


1. Introduction
2. Materials and experimental methods
2.1 Materials
Table┬Ā1
2.2 Experimental methods

3. Results and discussion
3.1 Mechanical properties of resistance spot welds
Table┬Ā3
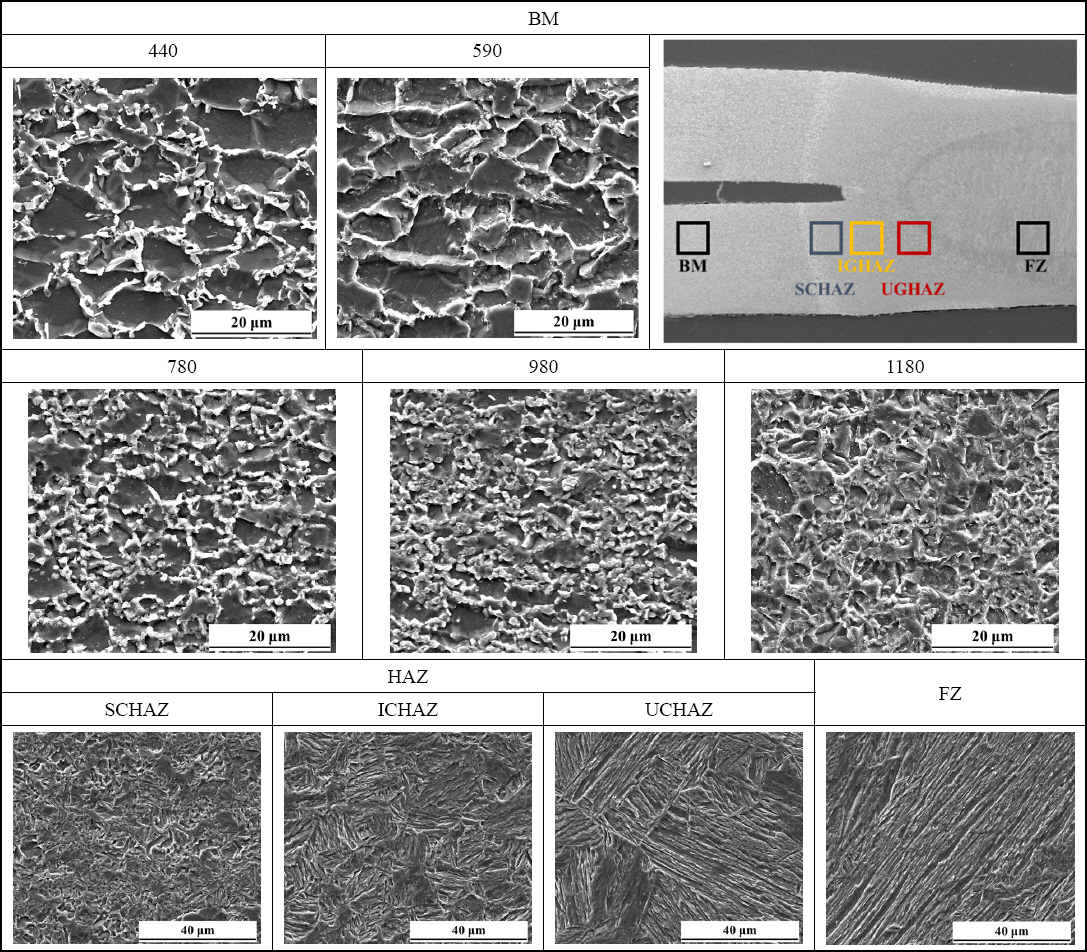
3.2 Microstructure characteristics of resistance spot welds
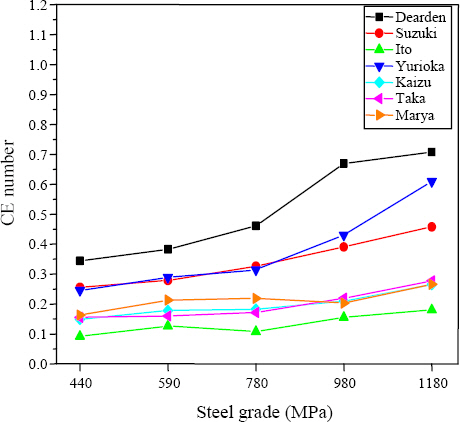
3.3 Hardness prediction using carbon equivalent (CE) equations
Table┬Ā4
| Steel grade (MPa) | 440 | 590 | 780 | 980 | 1180 |
|---|---|---|---|---|---|
| Calculated strength (MPa) | 471.2 | 636.7 | 791.3 | 978.5 | 1185.9 |
| Relative error (%) | 7.08 | 7.92 | 1.45 | 0.15 | 0.50 |
Fig.┬Ā7
Table┬Ā5
Table┬Ā6
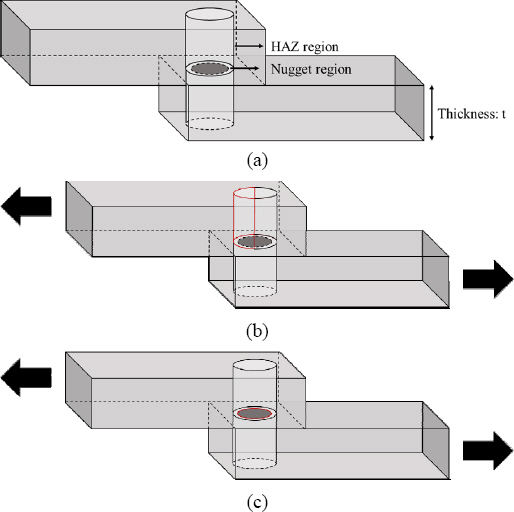
3.4 Failure mode prediction
Fig.┬Ā8
Table┬Ā7
4. Conclusion
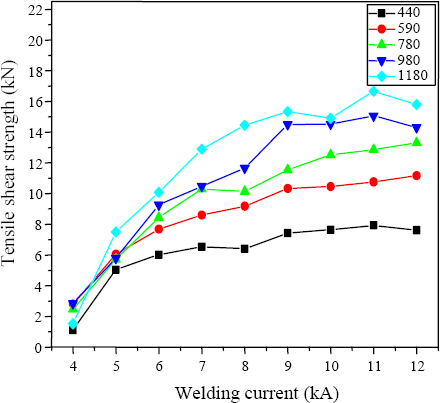
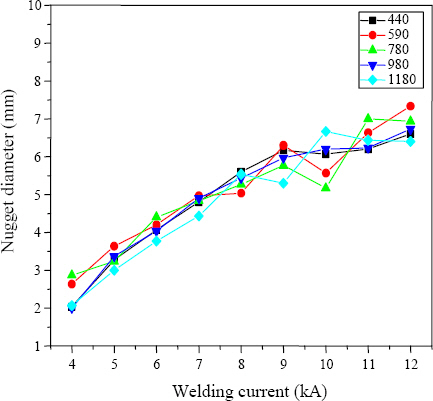
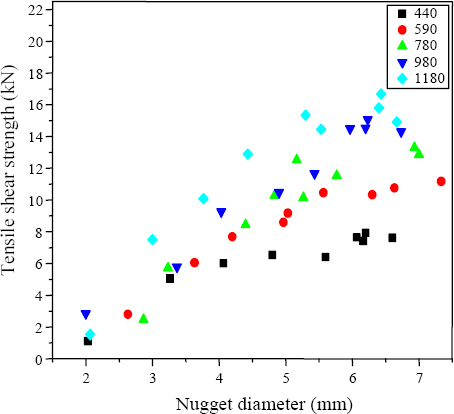
1) As the welding current increased, the tensile shear strength increased and eventually approached a steady value beyond a certain current value. Similar to tensile strength, the nugget diameter also increased and leveled off with increasing welding current. Based on these findings, it was confirmed that the nugget diameter has a significant effect on the strength of spot welds.
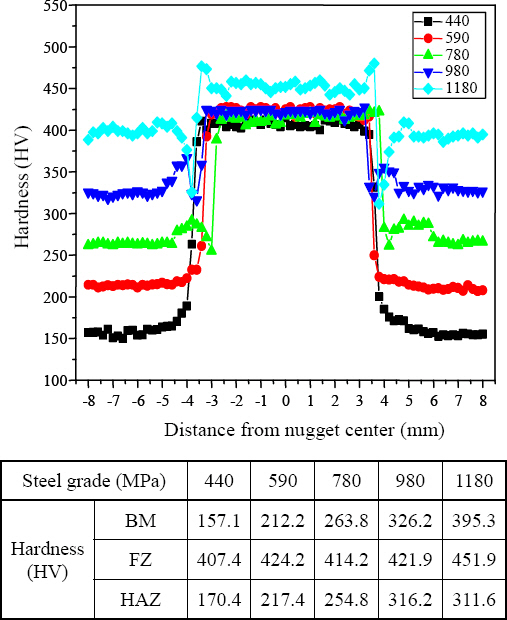
2) Hardness measurement results showed that the hardness of the BM increased in the order of 440, 590, 780, 980, and1180 MPa-grade steel, while that of the FZ was the lowest in the 440 MPa-grade steel, highest in the 1180 MPa-grade steel, and similar across 590, 780, and 980 MPa-grade steels. In addition, HAZ softening occurred in 780, 980, and 1180 MPa-grade steels.
3) Various CE equations were used to calculate the CE of each material. Kaizu and Dearden equations were respectively used to estimate the hardness of the FZ and HAZ. The predicted hardness results were shown to be similar to the experimental values.
4) Using the estimated hardness values, the load occurring at the region surrounding the spot welds during the application of tensile load was calculated for each failure mode. The calculated PPF and PIF were compared to predict the failure mode, and these results were similar to those from actual experiments.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



