøņØ┤ ņåöļŹö ļ│╝ņØä ņ¦Ćņ¦ĆĒĢ┤ņŻ╝ĻĖ░ ļĢīļ¼ĖņØ┤ļØ╝Ļ│Ā ļ│┤Ļ│ĀĒĢśņśĆļŗż. ņØ┤ļōżņØĆ SAC305, Sn58Bi, ņŚÉĒÅŁņŗ£ Sn58Bi ņåöļŹöņŚÉ ļīĆĒĢ┤ ļéÖĒĢś ņŗ£ĒŚśņØä ņŗżņŗ£ĒĢśņśĆļŖöļŹ░ ĻĘĖ Ļ▓░Ļ│╝ SAC305, Sn58Bi, ņŚÉĒÅŁņŗ£ Sn58BiņØś ļéÖĒĢśņČ®Ļ▓®ĒܤņłśļŖö Ļ░üĻ░ü 95ĒÜī, 3ĒÜī, 185ĒÜīņØś Ļ░ÆņØä Ļ░ĆņĪīļŗż. ļö░ļØ╝ņä£ ļéÖĒĢśņČ®Ļ▓®ĒܤņłśļŖö ņĀäļŗ© ĒīīĻ┤┤ņŚÉļäłņ¦Ć Ļ▓ĮĒ¢źĻ│╝ ņØ╝ņ╣śĒĢ©ņØä ļ░ØĒśöļŗż. ņŚÉĒÅŁņŗ£ Ļ░ĢĒÖö ņåöļŹöļź╝ ņé¼ņÜ®ĒĢ£ OSP ņ▓śļ”¼ ĻĖ░ĒīÉņØ┤ ENIGņÖĆ ENEPIG ņ▓śļ”¼ ĻĖ░ĒīÉņŚÉ ļ╣äĒĢ┤ ĒīīĻ┤┤ ņŗ£Ļ╣īņ¦Ć Ļ░Ćņן ļ¦ÄņØĆ ļéÖĒĢś Ēܤņłśļź╝ ĻĖ░ļĪØĒĢśņśĆļŗż. ļśÉĒĢ£, Y.Kim ļō▒28)ņØĆ SAC305, Sn58Bi, ņŚÉĒÅŁņŗ£ Sn58Bi ņåöļŹöņŚÉ ļīĆĒĢ┤ ĻĖ░ĒīÉņØś Cu Ēī©ļō£ Ēæ£ļ®┤ņ▓śļ”¼ ļ░Å 85ŌäāņŚÉņä£ ņŗ£ĒÜ©ņŗ£Ļ░äņŚÉ ļö░ļźĖ ņĀäļŗ©ņŗ£ĒŚśņØä ņŗżņŗ£ĒĢśņśĆļŗż (Fig. 5 ņ░ĖņĪ░). ņØ┤ļōżņŚÉ ņØśĒĢśļ®┤ Sn58Bi, ņŚÉĒÅŁņŗ£ Sn58Bi ņåöļŹö ļ¬©ļæÉ ņĀäļŗ©Ļ░ĢļÅäļŖö OSP > ENIG ŌēÆ ENEPIG ņł£ņä£ļĪ£ Ļ░ÉņåīļÉśņŚłļŗż.
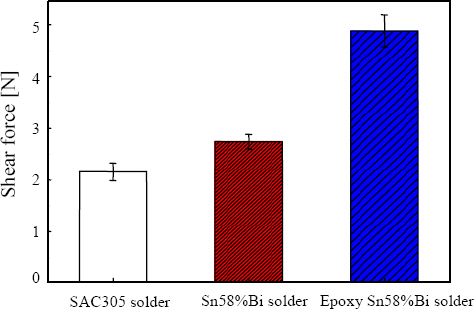
Fig.┬Ā5
Shear strength of Sn58%Bi and Sn-58%Bi epoxy solder with various surface finishes and aging time28)
6. Ļ▓░ ļĪĀ
ņĄ£ĻĘ╝ ņĀäņ×ÉļČĆĒÆłņØś ĒöīļĀēņä£ļĖö ĻĖ░ĒīÉņØś ņ”ØĻ░Ć ļ░Å ļīĆĒśĢĒÖöļĪ£ ņØĖĒĢ£ ņŚ┤ļ│ĆĒśĢ ļ░®ņ¦Ćļź╝ ņ£äĒĢśņŚ¼ ņĀĆņś© ņåöļŹöņŚÉ ļīĆĒĢ£ ņÜöĻĄ¼Ļ░Ć ļåÆņĢäņ¦Ćļ®┤ņä£ ņĀĆņś© ņåöļŹöņØś ļīĆĒæ£Ļ▓®ņØĖ Sn58BiĻ│äņØś Ļ░ĢļÅä, ņ£ĄņĀÉ, ņŚ░ņä▒ Ļ░£ņäĀ ļō▒ņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ĒÖ£ļ░£ĒĢśļŗż. ņĄ£ĻĘ╝ņØś ņŚ░ĻĄ¼ Ļ▓░Ļ│╝ļź╝ ņĀĢļ”¼ĒĢ┤ļ│┤ļ®┤ Ēśäņ×¼ļŖö Sn58BiņŚÉ In ļ░Å Ag ņ▓©Ļ░Ćļź╝ ĒåĄĒĢśņŚ¼ Sn58BiņØś ņ£ĄņĀÉ Ļ░ĢĒĢś ĒÜ©Ļ│╝ļź╝ Ļ▒░ļæÉĻ│Ā ņ׳ļŗż. ĻĖ░ņĪ┤ Sn58Bi ļ¼┤ņŚ░ ņåöļŹöņŚÉņä£ ņĪ░ļīĆĒĢ£ BiļĪ£ ņØĖĒĢ┤ ļ░£ņāØĒĢśļŖö ļŗ©ņĀÉņØĖ ņĘ©ņä▒ņØä Ļ░£ņäĀĒĢśĻ│Ā ņŚ░ņä▒ ļ░Å ņØĖņä▒ņØä Ē¢źņāüņŗ£ņ╝£ ņĘ©ņä▒ ĒīīĻ┤┤ ļ░£ņāØņØä ņ¢ĄņĀ£ĒĢśĻ│Ā ņ׳ņ£╝ļ®░, ņØ┤ņÖĖņŚÉļÅä Cu, Ni ļō▒ ļŗżņ¢æĒĢ£ ņøÉņåīļź╝ ņåīļ¤ē ņ▓©Ļ░ĆĒĢśņŚ¼ Bi ļ░Å ╬▓-Sn ņāüņØä ļ»ĖņäĖĒÖöĒĢśļŖö ņŚ░ĻĄ¼ļōżņØ┤ Ļ│äņåŹĒĢ┤ņä£ ļ░£Ēæ£ļÉśĻ│Ā ņ׳ļŗż. ļśÉĒĢ£ ņØ┤ļōż ņ▓©Ļ░Ć ņøÉņåīļōżņØĆ ņĀæĒĢ® Ļ│äļ®┤ņØś ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ (IMC) ņä▒ņןņØä ņ¢ĄņĀ£ĒĢśņŚ¼ ņĘ©ņä▒ņØĖ IMCļź╝ ļö░ļØ╝ ĒīīĻ┤┤ļÉśļŖö ņĀĢļÅäļź╝ ņżäņØ┤Ļ│Ā, ņŚ░ņä▒ņØĖ ņåöļŹöļź╝ ĒåĄĒĢ┤ ĒīīĻ┤┤ļÉśļŖö Ļ▓ĮĒ¢źņØä ņ”ØĻ░Ćņŗ£ĒéżļŖö ļ░öļ×īņ¦üĒĢ£ ĒśäņāüņØä ņ£ĀļÅäĒĢ£ļŗż. ņĢäņÜĖļ¤¼, ĻĖ░ĒīÉ Ēæ£ļ®┤ņØś Ēæ£ļ®┤ņ▓śļ”¼ņŚÉ ļö░ļźĖ IMC ĒśĢņāü ļ│ĆĒÖöļÅä ņŚ░ĻĄ¼ļÉśĻ│Ā ņ׳ļŖöļŹ░ OSP ļ░Å ENIGĻ░Ć ENEPIGļ│┤ļŗż ņÜ░ņłśĒĢ£ Ļ▓░Ļ│╝ļź╝ ļ│┤ņØ┤Ļ│Ā ņ׳ļŗż. ļśÉĒĢ£ ņŚÉĒÅŁņŗ£ Ļ░ĢĒÖö Sn58Bi ņåöļŹöļź╝ ņé¼ņÜ®ĒĢ©ņ£╝ļĪ£ņŹ© ņĀäļŗ©Ļ░ĢļÅä ļ░Å ļéÖĒĢśĻ░ĢļÅäļź╝ ņ”ØĻ░Ćņŗ£Ēé¼ ņłś ņ׳ļŗżļŖö ņŚ░ĻĄ¼ Ļ▓░Ļ│╝ļÅä ņ׳ļŗż. ņØ┤ņ▓śļ¤╝ Sn58Bi ņåöļŹöņŚÉ ļīĆĒĢ£ ļŗżņ¢æĒĢ£ Ļ░£ņäĀ ļģĖļĀźņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā ņĢäņ¦üļÅä ļŹö Ēü░ ņŚ░ņä▒Ļ│╝ ņØĖņä▒, ļéÖĒĢś, Ē£© ĒŖ╣ņä▒ ļō▒ņØ┤ ņÜöĻĄ¼ļÉśĻ│Ā ņ׳ņ¢┤, ņĢ×ņ£╝ļĪ£ļÅä Sn-Bi ņĀĆņś© ņåöļŹöņŚÉ ļīĆĒĢ£ ņ¦ĆņåŹņĀüņØĖ ņŚ░ĻĄ¼Ļ░Ć ĒĢäņÜöĒĢśļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



