


1. ņä£ ļĪĀ
ļīĆĒśĢņÜöĒŖĖņØś Ļ│ĀĒÆłņ¦ł ļÅäņןņ×æņŚģņØĆ ļÅäņן ņĀäņ▓śļ”¼ļČĆĒä░ ņŗ£ņ×æĒĢśļ®░, ņØ┤ ņĀäņ▓śļ”¼ ņ×æņŚģņØ┤ ļÅäņן ĒÆłņ¦łņØä ņóīņÜ░ĒĢ£ļŗżĻ│Ā ĒĢĀ ņłś ņ׳ļŗż. ļö░ļØ╝ņä£ ļÅäņןņ×æņŚģņØś Ļ┤Ćļ”¼ļÅä ņĀäņ▓śļ”¼ņØś Ļ┤Ćļ”¼ļČĆĒä░ ņŗ£ņ×æļÉśļ®░, ņØ┤Ļ▓āņØĆ ļÅäņן Ļ┤Ćļ”¼ņŚÉņä£ Ļ░Ćņן ņżæņÜöĒĢ£ ņÜöņåī ņżæ ĒĢśļéśņØ┤ļŗż. ļśÉĒĢ£ ņĄ£ĻĘ╝ ļÅäļŻīņØś ļ╣ĀļźĖ ņ¦äļ│┤ņŚÉ ļö░ļØ╝ ĻĘĖ ņä▒ņāüļÅä ļ│Ąņ×ĪĒĢ┤ņĀĖ ņ×ÉņŚ░ĒÖśĻ▓Į ĒĢśņŚÉņä£ ļÅäņןĒĢśļŖö Ļ▓āļ¦īņ£╝ļĪ£ļŖö ņČ®ļČäĒĢ£ ļÅäļŻīņØś ņä▒ļŖźņØä ļ░£Ē£śļÉśņ¦Ć ņĢŖļŖö Ļ▓ĮņÜ░ļÅä ņ׳ļŗż. ļö░ļØ╝ņä£ ļÅäņןņ×æņŚģņØĆ ĒĢ┤ļŗ╣ ļÅäļŻīņŚÉ ņĀüĒĢ®ĒĢ£ ņóģĒĢ®ņĀüņØĖ Ļ│äĒÜŹĻ│╝ ņĀüĒĢ®ĒĢ£ ĒÖśĻ▓Į ĒĢśņŚÉņä£ ņłśĒ¢ēļÉśņ¦Ć ņĢŖņ£╝ļ®┤ ņĢł ļÉ£ļŗż. ļŹöļČłņ¢┤ ļÅäņןņ×æņŚģņØ┤ ņÖäļŻīļÉ£ ņĄ£ņóģ ļÅäļ¦ēņØĆ ņÜöĒŖĖ ņÜ┤ĒĢŁĻĖ░Ļ░ä ļÅÖņĢł ĻĘĖ ņāüĒā£ļź╝ ņ£Āņ¦ĆĒĢĀ ņłś ņ׳ļÅäļĪØ ņĀüņĀłĒĢ£ ļé┤ĻĄ¼ņä▒ ņŚŁņŗ£ ĒĢäņÜöĒĢśļŗż. ĒŖ╣Ē׳, ĒöäļĪ£ĒÄĀļ¤¼ņÖĆ ĻĘ╝ņĀæĒĢ£ ņäĀļ»ĖļČĆļéś ļ╣ĀļźĖ ņ£ĀņåŹļ│ĆĒÖöĻ░Ć ļ░£ņāØĒĢśļŖö ņäĀņĀĆļČĆņØś Ļ▓ĮņÜ░, Ļ│ĀņåŹ ņ£Āņ▓┤ņØś ĒØÉļ”äĻ│╝ ĻĖēĻ▓®ĒĢ£ ņĢĢļĀźļ│ĆļÅÖņŚÉ ņØśĒĢ£ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ ĒśäņāüņØ┤ ļ░£ņāØĒĢĀ ņłś ņ׳ļŗż. ņØ┤ļŖö ņāüļīĆņĀüņ£╝ļĪ£ ņ£Āņ▓┤Ļ░Ć Ļ│ĀņåŹņ£╝ļĪ£ ĒØÉļź┤Ļ│Ā ņ׳ļŖö ĻĖ░ĻĖ░ Ēæ£ļ®┤ņŚÉņä£ļŖö ņ£Āņ▓┤ ņĢĢļĀźņØ┤ ņĀĆĒĢśĒĢśĻ▓ī ļÉśĻ│Ā ĻĘĖ ņĢĢļĀźņØ┤ ĒżĒÖöņłśņ”ØĻĖ░ņĢĢ ļ│┤ļŗż ļŹö ļé«ņĢäņ¦Ćļ®┤ ņ║Éļ╣äĒģīņØ┤ņģś ĻĖ░Ēż(cavity)Ļ░Ć ļ░£ņāØĒĢśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ņØ┤ļĢī ņāØņä▒ļÉ£ ĻĖ░ĒżļŖö ļČĢĻ┤┤ ņŗ£ ņČ®Ļ▓®Ēīī(shock wave)ņÖĆ ļ¦łņØ┤Ēü¼ļĪ£ ņĀ£ĒŖĖ(micro-jet)ļź╝ ļ░£ņāØņŗ£ņ╝£ ņäĀņ▓┤ Ēæ£ļ®┤ņØś ļÅäļ¦ēņØä Ļ│ĄĻ▓®ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ļīĆĒśĢņÜöĒŖĖ ņäĀņ▓┤ Ēæ£ļ®┤ņŚÉ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ ņåÉņāüņØ┤ ļ░£ņāØĒĢśĻ▓ī ļÉ£ļŗż. Ļ▓īļŗżĻ░Ć ļīĆĒśĢņÜöĒŖĖņØś Ļ▓ĮņÜ░ ļ╣ĀļźĖ ņäĀņåŹņ£╝ļĪ£ ņØĖĒĢ┤ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ ĒśäņāüĻ│╝ ĒĢ©Ļ╗ś ĒĢ┤ņłś ņåŹņŚÉ ĒżĒĢ©ļÉ£ ņŚ╝ņåīņØ┤ņś©ņŚÉ ņØśĒĢ£ ļČĆņŗØņåÉņāüņØ┤ ļÅÖļ░śļÉśĻĖ░ ļĢīļ¼ĖņŚÉ ņäĀņ▓┤ ņåÉņāüņØĆ ļ│┤ļŗż Ļ░ĆņåŹĒÖöļÉĀ ņłś ņ׳ļŗż. ļö░ļØ╝ņä£ ļīĆĒśĢņÜöĒŖĖ ņäĀņ▓┤ ļÅäņןņØś ļé┤ĻĄ¼ņä▒Ļ│╝ ļ░ĆņĀæĒĢśĻ▓ī Ļ┤ĆļĀ©ļÉśļŖö Ļ░ü ļÅäņןņ×æņŚģ ļŗ©Ļ│äļ│ä Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ ļ░Å ļČĆņ░®ļĀźņØś ņĄ£ņĀüĒÖö ņŚ░ĻĄ¼Ļ░Ć ĒĢäņÜöĒĢśļ®░, ņĄ£ņóģ ļÅäļ¦ēņŚÉ ļīĆĒĢ£ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ ĒŖ╣ņä▒ ņŚ░ĻĄ¼ļÅä ĒĢäņÜöĒĢśļŗż. ļ©╝ņĀĆ, ļÅäņןņ×æņŚģ Ļ│ĄņĀĢņØś ņĄ£ņĀüĒÖöļź╝ ņ£äĒĢ£ Ļ┤ĆļĀ© ĻĖ░ņĪ┤ ļ¼ĖĒŚīņØä ļČäņäØĒĢ┤ ļ│┤ļ®┤, Yoon ļō▒1)ņØĆ ņĢīļŻ©ļ»ĖļŖä ĒīÉņ×¼ņŚÉ ļīĆĒĢśņŚ¼ ļŗżņ¢æĒĢ£ ņāīļö® ņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ Ēæ£ļ®┤ņĪ░ļÅäņÖĆ ļÅäņן ĒŖ╣ņä▒ņØä ņĪ░ņé¼ĒĢśĻĖ░ ņ£äĒĢ┤ ļÅäļŻī ņóģļźśņÖĆ ņ×æņŚģņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ ļÅäļ¦ē ļæÉĻ╗ś ļ░Å Ēæ£ļ®┤ņĪ░ļÅäļź╝ ļČäņäØĒĢśĻ│Ā, ņŖżĒü¼ļלņ╣ś ņŗ£ĒŚśņØä ĒåĄĒĢ£ ļÅäņןņä▒Ļ│╝ ļČĆņ░®ļĀźņØä ņĪ░ņé¼ĒĢśņśĆļŗż. ĻĘĖ Ļ▓░Ļ│╝, ņĢīļŻ©ļ»ĖļŖä ĒīÉņ×¼ņŚÉ ļīĆĒĢśņŚ¼ ņāīļō£ĒÄśņØ┤ĒŹ╝ Ļ░ÆņØ┤ ņ╗żņĀĖ Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░Ļ░Ć ņ×æņĢäņ¦łņłśļĪØ ņ×äĻ│ä ņŖżĒü¼ļלņ╣ś ĒĢśņżæ Ļ░ÆļÅä ļåÆņĢäņĀĖ ļ░Ģļ”¼Ļ░Ć ņל ļ░£ņāØĒĢśņ¦Ć ņĢŖņĢśņ£╝ļ®░, ņāīļō£ĒÄśņØ┤ĒŹ╝ļź╝ ņł£ņ░©ņĀüņ£╝ļĪ£ ņé¼ņÜ®ĒĢśĻ│Ā ņĄ£ņóģņĀüņ£╝ļĪ£ #400ņ£╝ļĪ£ ļ¦łļ¼┤ļ”¼ĒĢĀ ļĢī Ļ░Ćņן ņÜ░ņłśĒĢ£ ļÅäņןņä▒ņØä ļéśĒāĆļéĖļŗżĻ│Ā ļ│┤Ļ│ĀĒĢśņśĆļŗż. ĒĢ£ĒÄĖ BhalamuruganĻ│╝ Prabhu2)ņØĆ Taguchi ņŗżĒŚśĻ│äĒÜŹļ▓ĢĻ│╝ GRA(Gray Relational Analysis)ļź╝ ĒÖ£ņÜ®ĒĢśņŚ¼ ļÅäņןņØś ļæÉĻ╗ś, Ēæ£ļ®┤ ņĪ░ļÅä ĻĘĖļ”¼Ļ│Ā ļČĆņ░®ļĀźņØä ļ¬©ļæÉ Ļ│ĀļĀżĒĢ£ ņĄ£ņĀüņØś ļÅäņןņ×æņŚģ ņĪ░Ļ▒┤ņØä ĻĘ£ļ¬ģĒĢ£ ļ░ö ņ׳ļŗż. ļŗżņØīņ£╝ļĪ£ ļÅäņןņØś ļé┤ņ╣©ņŗØņä▒ņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼ņé¼ļĪĆņØś Ļ▓ĮņÜ░ Correa ļō▒3)ņØĆ ņŚÉĒÅŁņŗ£Ļ│ä ļ│ĄĒĢ® ļÅäņןņŚÉ ļīĆĒĢśņŚ¼ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØņŗżĒŚśņØä ņŗżņŗ£ĒĢ£ Ļ▓░Ļ│╝ ļÅäļ¦ēņØś ĻĖ░Ļ│Ą(pores), ļÅäļ¦ēĻ│╝ ļÅäļ¦ēņŚÉ ĒżĒĢ©ļÉ£ ļ│┤Ļ░Ģņ×¼ņØś Ļ▓ĮĻ│äļ®┤(matrix-reinforcement interfaces) ĻĘĖļ”¼Ļ│Ā Ēü¼ļ×Ö(cracks) Ļ▓░ĒĢ©ņŚÉņä£ ņ║Éļ╣äĒģīņØ┤ņģś ĻĖ░Ēż ĒĢĄ(nu- cleation)ņØ┤ ļ░£ņāØĒĢśļŖö ņśüņŚŁņ£╝ļĪ£ ļ│┤Ļ│ĀĒĢśņśĆļŗż. ĒĢ£ĒÄĖ Chi ļō▒4)ņØĆ ņäĀļ░ĢņŚÉ ņŻ╝ļĪ£ ņĀüņÜ®ļÉśĻ│Ā ņ׳ļŖö 5 ņóģļźśņØś ļÅäļŻī(epoxy clear coat, commercial epoxy coating, glass-flake- reinforced epoxy coating, polyurethane coating ĻĘĖļ”¼Ļ│Ā silicone coating)ņŚÉ ļīĆĒĢśņŚ¼ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ ņĀĆĒĢŁņä▒ņØä ņāüĒśĖ ļ╣äĻĄÉĒĢśņśĆļŗż. ĻĘĖ Ļ▓░Ļ│╝, urethaneĻ│╝ silicone coatingņØ┤ ņ£Āļ”¼ ņĀäņØ┤ ņś©ļÅäĻ░Ć ņāüļīĆņĀüņ£╝ļĪ£ ļé«Ļ│Ā ņś©ļÅäņŚÉ ļīĆĒĢ£ ĻĖ░Ļ│äņĀü ņĢłņĀĢņØ┤ ņÜ░ņłśĒĢśņŚ¼ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ ņĀĆĒĢŁņä▒ņØ┤ ņÜ░ņłśĒĢ£ Ļ▓āņ£╝ļĪ£ Ļ▓░ļĪĀņ¦ĆņŚłļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņŗżņ¦łņĀüņ£╝ļĪ£ ļīĆĒśĢņÜöĒŖĖņØś Ļ│Āļé┤ĻĄ¼ņä▒ ļÅäņןņ×æņŚģ Ļ┤Ćļ”¼ļź╝ ņ£äĒĢ┤ Ļ░ü ļÅäņןņ×æņŚģ ļŗ©Ļ│äļ│äļĪ£ ņāīļō£ĒÄśņØ┤ĒŹ╝ ņ×æņŚģņŚÉ ļö░ļźĖ Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ņÖĆ ļÅäņן ļČĆņ░®ļĀźņØä ņāüĒśĖ ļ╣äĻĄÉĒĢśņŚ¼ ļÅäņןņ×æņŚģ ņĄ£ņĀüĒÖö ņŚ░ĻĄ¼ļź╝ ņŗżņŗ£ĒĢśņśĆļŗż. ļŹöļČłņ¢┤ ļÅäļ¦ēņØś ļé┤ĻĄ¼ņä▒ņØä ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢ┤ ņÜ░ļĀłĒāä ļÅäņן ĒܤņłśņŚÉ ļö░ļźĖ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ ņŗżĒŚśņØä ņŗżņŗ£ĒĢśņŚ¼ ĻĘĖ Ēæ£ļ®┤ ņåÉņāü ĒŖ╣ņä▒ņØä ĒīīņĢģ ĒĢśņśĆļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņŗ£ĒŚśĒÄĖņØĆ ļīĆĒśĢņÜöĒŖĖ ņäĀņ▓┤ņ×¼ļŻīņØĖ 5083- H321 ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØä ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, ĻĘĖ ĒÖöĒĢÖņä▒ļČä ņĪ░ņä▒(wt%)ņØĆ Mg 4.48, Si 0.0005, Fe 0.358, Mn 0.542, Cr 0.0652, Cu 0.2086 ĻĘĖļ”¼Ļ│Ā ļéśļ©Ėņ¦ĆļŖö Al ņØ┤ļŗż. ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ļ¬©ņ×¼ļź╝ ĒżĒĢ©ĒĢ£ Ļ░ü ļÅäņן Ļ│ĄņĀĢ ņé¼ņØ┤ļ¦łļŗż ņĀüņĀłĒĢ£ Ēæ£ļ®┤ ņĪ░ļÅäļź╝ ĒśĢņä▒ĒĢśĻĖ░ ņ£äĒĢ┤ ļŗ©Ļ│äņĀüņ£╝ļĪ£ ņāīļō£ĒÄśņØ┤ĒŹ╝ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņŚ░ļ¦łņ×æņŚģ ņŗżņŗ£ Ēøä Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ļź╝ Ļ│äņĖĪĒĢśņśĆļŗż. ĻĘĖļ”¼Ļ│Ā Ļ░ü ļÅäņן Ļ│ĄņĀĢļ¦łļŗż dolly testļź╝ ņŗżņŗ£ĒĢ©ņ£╝ļĪ£ņŹ© Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ņŚÉ ļö░ļźĖ ļČĆņ░®ļĀźņØä ņĀĢļ¤ēĒÖöĒĢśņŚ¼ ņāüĒśĖ ļ╣äĻĄÉĒĢśĻ│Āņ×É ĒĢśņśĆļŗż. ļÅäņןņ×æņŚģņØś Ļ░ü ļŗ©Ļ│äļ│ä ņĄ£ņĀüĒÖö ņŚ░ĻĄ¼ ņ¦äĒ¢ēļ░®ļ▓ĢņØä Table 1ņŚÉ ņĀ£ņŗ£ĒĢśņśĆņ£╝ļ®░, ļÅäļŻīļŖö wash primer(R70001 ņøīņŗ£ĒöäļØ╝ņØ┤ļ©Ė, Ļ░Ģļé© ņĀ£ņŗ£ņŖżņĮö), primer (ņŖłĒŹ╝ĒÅŁņŗ£ 130(HS), ņé╝ĒÖöĒÄśņØĖĒŖĖ), ĒŹ╝Ēŗ░(MPR-2000, ņäĖĒÆŹ ĒÅ┤ļ”¼ļ©Ė), ņä£ĒÄśņØ┤ņä£(ņŖżĒö╝ĒöäļØ╝ņä£ĒÄś 5400, ņé╝ĒÖöĒÄśņØĖĒŖĖ) ĻĘĖļ”¼Ļ│Ā ņÜ░ļĀłĒāä(Awlcraft 2000, AWLGRIP)ņØä ņé¼ņÜ®ĒĢśņŚ¼ Ļ░ü ļÅäļŻī ņé¼ņ¢æņä£ņŚÉ ļö░ļØ╝ ļÅäņןņ×æņŚģņØä ņŗżņŗ£ĒĢśņśĆļŗż. Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ ņĖĪņĀĢĻĖ░ļŖö KOSAKAņé¼ņØś SE-600 ļ¬©ļŹĖņØä ĒÖ£ņÜ®ĒĢśņŚ¼ JIS94 ĻĄŁņĀ£ĻĘ£ņĀĢņŚÉ ļö░ļØ╝ 6Ļ░£ņåī Ļ│äņĖĪ Ēøä ĻĘĖ ĒÅēĻĘĀĻ░ÆĻ│╝ Ēæ£ņżĆĒÄĖņ░©ļź╝ ņé░ņČ£ĒĢśņśĆļŗż. ļČĆņ░®ļĀźņØĆ ELCOMETERņé¼ņØś F506-20D ļ¬©ļŹĖņØä ĒÖ£ņÜ®ĒĢśņŚ¼ 10ĒÜī Ļ│äņĖĪĒĢśĻ│Ā ĻĘĖ ĒÅēĻĘĀĻ░ÆĻ│╝ Ēæ£ņżĆĒÄĖņ░©ļź╝ ņé░ņČ£ĒĢśņśĆļŗż. ļÅäļ¦ē ļæÉĻ╗ś ņĖĪņĀĢņØĆ EL- COMETERņé¼ņØś ELCOMETER A456C ļ¬©ļŹĖņØś ļÅäļ¦ē ļæÉĻ╗ś ņĖĪņĀĢĻĖ░ļź╝ ĒÖ£ņÜ®ĒĢśņŚ¼ ļÅäņן Ēæ£ļ®┤ ņĀäļ░śņŚÉ Ļ▒Ėņ│É 10Ļ░£ņåīļź╝ Ļ│äņĖĪĒĢśņŚ¼ ĻĘĖ ĒÅēĻĘĀĻ░ÆĻ│╝ Ēæ£ņżĆĒÄĖņ░©ļź╝ ņé░ņČ£ĒĢśņśĆļŗż. ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØņŗżĒŚśņØĆ ņÜ░ļĀłĒāä ļÅäņן ĒܤņłśņŚÉ ļö░ļØ╝ ņżĆļ╣äļÉ£ ņŗ£ĒŚśĒÄĖņŚÉ ļīĆĒĢśņŚ¼ ņ▓£ņŚ░ĒĢ┤ņłś ĒÖśĻ▓Į ĒĢśņŚÉņä£ modified ASTM G32 ĻĘ£ņĀĢņŚÉ ņżĆĒĢśņŚ¼ ņŗżņŗ£ĒĢśņśĆļŗż5). ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØņŗżĒŚśņØĆ ņĢĢņĀä(piezo electric) ĒÜ©Ļ│╝ļź╝ ņØ┤ņÜ®ĒĢ£ ņ¦äļÅÖļ░£ņāØ ņןņ╣śļź╝ ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, ļīĆĒ¢źĒśĢ ņ¦äļÅÖļ▓Ģņ£╝ļĪ£ ņŗżĒŚśņØä ņŗżņŗ£ĒĢśņśĆļŗż. 60 Hz, 220 VņØś ņĀäļĀźņØä ņĀäņ×ÉĒÜīļĪ£ļź╝ Ļ▒░ņ│É 20 kHzņØś ņĀĢĻ▓®ņ¦äļÅÖ ņČ£ļĀźņØä ļ░£ņāØņŗ£ņ╝£ ņ¦äļÅÖņ×ÉņŚÉ Ļ│ĄĻĖēĒĢśļŖö ņŚŁĒĢĀņØä ĒĢśļ®░, ņĀĢņ¦äĒÅŁ ņ×ÉļÅÖņĀ£ņ¢┤ ļ░®ņŗØņ£╝ļĪ£ ņ¦äĒÅŁņØĆ 50 ╬╝mļĪ£ ņØ╝ņĀĢĒĢśĻ▓ī ņ£Āņ¦ĆĒĢśņśĆļŗż. ņĢĢņĀäņåīņ×ÉņŚÉ ņØśĒĢ£ ņ¦äļÅÖļ░£ņāØņØĆ ņøÉņČö Ēś╝(horn)ņŚÉ ņĀäĻĖ░ņĀüņØĖ ĻĄÉļźśļź╝ ņØĖĻ░ĆĒĢ©ņ£╝ļĪ£ņŹ© ņČĢ ļ░®Ē¢źņ£╝ļĪ£ ņ¦äļÅÖņØä ļ░£ņāØņŗ£ņ╝£ ņ║Éļ╣äĒŗ░(cavity)ļź╝ ņāØņä▒ņŗ£Ēé©ļŗż. ņŗ£ĒŚśĒÄĖņØĆ ņ¦äļÅÖņ×ÉņØś Ēś╝ņŚÉ ļīĆĒ¢źĒĢśļÅäļĪØ Ļ▒░ņ╣śļīĆņŚÉ Ļ│ĀņĀĢĒĢśĻ│Ā 1 mmņØś Ļ░äĻ▓®ņØä ņØ╝ņĀĢĒĢśĻ▓ī ņ£Āņ¦ĆĒĢśļÅäļĪØ ĒĢśņśĆļŗż. ņś©ļÅäņŚÉ ļö░ļźĖ ļČĆņŗØņåÉņāü ņśüĒ¢źņØä ņĄ£ņåīĒÖöĒĢśĻĖ░ ņ£äĒĢ┤ ņ║Éļ╣äĒģīņØ┤ņģś ņŗżĒŚś ņżæ 1L ņÜ®ļ¤ēņØś ņ▓£ņŚ░ĒĢ┤ņłśņØś ņś©ļÅäļź╝ 25┬░CļĪ£ ņØ╝ņĀĢĒĢśĻ▓ī ņ£Āņ¦ĆĒĢśņśĆļŗż. ļ¼┤Ļ▓ī Ļ░Éņåīļ¤ē ļČäņäØņØĆ ņŗ£ĒŚśĒÄĖņØä ņŗżĒŚśņŗ£ņ×æ ņĀäĻ│╝ ņóģļŻī Ēøä ņ┤łņØīĒīī ņäĖņ▓ÖĻĖ░ļĪ£ ņäĖņ▓ÖĒĢśņŚ¼ Ļ▒┤ņĪ░ĻĖ░ņŚÉņä£ 24ņŗ£Ļ░ä ļÅÖņĢł Ļ▒┤ņĪ░ņŗ£Ēé© ļÆż ļ¼┤Ļ▓īļź╝ ņĖĪņĀĢĒĢśņŚ¼ ļČäņäØĒĢśņśĆļŗż.
Table┬Ā1
Experimental method according to painting step
3. ņŗżĒŚś Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 ļÅäņןņ×æņŚģ Ļ│ĄņĀĢņØś ņĄ£ņĀüĒÖö
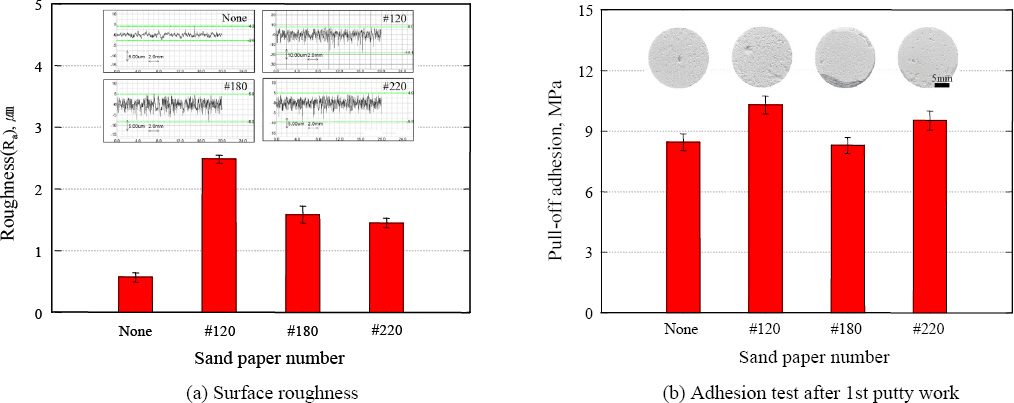
ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł Ēæ£ļ®┤ņŚÉ ļČĆņŗØņØ┤ ņ¦äĒ¢ēļÉĀ ņłś ņ׳ļŖö ņØ┤ļ¼╝ņ¦łņØ┤ ļČĆņ░®ļÉ£ ņāüĒā£ņŚÉņä£ ļÅäņןņ×æņŚģņØä ņŗżņŗ£ĒĢśļ®┤ ļČĆĒö╝Ļ░Ć Ēü░ ļČĆņŗØ ņāØņä▒ļ¼╝ņØ┤ ĒśĢņä▒ļÉśņ¢┤ ļČĆĒÆĆņØī, ĻĘĀņŚ┤, ļ▓ŚĻ▓©ņ¦É ļō▒ņØś ļÅäņן Ļ▓░ĒĢ©ņØä ņ£Āļ░£ņŗ£Ēé¼ ņłś ņ׳ļŗż. ļśÉĒĢ£ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ļ¬©ņ×¼ņØś Ēæ£ļ®┤ņØ┤ ļäłļ¼┤ ļ¦żļüłĒĢśļ®┤ ļÅäļ¦ēņØś ļČĆņ░®ņä▒ņØ┤ ņĀĆĒĢśĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņØ┤ļ¼╝ņ¦łņØś ņĀ£Ļ▒░ņÖĆ ņĀüņĀłĒĢ£ Ēæ£ļ®┤ ņĪ░ļÅä ĒśĢņä▒ņØä ņ£äĒĢ£ ļ¬®ņĀüņ£╝ļĪ£ ņāīļō£ĒÄśņØ┤ĒŹ╝ļéś ņāīļō£ ļĖöļØ╝ņŖżĒŖĖ ņ▓śļ”¼Ļ░Ć ņØ╝ļ░śņĀüņ£╝ļĪ£ ņØ┤ņÜ®ļÉśĻ│Ā ņ׳ļŗż. ĒĢ£ĒÄĖ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł Ēæ£ļ®┤ņØä ĒÖöĒĢÖņĀüņ£╝ļĪ£ ņ▓śļ”¼ĒĢ┤ ļČĆņŗØ ņāØņä▒ļ¼╝ņØä ņĀ£Ļ▒░ĒĢśĻ│Ā ļ░®ņŗØĒÜ©Ļ│╝Ļ░Ć ņ׳ļŖö Ēö╝ļ¦ēņØä ļ¦īļōżņ¢┤ ļČĆņ░®ņä▒ņØä ņóŗĻ▓ī ĒĢśļŖö ļ░®ļ▓ĢļÅä ņØ┤ņÜ®ļÉśĻ│Ā ņ׳ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Table 1ņŚÉņä£ņÖĆ Ļ░ÖņØ┤ ņāīļō£ĒÄśņØ┤ĒŹ╝ņÖĆ ĒÖöĒĢÖņ▓śļ”¼(wash primer) ņł£ņ£╝ļĪ£ 2ļŗ©Ļ│äņŚÉ Ļ▒Ėņ│É ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł Ēæ£ļ®┤ņŚÉ ļīĆĒĢ£ ņĄ£ņĀüņØś ņĀäņ▓śļ”¼ ņĪ░Ļ▒┤ņØä Ļ▓░ņĀĢĒĢśĻ│Āņ×É ĒĢśņśĆļŗż. Fig. 1(a) ļŖö ņāīļō£ĒÄśņØ┤ĒŹ╝ ņ×æņŚģņŚÉ ļö░ļźĖ Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ļź╝ Ļ│äņĖĪĒĢśņŚ¼ ĻĘĖ ĒÅēĻĘĀĻ░ÆĻ│╝ Ēæ£ņżĆĒÄĖņ░©ļź╝ ņāüĒśĖ ļ╣äĻĄÉĒĢ£ ļ¦ēļīĆĻĘĖļלĒöäņØ┤ļŗż. ņāīļō£ĒÄśņØ┤ĒŹ╝ ļ▓łĒśĖĻ░Ć #40, #80, #120, #220ņ£╝ļĪ£ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ĒÅēĻĘĀ Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ļŖö 2.45 ╬╝m, 1.93 ╬╝m, 1.3 ╬╝m, 1.1 ╬╝mļĪ£ ņĀÉņ¦äņĀüņ£╝ļĪ£ Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØä ļéśĒāĆļāłļŗż. ĒŖ╣Ē׳, ņāīļō£ĒÄśņØ┤ĒŹ╝ #40ņØś Ļ▓ĮņÜ░ 2.45 ╬╝mņØś Ļ░Ćņן Ēü░ Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ļź╝ ļéśĒāĆļé╝ ļ┐Éļ¦ī ņĢäļŗłļØ╝ ĻĘĖ Ēæ£ņżĆĒÄĖņ░©Ļ░Ć ņĢĮ 0.2 ╬╝mļĪ£ Ļ░Ćņן Ēü¼Ļ▓ī ļéśĒāĆļéś Ēæ£ļ®┤ņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ ļČłĻĘĀņØ╝ĒĢ£ Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż. ņØ┤ļĀćĻ▓ī ņżĆļ╣äļÉ£ ņŗ£ĒŚśĒÄĖņŚÉ ļīĆĒĢśņŚ¼ primer ļÅäņן Ēøä dolly testļź╝ ņŗżņŗ£ĒĢśņŚ¼ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ņŚÉ ļö░ļźĖ ļČĆņ░®ļĀźņØä Fig. 1(b) ņŚÉ ņāüĒśĖ ļ╣äĻĄÉĒĢśņśĆļŗż. ļČĆņ░®ļĀźņØĆ ņāīļō£ĒÄśņØ┤ĒŹ╝ #220 < #40 < #120 < #80 ņł£ņ£╝ļĪ£ Ēü¼Ļ▓ī ļéśĒāĆļé¼ņ£╝ļ®░, ĻĘĖ ĒÅēĻĘĀĻ░ÆņØĆ Ļ░üĻ░ü 8.5 MPa, 9.8 MPa, 10.4 MPa, 11.0 MPaļĪ£ Ļ│äņĖĪļÉśņŚłļŗż. Fig. 1(a) ņØś Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ņÖĆ ļ╣äĻĄÉĒĢ┤ļ│╝ ļĢī ņāīļō£ĒÄśņØ┤ĒŹ╝ #40ņØä ņĀ£ņÖĖĒĢśĻ│ĀļŖö Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░Ļ░Ć Ēü┤ņłśļĪØ ļČĆņ░®ļĀź ņŚŁņŗ£ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ĒÖĢņØĖļÉśņŚłļŗż. ļö░ļØ╝ņä£ ņāīļō£ĒÄśņØ┤ĒŹ╝ #40Ļ│╝ Ļ░ÖņØ┤ ņØ╝ņĀĢ ņØ┤ņāüņØś ļČłĻĘĀņØ╝ĒĢ£ Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ļŖö ņśżĒ׳ļĀż ļČĆņ░®ļĀźņØ┤ Ļ░ÉņåīĒĢśļŖö ņÜöņØĖņ£╝ļĪ£ ņ×æņÜ®ĒĢĀ ņłś ņ׳ņØīņØä ņĢī ņłś ņ׳ļŗż. ĻĘĖļלņä£ Fig. 1(b) ņØś Ļ░ü ļ¦ēļīĆĻĘĖļלĒöä ņāüļŗ©ņŚÉ ļéśĒāĆļéĖ dolly test Ēøä dollyņØś ņĀæņ░® Ēæ£ļ®┤ņØä Ļ┤Ćņ░░ĒĢ┤ ļ│┤ļ®┤ ņāīļō£ĒÄśņØ┤ĒŹ╝ #40ņØś Ļ▓ĮņÜ░ ņŗ£ĒŚśĒÄĖņŚÉņä£ Ēāłļ”¼ļÉ£ primerĻ░Ć dollyņŚÉ ļČĆņ░®ļÉśņ¢┤ ņ¢┤ļæÉņÜ┤ ņāēņ£╝ļĪ£ ļéśĒāĆļé¼ņ£╝ļ®░, primerĻ░Ć ļČĆņ░®ļÉśņ¦Ć ņĢŖņØĆ dolly ļ│ĖļלņØś ļ░ØņØĆ ĒÜīņāē ļČĆļČäņØĆ ļŗżļźĖ ņŗ£ĒŚśĒÄĖļōżņŚÉ ļ╣äĒĢ┤ ĻĘĖ ļ®┤ņĀüņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ Ēü¼Ļ▓ī ĒÖĢņØĖļÉśņŚłļŗż. ņØ┤ļŖö ļäłļ¼┤ Ēü░ Ēæ£ļ®┤ ņĪ░ļÅä(ņŖżĒü¼ļלņ╣ś)ļŖö primerņØś ņÖäņĀäĒĢ£ ņ╣©Ēł¼ļź╝ ļ░®ĒĢ┤ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņśżĒ׳ļĀż ļČĆņ░® ļ®┤ņĀüņØ┤ Ļ░ÉņåīĒĢśņŚ¼ ļČĆņ░®ļĀźņØä Ļ░Éņåīņŗ£ĒéżļŖö Ļ▓░Ļ│╝ļź╝ ņ┤łļלĒĢ£ Ļ▓āņ£╝ļĪ£ ņŚ¼Ļ▓©ņ¦äļŗż. ĒĢ£ĒÄĖ ņāīļō£ĒÄśņØ┤ĒŹ╝ #80ņØś Ļ▓ĮņÜ░ņŚÉļŖö ļ╣äļĪØ ĒÅēĻĘĀ ļČĆņ░®ļĀźņØ┤ Ļ░Ćņן Ēü¼Ļ▓ī Ļ│äņĖĪļÉśņŚłļŗżĻ│ĀļŖö ĒĢśļéś ĻĘĖ Ēæ£ņżĆĒÄĖņ░©Ļ░Ć ņĢĮ 2.16 MPaļĪ£ ņŚŁņŗ£ Ļ░Ćņן Ēü¼Ļ▓ī ļéśĒāĆļé¼ĻĖ░ ļĢīļ¼ĖņŚÉ ņĄ£ņĀü ņĪ░Ļ▒┤ņ£╝ļĪ£ ĒīÉņĀĢĒĢśĻĖ░ņŚÉļŖö ļ¼┤ļ”¼Ļ░Ć ņ׳ļŗż. ĻĘĖļלņä£ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł Ēæ£ļ®┤ņŚÉ ļīĆĒĢśņŚ¼ ņāīļō£ĒÄśņØ┤ĒŹ╝ #80ņØś ņÜ░ņłśĒĢ£ ļČĆņ░®ļĀźņØä ņ£Āņ¦ĆĒĢśļ®┤ņä£ ĻĘĖ Ēæ£ņżĆĒÄĖņ░©ļź╝ ņżäņØ┤ĻĖ░ ņ£äĒĢ┤ ņāīļō£ĒÄśņØ┤ĒŹ╝ #80 Ēøä wash primer(WP)ļź╝ ņĀüņÜ®ĒĢśĻ│Ā primer ļÅäņןņØä ņŗżņŗ£ĒĢśņśĆļŗż. ĻĘĖ Ļ▓░Ļ│╝, Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ļŖö ĒÄśņØ┤ĒŹ╝ #80 ņ×æņŚģ Ēøä WP ņĀüņÜ® ņŗ£ ņŚÉņ╣ŁĒÜ©Ļ│╝ņŚÉ ņØśĒĢ┤ Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ļŖö 2.55 ╬╝mļĪ£ ņāīļō£ĒÄśņØ┤ĒŹ╝ #80(1.9 ╬╝m)ņŚÉ ļ╣äĒĢ┤ ņĢĮ 75% ņĀĢļÅäļĪ£ Ēü¼Ļ▓ī ņ”ØĻ░ĆĒĢśņśĆļŗż(Fig. 1(a) ). ņØ┤ Ļ│äņĖĪ Ļ░ÆņØĆ ņāīļō£ĒÄśņØ┤ĒŹ╝ #40ņØś Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ļ│┤ļŗżļÅä Ēü¼ĻĖ░ ļĢīļ¼ĖņŚÉ ļ│Ė ņŗżĒŚś ļ│Ćņłś ņżæņŚÉņä£ Ļ░Ćņן Ēü░ Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ Ļ░ÆņØä ļéśĒāĆļéĖ ļÅÖņŗ£ņŚÉ ĻĘĖ Ēæ£ņżĆĒÄĖņ░©ļŖö ņāüļīĆņĀüņ£╝ļĪ£ ņ×æĻ▓ī Ļ│äņĖĪļÉśņ¢┤ ļČĆņ░®ļĀź ņä▒ļŖźņŚÉ ĻĖŹņĀĢņĀüņØĖ ĒÜ©Ļ│╝ļĪ£ ņ×æņÜ®ĒĢĀ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ĒĢĀ ņłś ņ׳ļŗż. ļČĆņ░®ļĀźņØĆ ņāīļō£ĒÄśņØ┤ĒŹ╝ #80 ņ×æņŚģ Ēøä WPļź╝ ņĀüņÜ®ĒĢ£ Ļ▓ĮņÜ░ ņāīļō£ĒÄśņØ┤ĒŹ╝ #80ļ¦ī ņŗżņŗ£ĒĢ£ ņŗ£ĒŚśĒÄĖĻ│╝ Ļ▒░ņØś ņ£Āņé¼ĒĢśĻ▓ī ļéśĒāĆļé¼ņ£╝ļéś ĻĘĖ Ēæ£ņżĆĒÄĖņ░©ļŖö WP ņĀüņÜ® ņŗ£ 1/4ļ░░ ņĀĢļÅäļĪ£ Ļ░Éņåī(2.2 ╬╝m ŌåÆ 0.5 ╬╝m)ĒĢśņśĆĻĖ░ ļĢīļ¼ĖņŚÉ ļČĆņ░®ļĀźņØ┤ Ēü¼Ļ▓ī Ē¢źņāüļÉśņŚłņØīņØä ņĢī ņłś ņ׳ļŗż(Fig. 1(b) ). Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ļ¬©ņ×¼ņŚÉ ļīĆĒĢ£ ņāīļō£ĒÄśņØ┤ĒŹ╝ ņ×æņŚģņØĆ ņāīļō£ĒÄśņØ┤ĒŹ╝ #80 + WP + primerļĪ£ ņĄ£ņĀüĒÖöĒĢĀ ņłś ņ׳ņŚłļŗż.

ņÜöĒŖĖņØś Ļ│ĀĒÆłņ¦ł Ēæ£ļ®┤ņ▓śļ”¼ ļŗ©Ļ│äļŖö ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ņäĀņ▓┤ņØś primer ņ×æņŚģ Ēøä ĒÄśņ¢┤ļ¦ü ņ×æņŚģņØä ņ£äĒĢ£ ĒŹ╝Ēŗ░ņ×æņŚģņ£╝ļĪ£ ņ¦äĒ¢ēļÉ£ļŗż. ĒÄśņ¢┤ļ¦üņØĆ ļŗ©ņł£Ē׳ Ļ▓░ĒĢ© ļČĆņ£äļź╝ ņČ®ņ¦äĒĢśļŖö ļ¬®ņĀüļ┐Éļ¦ī ņĢäļŗłļØ╝ Ēæ£ļ®┤ņŚÉ ņāłļĪ£ņÜ┤ ņäĀĻ│╝ ĒśĢņāüņØä ļ¦īļō£ļŖö ņ×æņŚģņØä ļ¦ÉĒĢ£ļŗż. ļö░ļØ╝ņä£ Ļ│Āļé┤ĻĄ¼ņä▒ Ēæ£ļ®┤ņ▓śļ”¼ļź╝ ņ£äĒĢ┤ņä£ļŖö primerņÖĆ ĒŹ╝Ēŗ░ ņé¼ņØ┤ņØś ļČĆņ░®ļĀź ņŚŁņŗ£ ņżæņÜöĒĢ£ ņÜöņåīņØ┤ļ»ĆļĪ£ primerņØś Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ņŚÉ ļö░ļźĖ ļČĆņ░®ļĀź ņŚŁņŗ£ ņŚ░ĻĄ¼Ļ░Ć ņ¦äĒ¢ēļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż. ņĢ×ņä£ ĻĘ£ļ¬ģļÉ£ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ļ¬©ņ×¼ņØś ņāīļō£ĒÄśņØ┤ĒŹ╝ ņ×æņŚģ ņĄ£ņĀüĒÖö ņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ primer ļÅäņןĻ╣īņ¦Ć ņŗ£Ļ│ĄļÉ£ ņŗ£ĒŚśĒÄĖņŚÉ ļīĆĒĢśņŚ¼ ņāīļō£ĒÄśņØ┤ĒŹ╝ #120, #180, #220 ņ×æņŚģ Ēøä Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ļź╝ Ļ│äņĖĪĒĢśņŚ¼ ĻĘĖ ĒÅēĻĘĀĻ░ÆĻ│╝ Ēæ£ņżĆĒÄĖņ░©ļź╝ Fig. 2(a) ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ļŖö None < #220 < #180 < #120 ņł£ņ£╝ļĪ£ Ēü¼Ļ▓ī ļéśĒāĆļé¼ņ£╝ļ®░, ĻĘĖ ĒÅēĻĘĀĻ░ÆņØĆ Ļ░üĻ░ü 0.56 ╬╝m, 1.45 ╬╝m, 1.58 ╬╝m, 2.48 ╬╝mļĪ£ Ļ│äņĖĪļÉśņŚłļŗż. ņāīļō£ĒÄśņØ┤ĒŹ╝ ņ×æņŚģņØä ņŗżņŗ£ĒĢśņ¦Ć ņĢŖņØĆ ņŚ░ļ¦ł ņĀä(None)ņØĆ ņāīļō£ĒÄśņØ┤ĒŹ╝ ņ×æņŚģņØä ņŗ£Ē¢ēĒĢ£ ņŗ£ĒŚśĒÄĖ ļīĆļ╣ä ņ×æņØĆ Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ļź╝ ļéśĒāĆļāłļŗż. ĒŖ╣Ē׳, Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░Ļ░Ć Ļ░Ćņן Ēü░ ņāīļō£ĒÄśņØ┤ĒŹ╝ #120ņŚÉ ļ╣äĒĢśņŚ¼ ļ¼┤ļĀż ņĢĮ 5ļ░░ ņĀĢļÅä ņ×æĻ▓ī ļéśĒāĆļé¼ņ£╝ļ®░, ņāüļīĆņĀüņ£╝ļĪ£ ņ×æņØĆ ņāīļō£ĒÄśņØ┤ĒŹ╝ #180Ļ│╝ #220ņŚÉ ļ╣äĒĢ┤ņä£ļÅä ņĢĮ 3ļ░░ ņĀĢļÅä ņ×æņØĆ Ļ░ÆņØä ļéśĒāĆļāłļŗż. ļö░ļØ╝ņä£ ņØ╝ļ░śņĀüņ£╝ļĪ£ Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░Ļ░Ć Ēü┤ņłśļĪØ ļČĆņ░®ļĀźņØ┤ ņ”ØĻ░ĆĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ NoneņŚÉ ļ╣äĒĢ┤ ņāīļō£ĒÄśņØ┤ĒŹ╝ ņ×æņŚģņØä ņŗ£Ē¢ēĒĢ£ ņŗ£ĒŚśĒÄĖļōżņØś ļČĆņ░®ļĀźņØ┤ Ēø©ņö¼ ļŹö Ēü┤ Ļ▓āņ£╝ļĪ£ ņśłņāüĒĢĀ ņłś ņ׳ļŗż. Fig. 2(b) ļŖö primer ļÅäļ¦ēņŚÉ ļīĆĒĢśņŚ¼ ņāīļō£ĒÄśņØ┤ĒŹ╝ ņ×æņŚģņØä ņŗżņŗ£ĒĢśĻ│Ā ĒŹ╝Ēŗ░ 1ĒÜī ļÅäņן Ēøä dolly testļĪ£ ļČĆņ░®ļĀźņØä Ļ│äņĖĪĒĢśņŚ¼ ņāüĒśĖ ļ╣äĻĄÉĒĢ£ ļ¦ēļīĆĻĘĖļלĒöäņØ┤ļŗż. ņĢ×ņäĀ Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ ļČäņäØ Ļ▓░Ļ│╝ņÖĆ ļŗ¼ļ”¼ NoneĻ│╝ ņāīļō£ĒÄśņØ┤ĒŹ╝ ņ×æņŚģĒĢ£ ņŗ£ĒŚśĒÄĖļōżĻ│╝ņØś ļČĆņ░®ļĀź ņ░©ņØ┤ļŖö Ļ▒░ņØś ņŚåņŚłļŗż. ĒŖ╣Ē׳, Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░Ļ░Ć ņāüļīĆņĀüņ£╝ļĪ£ Ēü¼Ļ▓ī ņ×æņĢśļŹś NoneņØś Ļ▓ĮņÜ░ ļČĆņ░®ļĀźņØ┤ ņśżĒ׳ļĀż ņāīļō£ĒÄśņØ┤ĒŹ╝ #180 ņ×æņŚģļ│┤ļŗż ļŹö Ēü¼Ļ▓ī Ļ│äņĖĪļÉśņŚłļŗż. ĻĘĖļ”¼Ļ│Ā NoneņØä ĒżĒĢ©ĒĢ£ ļ¬©ļōĀ ņŗ£ĒŚśĒÄĖņØś ļČĆņ░®ļĀź Ēü¼ĻĖ░ļŖö 8.3- 9.9 MPaņØś ļ▓öņ£ä ļé┤ļĪ£ ĻĘĖ ņ░©ņØ┤Ļ░Ć Ēü¼Ļ▓ī ļéśĒāĆļéśņ¦Ć ņĢŖņĢśļŗż. ļö░ļØ╝ņä£ primer ļÅäļ¦ēĻ│╝ ĒŹ╝Ēŗ░ ņé¼ņØ┤ņØś ļČĆņ░®ļĀźņØĆ primer ļÅäļ¦ēņØś Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ņŚÉ Ēü¼Ļ▓ī ņśüĒ¢źņØä ļ░øņ¦Ć ņĢŖļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļśÉĒĢ£ Ļ░ü ļ¦ēļīĆĻĘĖļלĒöä ņāüļŗ©ļČĆņŚÉ ļéśĒāĆļéĖ dolly test Ēøä dollyņØś ņĀæņ░® Ēæ£ļ®┤ņØä Ļ┤Ćņ░░ĒĢ£ Ļ▓░Ļ│╝, primer ļÅäļ¦ēĻ│╝ ĒŹ╝Ēŗ░ ņé¼ņØ┤ņŚÉņä£ ļ░Ģļ”¼ļÉśņ¢┤ ļ¬©ļōĀ dollyņØś ņĀæņ░® Ēæ£ļ®┤ņØ┤ ĒŹ╝Ēŗ░ņØś ļ░ØņØĆ ĒÜīņāēņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłĻĖ░ ļĢīļ¼ĖņŚÉ dolly testļÅä ņĀüĒĢ®ĒĢśĻ▓ī ņŗżņŗ£ļÉśņŚłļŗż. Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ļÅäņןņ×æņŚģņŚÉ ņ׳ņ¢┤ņä£ ņ×æņŚģ ĒÜ©ņ£©ņä▒Ļ│╝ Ļ▓ĮņĀ£ņĀüņØĖ ņĖĪļ®┤ņØä Ļ│ĀļĀżĒ¢łņØä ļĢī primer ļÅäļ¦ēņØś ņāīļō£ĒÄśņØ┤ĒŹ╝ ņ×æņŚģņØĆ NoneņØä ņĄ£ņĀü ņĪ░Ļ▒┤ņ£╝ļĪ£ Ļ▓░ņĀĢĒĢśņśĆļŗż.
ĒŹ╝Ēŗ░ļŖö ņĢłļŻīļČäņØä 60-70% ĒĢ©ņ£ĀĒĢśĻ│Ā ņ׳ņ¢┤ ļŗżĻ│Ąņ¦ł ļÅäļŻīĻ░Ć ļÉśĻĖ░ ņēĮļŗż. ļŗżĻ│Ąņ¦ł ļÅäļ¦ēņØĆ ļ¼╝ņØś Ēł¼Ļ│╝ņ£©ņØ┤ ļåÆņĢä ņāüļÅäļÅäļ¦ēņØś ĒĢĆĒÖĆ(pinhole)ņØ┤ ļ░£ņāØĒĢĀ ņÜ░ļĀżĻ░Ć ņ׳ņ£╝ļ»ĆļĪ£ ņČ®ļČäĒ׳ Ļ▒┤ņĪ░ņŗ£ņ╝£ņĢ╝ ĒĢ£ļŗż. ņØ┤ļź╝ Ļ│ĀļĀżĒĢśņŚ¼ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ĒŹ╝Ēŗ░ņ×æņŚģņØä 1ņ░©ņÖĆ 2ņ░©ļĪ£ ĻĄ¼ļČäĒĢśņŚ¼ ņČ®ļČäĒĢ£ Ļ▒┤ņĪ░ņŗ£Ļ░äņØä ĒÖĢļ│┤ĒĢśņśĆļŗż. ļö░ļØ╝ņä£ Ļ│Āļé┤ĻĄ¼ņä▒ Ēæ£ļ®┤ņ▓śļ”¼ļź╝ ņ£äĒĢ┤ 1ņ░©ņÖĆ 2ņ░© ĒŹ╝Ēŗ░ ņé¼ņØ┤ņØś ļČĆņ░®ļĀź Ļ▓Ćņ”ØņØ┤ ĒĢäņÜöĒĢśļŗż. ĻĘĖ ņØ╝ĒÖśņ£╝ļĪ£ 1ņ░© ĒŹ╝Ēŗ░ņŚÉ ļīĆĒĢśņŚ¼ ņāīļō£ĒÄśņØ┤ĒŹ╝ #80 ņ×æņŚģ ņŚ¼ļČĆņŚÉ ļö░ļźĖ ļČĆņ░®ļĀź ļ╣äĻĄÉ Ļ▓░Ļ│╝, ĻĘĖ ĒÅēĻĘĀĻ░ÆņØ┤ Ļ░üĻ░ü 9.5┬▒0.8 MPaĻ│╝ 9.9┬▒0.6 MPaļĪ£ Ēæ£ņżĆĒÄĖņ░©Ļ╣īņ¦Ć Ļ│ĀļĀżĒĢ£ļŗżļ®┤ ņ░©ņØ┤Ļ░Ć Ļ▒░ņØś ņŚåļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļö░ļØ╝ņä£ 1ņ░©ņÖĆ 2ņ░© ĒŹ╝Ēŗ░ņ×æņŚģņØĆ Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ņØś ņśüĒ¢źņØä Ļ▒░ņØś ļ░øņ¦Ć ņĢŖļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż. ņØ┤ļŖö 1ņ░©ņÖĆ 2ņ░© ĒŹ╝Ēŗ░Ļ░Ć ļÅÖņØ╝ĒĢ£ ņä▒ļČäņĪ░ņä▒ņØä Ļ░Ćņ¦ĆĻĖ░ ļĢīļ¼ĖņŚÉ ļČĆņ░®ļĀźņØ┤ Ļ▒░ņØś ļÅÖņØ╝ĒĢśĻ▓ī ļéśĒāĆļé£ Ļ▓āņ£╝ļĪ£ ņŚ¼Ļ▓©ņ¦äļŗż. Ļ▓░ĻĄŁ ņ×æņŚģ ĒÜ©ņ£©ņä▒Ļ│╝ Ļ▓ĮņĀ£ņĀüņØĖ ņĖĪļ®┤ņØä Ļ│ĀļĀżĒ¢łņØä ļĢī ĒŹ╝Ēŗ░ņ×æņŚģ ņŚŁņŗ£ ņāīļō£ĒÄśņØ┤ĒŹ╝ ņ×æņŚģņØä ņŗżņŗ£ĒĢśņ¦Ć ņĢŖļŖö Ļ▓āņØ┤ ņĄ£ņĀü ņĪ░Ļ▒┤ņ£╝ļĪ£ ņäĀņĀĢļÉśņŚłļŗż.
ņ¦ĆĻĖłĻ╣īņ¦Ć ĻĘ£ļ¬ģļÉ£ ņĄ£ņĀü ņĪ░Ļ▒┤ņ£╝ļĪ£ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ļ¬©ņ×¼ņŚÉņä£ļČĆĒä░ ĒŹ╝Ēŗ░ņ×æņŚģ(ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ļ¬©ņ×¼ņØś ņāīļō£ĒÄśņØ┤ĒŹ╝ #80 ŌåÆ wash primer ŌåÆ primer ŌåÆ 1ņ░© ĒŹ╝Ēŗ░ ŌåÆ 2ņ░© ĒŹ╝Ēŗ░)Ļ╣īņ¦Ć ļ¦łņ╣£ ņŗ£ĒŚśĒÄĖņŚÉ ļīĆĒĢśņŚ¼ ĒÄśņ¢┤ļ¦ü ņ×æņŚģĻ│╝ ņä£ĒÄśņØ┤ņŗ▒ ņ×æņŚģņØä ĒåĄĒĢ┤ ņĄ£ļīĆĒĢ£ ĒÅēĒÖ£ĒĢ£ Ēæ£ļ®┤ņØä ņĪ░ņä▒ĒĢ£ Ēøä ņĄ£ņóģņĀüņ£╝ļĪ£ ņāüļÅäņØĖ ņÜ░ļĀłĒāä ļÅäņןņ×æņŚģņØä ņŗżņŗ£ĒĢśņŚ¼ Fig. 3ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņŚ¼ĻĖ░ņŚÉņä£ ņä£ĒÄśņØ┤ņŗ▒ ņ×æņŚģņØĆ ņĄ£ņóģņĀüņ£╝ļĪ£ ņ×æņØĆ ņÜöņ▓ĀļČĆļČäņØä ņĪ░ņĀĢĒĢśņŚ¼ ņāüļÅä ļüØļ¦║ņØīņØä ļÅĢĻ│Ā, ņåīņ¦Ćļź╝ ĒÅēĒÖ£ĒĢśĻ▓ī ĒĢśņŚ¼ ņāüļÅäļÅäļŻīņØś ĒØĪņłśļ░®ņ¦Ć, ļ░Ćņ░®ņä▒ ļō▒ņØä ņ¢æĒśĖĒĢśĻ▓ī ĒĢśļŖö ņŚŁĒĢĀņØä ĒĢ£ļŗż.

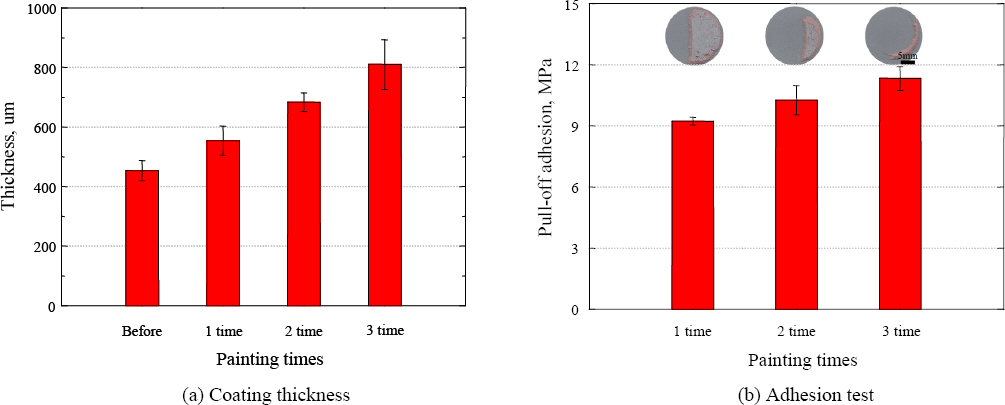
Fig. 4ļŖö ņÜ░ļĀłĒāä ļÅäņן ĒܤņłśņŚÉ ļö░ļźĖ ļÅäļ¦ē ļæÉĻ╗śņÖĆ ļČĆņ░®ļĀź ĒģīņŖżĒŖĖ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ļÅäļ¦ē ļæÉĻ╗śņØś Ļ▓ĮņÜ░ ņÜ░ļĀłĒāä ņāüļÅä ļÅäņןņ×æņŚģ ņĀä primerņÖĆ ĒŹ╝Ēŗ░ņØś ļæÉĻ╗śļŖö ņĢĮ 453 ╬╝mļĪ£ Ļ│äņĖĪļÉśņŚłļŗż. ņÜ░ļĀłĒāä ņāüļÅä ļÅäņןņ×æņŚģņØś ĒܤņłśĻ░Ć 1ĒÜī, 2ĒÜī, 3ĒÜīļĪ£ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ļÅäļ¦ēņØś ļæÉĻ╗śĻ░Ć ņĀÉņ¦äņĀüņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśņŚ¼ ĻĘĖ ļæÉĻ╗śļŖö Ļ░üĻ░ü ņĢĮ 554 ╬╝m, 683 ╬╝m, 810 ╬╝mļĪ£ Ļ│äņĖĪļÉśņŚłļŗż. ņÜ░ļĀłĒāä ļÅäņןņ×æņŚģ ĒܤņłśĻ░Ć ņ”ØĻ░ĆĒĢĀ ļĢī ļ¦łļŗż ļÅäļ¦ēņØś ļæÉĻ╗śļŖö ĒÅēĻĘĀņĀüņ£╝ļĪ£ ņĢĮ 119┬▒12.8 ╬╝m ņĀĢļÅäņö® ņ”ØĻ░ĆĒĢśņśĆņ£╝ļ®░, ļ╣äĻĄÉņĀü ĻĘĀņØ╝ĒĢ£ ļæÉĻ╗ś ļ│ĆĒÖöļĪ£ ļÅäņןļÉśņŚłļŗżĻ│Ā ĒīÉļŗ©ĒĢĀ ņłś ņ׳ļŗż. ĒĢ£ĒÄĖ ļČĆņ░®ļĀźņØĆ ņÜ░ļĀłĒāä ļÅäņן ĒܤņłśĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ĒīīņĢģĒĢĀ ņłś ņ׳ļŗż. ļÅäņן Ēܤņłś 1ĒÜī, 2ĒÜī, 3ĒÜīņŚÉ ļö░ļźĖ ļČĆņ░®ļĀźņØĆ Ļ░üĻ░ü 9.2┬▒ 0.2 MPa, 10.3┬▒0.7 MPa, 11.3┬▒0.6 MPaļĪ£ Ļ│äņĖĪļÉśņŚłļŗż. ĻĘĖļ”¼Ļ│Ā dolly test Ēøä dollyņØś ņĀæņ░® Ēæ£ļ®┤ņØä Ļ┤Ćņ░░ĒĢ┤ļ│┤ļ®┤ dolly testņŚÉ ņØśĒĢ┤ ņāüļÅäņØĖ ņÜ░ļĀłĒāäņØĆ dollyņØś ņĀæņ░® Ēæ£ļ®┤ņØś ĒĢ┤ļŗ╣ ļ®┤ņĀüļ¦īĒü╝ ļ¬©ļæÉ Ēāłļ”¼ļÉśņŚłņ£╝ļ®░, 1ĒÜī ļÅäņןņØś Ļ▓ĮņÜ░ ņāüļÅä ņÜ░ļĀłĒāä ņØ┤ņÖĖņŚÉ ĒŹ╝Ēŗ░Ļ░Ć primer ļÅäļ¦ēĻ│╝ ļČäļ”¼ļÉśņ¢┤ dolly ņĀæņ░® Ēæ£ļ®┤ņØś ņĢĮ 50% ņĀĢļÅäļź╝ ņ░©ņ¦ĆĒĢśņśĆļŗż. ļÅäņן ĒܤņłśĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ dolly ņĀæņ░® Ēæ£ļ®┤ņØä ņ░©ņ¦ĆĒĢśļŖö ĒŹ╝Ēŗ░ņØś ņĀÉņ£Āņ£©ņØĆ ņĀÉņ¦äņĀüņ£╝ļĪ£ Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØä ļéśĒāĆļāłļŗż. ņØ┤ļĪ£ņŹ© ņāüļÅäņØĖ ņÜ░ļĀłĒāä ļÅäļ¦ēņØś ļæÉĻ╗śĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņÜ░ļĀłĒāäĻ│╝ ĒŹ╝Ēŗ░ ņé¼ņØ┤ņØś Ļ▓░ĒĢ®ļĀź ļ│┤ļŗżļŖö ņÜ░ļĀłĒāä ņ×Éņ▓┤ Ļ▓░ĒĢ®ļĀźņØ┤ ļČĆņ░®ļĀźņŚÉ Ēü¼Ļ▓ī ņśüĒ¢źņØä ļ»Ėņ╣śļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ĒĢĀ ņłś ņ׳ļŗż. Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ņÜ░ļĀłĒāä ļÅäņן ĒܤņłśĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņāüļÅä ļÅäļ¦ēņØś ļé┤ĻĄ¼ņä▒ņØ┤ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ļéśĒāĆļāłļŗż.
3.2 ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ ĒŖ╣ņä▒
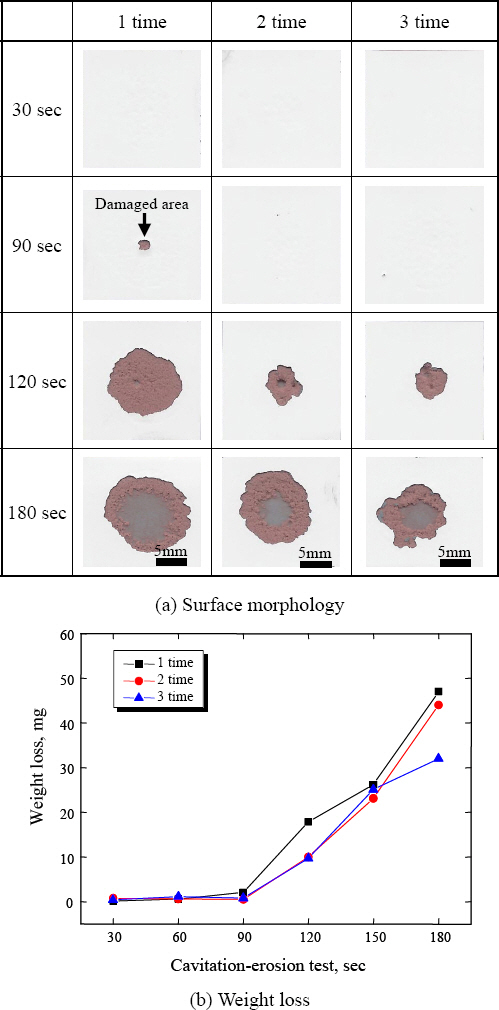
ņÜ░ļĀłĒāä ņāüļÅä ļÅäņןņ×æņŚģņŚÉ ņ׳ņ¢┤ ņןĻĖ░Ļ░ä Ļ│ĀĒÆłņ¦łņØś Ēæ£ļ®┤ ņāüĒā£ļź╝ ņ£Āņ¦ĆĒĢśĻĖ░ ņ£äĒĢ£ ņ░ĖĻ│Āņ×ÉļŻīļĪ£ņä£ ņÜ░ļĀłĒāä ļÅäņן ĒܤņłśņŚÉ ļö░ļźĖ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ ņŗżĒŚśņØä ĒåĄĒĢ┤ ĻĘĖ ļé┤ĻĄ¼ņä▒ņØä ĒÅēĻ░ĆĒĢśņśĆļŗż. Fig. 5ļŖö ņĄ£ņĀüĒÖöļÉ£ ņ×æņŚģņĀłņ░©ņŚÉ ļö░ļØ╝ Ēæ£ļ®┤ņ▓śļ”¼ Ēøä ņÜ░ļĀłĒāä ļÅäņן ĒܤņłśņŚÉ ļö░ļØ╝ ņĄ£ņóģ Ēæ£ļ®┤ņ▓śļ”¼ļÉ£ ļÅäļ¦ēņŚÉ ļīĆĒĢśņŚ¼ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØņŗżĒŚś ņŗ£Ļ░ä Ļ▓ĮĻ│╝ņŚÉ ļö░ļźĖ Ēæ£ļ®┤ĒśĢņāüĻ│╝ ļ¼┤Ļ▓ī Ļ░Éņåīļ¤ē ļ│ĆĒÖöļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. Fig. 5(a) ņŚÉņä£ Ēæ£ļ®┤ Ļ┤Ćņ░░ ņŗ£ ņĀäļ░śņĀüņ£╝ļĪ£ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØņŗżĒŚś ņŗ£Ļ░äņØ┤ Ļ▓ĮĻ│╝ĒĢ©ņŚÉ ļö░ļØ╝ Ēæ£ļ®┤ ņåÉņāü ļ®┤ņĀüņØ┤ ņĀÉņ¦äņĀüņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ļéśĒāĆļāłļŗż. ņÜ░ļĀłĒāä ļÅäļ¦ēņØś Ēæ£ļ®┤ ņåÉņāüņØĆ ņŻ╝ļĪ£ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ ņŗżĒŚśņØś ņżæņŗ¼ļČĆņŚÉņä£ Ļ░£ņŗ£ļÉśĻ│Ā ņä▒ņןĒĢśņŚ¼ ņĀÉņ░© ĻĘĖ ņŻ╝ļ│ĆļČĆļĪ£ ņåÉņāüņØ┤ ĒŹ╝ņĀĖļéśĻ░ĆļŖö ņ¢æņāüņØä ļ│┤ņśĆļŗż. ņØ┤ļ¤¼ĒĢ£ Ēæ£ļ®┤ ņåÉņāü Ļ▓ĮĒ¢źņØĆ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØņŗżĒŚś ĒŖ╣ņä▒ ņāü ņ║Éļ╣äĒģīņØ┤ņģś ĻĖ░ĒżĻĄ░(cavity cluster)ņØ┤ Ēś╝(horn) Ēæ£ļ®┤ņ£╝ļĪ£ ļČĆĒä░ ļéśĒīöļ¬©ņ¢æ ĻĖ░ļæźņØś ļČäļ¼┤ĒśĢņāüņØä Ļ░Ćņ¦Ćļ®░, Ēś╝ņØś Ļ░Ćņןņ×Éļ”¼ļŖö ņ£Āņ▓┤ņØś ĒØÉļ”äņØ┤ Ļ▒░ņØś ņŚåĻ│Ā, Ēś╝ņØś ņżæņĢÖļČĆ ņ¬Įņ£╝ļĪ£ Ļ░łņłśļĪØ ņ£ĀņåŹĻ│╝ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ ņåÉņāüņØ┤ ņ”ØĻ░ĆĒĢśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż6,7). ļö░ļØ╝ņä£ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØņŗżĒŚśņØ┤ ņ¦ĆņåŹļÉĀņłśļĪØ ņŗ£ĒŚśĒÄĖ ņżæņĢÖļČĆņØś ņ╣©ņŗØ ņåÉņāüņØ┤ ņ”ØĻ░ĆĒĢśņŚ¼ ņÜ░ļĀłĒāä ļÅäļ¦ēĻ│╝ ĒŹ╝Ēŗ░ ņł£ņ£╝ļĪ£ ļ░Ģļ”¼ļÉśĻ│Ā primerĻ░Ć Ēæ£ļ®┤ņŚÉ ļģĖņČ£ļÉśņŚłļŗż. ĻĘĖļ¤¼ļéś primerņØś Ļ▓ĮņÜ░ ņ║Éļ╣äĒģīņØ┤ņģś ņŗżĒŚśņŗ£Ļ░ä 120 sec ņØ┤ĒøäņŚÉļŖö ņ╣©ņŗØņåÉņāüņØ┤ Ēü¼Ļ▓ī ņ¦äņĀäļÉśņ¦Ć ņĢŖņĢä ļ░Ģļ”¼ņÖĆ Ļ░ÖņØĆ ņ£ĪņĢł ņåÉņāüņØĆ Ļ┤Ćņ░░ļÉśņ¦Ć ņĢŖņĢśļŗż. ņØ┤ļŖö ņāüļīĆņĀüņ£╝ļĪ£ ļæÉĻ║╝ņÜ┤ ņÜ░ļĀłĒāä ļÅäļ¦ēĻ│╝ ĒŹ╝Ēŗ░Ļ░Ć ņåÉņāüļÉśņ¢┤ ļ░Ģļ”¼ļÉ©ņŚÉ ļö░ļØ╝ ņ║Éļ╣äĒģīņØ┤ņģś ĻĖ░ĒżĻ░Ć ļ░£ņāØĒĢśļŖö Ēś╝ĒīüĻ│╝ ņŗ£ĒŚśĒÄĖ ņé¼ņØ┤ņØś Ļ▒░ļ”¼Ļ░Ć ņĀÉņ░© ļ®Ćņ¢┤ņĀĖ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ ņśüĒ¢źņØ┤ ņ×æņĢäņĪīĻĖ░ ļĢīļ¼Ėņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż. ļśÉĒĢ£ ņĀäļ░śņĀüņ£╝ļĪ£ ņÜ░ļĀłĒāä ļÅäņן ĒܤņłśĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņāüļīĆņĀüņ£╝ļĪ£ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ ņåÉņāü ļ®┤ņĀüņØ┤ Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ĒīīņĢģļÉśņŚłļŗż. ņØ┤ļŖö ņĢ×ņäĀ Fig. 4(b) ņŚÉņä£ņÖĆ Ļ░ÖņØ┤ ņÜ░ļĀłĒāä ļÅäņן ĒܤņłśĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ļÅäļ¦ē ļČĆņ░®ļĀźņØ┤ ņ”ØĻ░ĆĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņ║Éļ╣äĒģīņØ┤ņģś ņĀĆĒĢŁņä▒ ņŚŁņŗ£ ņ╗żņ¦ä Ļ▓āņ£╝ļĪ£ ņŚ¼Ļ▓©ņ¦äļŗż. ĒĢ£ĒÄĖ Fig. 5(b) ņŚÉņä£ ļ¼┤Ļ▓ī Ļ░Éņåīļ¤ē ļ│ĆĒÖöļŖö ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØņŗżĒŚś ņŗ£Ļ░ä 90 sec Ļ▓ĮĻ│╝ ņŗ£ņĀÉņŚÉņä£ ļÅäņן ĒܤņłśņŚÉ Ļ┤ĆĻ│äņŚåņØ┤ ļ¬©ļæÉ ņŗżĒŚśņŗ£Ļ░ä Ļ▓ĮĻ│╝ņŚÉ ļö░ļØ╝ ļ¼┤Ļ▓ī Ļ░Éņåīļ¤ē ņ”ØĻ░ĆĒĢśļŖö ņ£Āņé¼ĒĢ£ Ļ▓ĮĒ¢źņØä ļéśĒāĆļāłļŗż. ņŗżĒŚśņóģļŻī ņŗ£ņĀÉņØĖ 180 secņŚÉņä£ņØś ļ¼┤Ļ▓ī Ļ░Éņåīļ¤ēņØĆ 1ĒÜī > 2ĒÜī > 3ĒÜī ļÅäņן ņł£ņ£╝ļĪ£ ņ×æĻ▓ī Ļ│äņĖĪļÉśņ¢┤ ņĢ×ņäĀ Fig. 5(a) ņØś Ēæ£ļ®┤ ņåÉņāü Ļ▓ĮĒ¢źĻ│╝ ņל ņØ╝ņ╣śĒĢśļŖö Ļ▓░Ļ│╝ņ×äņØä ņĢī ņłś ņ׳ļŗż. Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ ņåÉņāüņØ┤ ņÜ░ļĀłĒāä ļÅäņן ĒܤņłśņŚÉ ļ¼┤Ļ┤ĆĒĢśĻ▓ī Ļ▒░ņØś ņ£Āņé¼ĒĢ£ ņŗ£ĻĖ░ņŚÉ Ļ░£ņŗ£ļÉśņ¢┤ ņ¦äņĀäļÉśņŚłņ£╝ļéś ņØ┤Ēøä ņ¦ĆņåŹņĀüņØĖ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØņŗżĒŚś ņ¦äĒ¢ē ņŗ£ ļÅäņן ĒܤņłśĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņÜ░ļĀłĒāä ļÅäļ¦ēņØś ļČĆņ░®ļĀź ņŚŁņŗ£ ņ”ØĻ░ĆĒĢśņŚ¼ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ ņåÉņāü ņåŹļÅäĻ░Ć ņāüļīĆņĀüņ£╝ļĪ£ Ļ░ÉņåīĒĢśļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
3.3 ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ ļ®öņ╣┤ļŗłņ”ś
ņĢ×ņäĀ Fig. 5(a) ņŚÉņä£ ņÜ░ļĀłĒāä ļÅäņן Ēܤņłś 1ĒÜī ņŗ£ĒŚśĒÄĖņØś Ļ▓ĮņÜ░ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØņŗżĒŚś Ļ▓ĮĻ│╝ ņŗ£Ļ░ä 90 sec ņØ┤ņĀäĻ╣īņ¦ĆļŖö ņ£ĪņĢłņ£╝ļĪ£ Ēæ£ļ®┤ ņåÉņāüņØ┤ ĒÖĢņØĖļÉśņ¦Ć ņĢŖļŗżĻ░Ć ņŗżĒŚśņŗ£Ļ░ä 90 sec Ļ▓ĮĻ│╝ ņŗ£ Ļ░æņ×æņŖżļ¤ĮĻ▓ī ņÜ░ļĀłĒāä ļÅäļ¦ē ņØ╝ļČĆĻ░Ć Ēāłļ”¼ļÉśļŖö Ēæ£ļ®┤ ņåÉņāüņØ┤ ļ░£ņāØĒĢśņśĆļŗż. ņÜ░ļĀłĒāä ļÅäņן Ēܤņłś 2ĒÜīņÖĆ 3ĒÜīļÅä ņ£Āņé¼ĒĢ£ Ēæ£ļ®┤ ņåÉņāü Ļ▓ĮĒ¢źņØ┤ ĒÖĢņØĖļÉśņŚłļŗż. ļö░ļØ╝ņä£ ņÜ░ļĀłĒāä ļÅäļ¦ēņØś ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ ņåÉņāü Ļ▓ĮĒ¢źņØä ļŹöņÜ▒ ņāüņäĖĒĢśĻ▓ī ĒīīņĢģĒĢśĻĖ░ ņ£äĒĢ┤ ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓ĮņØä ĒÖ£ņÜ®ĒĢśņŚ¼ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØņŗżĒŚś Ļ▓ĮĻ│╝ņŚÉ ļö░ļźĖ ĻĘĖ ļ»ĖņäĖĻĄ¼ņĪ░ļź╝ Ļ┤Ćņ░░ĒĢśņśĆļŗż.
Fig. 6ņØĆ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ ņåÉņāü Ļ▓ĮĒ¢źņØä ĒīīņĢģĒĢśĻĖ░ ņ£äĒĢ┤ Fig. 5(a) ņŚÉņä£ ļÅäņן Ēܤņłś 1ĒÜī ņŗ£ĒŚśĒÄĖņŚÉ ļīĆĒĢśņŚ¼ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØņŗżĒŚś 90 sec Ļ▓ĮĻ│╝ļÉ£ ņŗ£ĒŚśĒÄĖ Ēæ£ļ®┤ņØä ļČäņäØĒĢ£ Ļ▓āņØ┤ļŗż. ņŗ£ĒŚśĒÄĖ ņżæņĢÖļČĆņŚÉ ņ£äņ╣śĒĢ£ ņåÉņāü ņśüņŚŁņØä ņżæņŗ¼ņ£╝ļĪ£ ĻĘĖ ņŻ╝ļ│ĆļČĆ(Fig. 6(a) )ļź╝ Ļ┤Ćņ░░ĒĢ£ Ļ▓░Ļ│╝ ņĀĆļ░░ņ£© ņé¼ņ¦äņŚÉņä£ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ Ļ│ĄĻ▓®ņŚÉ ņØśĒĢ┤ ĻĄŁļČĆņĀüņØĖ Ēö╝ĒŖĖ(pit) ņåÉņāüļōżņØ┤ ļ░£ņāØĒĢśņŚ¼ ĒĢśņ¢Ć ņĀÉĻ│╝ Ļ░ÖņØ┤ Ļ┤Ćņ░░ļÉśņŚłņ£╝ļ®░, Ļ│Āļ░░ņ£© ņé¼ņ¦äņŚÉņä£ļŖö Ēö╝ĒŖĖ ņåÉņāüņØĆ ņ¦ĆņåŹņĀüņØĖ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ Ļ│ĄĻ▓® ņŗ£ Ēü¼ļ×Ö ņåÉņāüņØ┤ ļÅÖļ░śļÉśņ¢┤ ņĀÉņ¦äņĀüņ£╝ļĪ£ ņä▒ņןĒĢśļŖö Ļ▓ĮĒ¢źņØä ļéśĒāĆļāłļŗż. ņØ┤ļĀćĻ▓ī ņä▒ņןĒĢ£ Ēö╝ĒŖĖ ņåÉņāüļōżņØĆ ņØ┤ņøāĒĢ£ Ēö╝ĒŖĖļōżĻ│╝ Ļ▓░ĒĢ®ĒĢśņŚ¼ ļÅäļ¦ēņØś Ēæ£ļ®┤ ņåÉņāüņØĆ ĻĖēĻ▓®Ē׳ ņ¦äņĀäļÉśļŖö Ļ▓āņ£╝ļĪ£ ņŚ¼Ļ▓©ņ¦äļŗż. Ļ▓░ĻĄŁ ņÜ░ļĀłĒāä ļÅäļ¦ē ņØ╝ļČĆĻ░Ć ļ░Ģļ”¼ļÉśņ¢┤ Fig. 5(a) ņÖĆ Ļ░ÖņØ┤ ņŗ£ĒŚśĒÄĖ ņżæņĢÖļČĆņŚÉ ņåÉņāüņśüņŚŁņØ┤ ļ░£ņāØĒĢśĻ▓ī ļÉ£ļŗż. ĒĢ£ĒÄĖ Fig. 6(b) ņŚÉņä£ņÖĆ Ļ░ÖņØ┤ ņåÉņāüņśüņŚŁ ļé┤ļČĆļź╝ Ļ┤Ćņ░░ĒĢ£ Ļ▓░Ļ│╝ ļģĖņČ£ļÉ£ ĒŹ╝Ēŗ░Ļ░Ć ļ¼┤ņłśĒ׳ ļ¦ÄņØĆ ĻĄ¼ņāüņ×ģņ×ÉļĪ£ ĒśĢņä▒ļÉśņ¢┤ ņ׳ņØīņØä ņĢī ņłś ņ׳ļŗż. ĻĘĖļ”¼Ļ│Ā ņĀĆļ░░ņ£© ņé¼ņ¦äņŚÉņä£ņÖĆ Ļ░ÖņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ ņ¢┤ļæÉņÜ┤ ļČĆļČäņØĆ ĻĄŁļČĆņĀüņ£╝ļĪ£ ņ╣©ņŗØļÉśņ¢┤ Ļ╣ŖņØ┤ļ░®Ē¢źņ£╝ļĪ£ ņåÉņāüņØ┤ ņ¦äņĀäļÉśļŖö ņ¢æņāüņØä ļ│┤ņśĆļŗż. ĻĘĖļ”¼Ļ│Ā Ļ│Āļ░░ņ£© ņé¼ņ¦äņŚÉņä£ņÖĆ Ļ░ÖņØ┤ ĻĄŁļČĆ ņåÉņāüļČĆņØś ĒŹ╝Ēŗ░ ņ×ģņ×ÉļōżņØ┤ ĻĄ¼ņāüņØś ņøÉĒśĢ ĒśĢņāüņØä ĻĘĖļīĆļĪ£ ļ│┤ņĪ┤ĒĢśĻ│Ā ņ׳ļŗżļŖö ņĀÉņØä Ļ│ĀļĀżĒĢ┤ļ│┤ļ®┤ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ Ļ│ĄĻ▓® ņŗ£ ĒŹ╝Ēŗ░ ņ×ģņ×ÉņØś ņ×Éņ▓┤ ņåÉņāü ļ│┤ļŗżļŖö ņ×ģņ×ÉņÖĆ ņ×ģņ×É ņé¼ņØ┤ņØś Ļ▓░ĒĢ®ņØ┤ ņĀłļŗ©ļÉśļ®┤ņä£ Ēāłļ”¼ļÉśņ¢┤ ņåÉņāüņØ┤ ņ¦äņĀäļÉśļŖö Ļ▓āņ£╝ļĪ£ ņāØĻ░üĒĢĀ ņłś ņ׳ļŗż. ļśÉĒĢ£ ņØ╝ļŗ© ĒŹ╝Ēŗ░Ļ░Ć ļģĖņČ£ļÉĀ ņĀĢļÅäļĪ£ ņÜ░ļĀłĒāä ļÅäļ¦ēņØś Ēāłļ”¼ņåÉņāüņØ┤ ļ░£ņāØĒĢśļ®┤ ņØ┤ĒøäņŚÉļŖö Fig. 7(a) ņŚÉņä£ņÖĆ Ļ░ÖņØ┤ ņÜ░ļĀłĒāä ļÅäļ¦ēņØś Ēü¼ļ×Ö ņåÉņāüņØ┤ ļŹöņÜ▒ ļ╣Āļź┤Ļ▓ī ņ¦äņĀäļÉśņ¢┤ Ēü░ ļŹ®ņ¢┤ļ”¼ ĒśĢĒā£ņØś ņÜ░ļĀłĒāä ļÅäļ¦ē Ēāłļ”¼ ņåÉņāüņØ┤ ļ░£ņāØĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ Ēæ£ļ®┤ ņåÉņāü ņåŹļÅäĻ░Ć ĻĖēĻ▓®Ē׳ ņ¦äņĀäļÉśļŖö Ļ▓āņ£╝ļĪ£ ĒīīņĢģļÉśņŚłļŗż. ņØ┤ļĀćĻ▓ī Ēü¼ļ×Ö ņåÉņāüņŚÉ ļö░ļźĖ ļÅäļ¦ēņØś ļ╣ĀļźĖ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ ņåÉņāü ņ¦äņĀäņØĆ ņŚÉĒÅŁņŗ£ ļÅäļ¦ēņŚÉņä£ļÅä ļÅÖņØ╝ĒĢ£ Ļ▓ĮĒ¢źņ£╝ļĪ£ ĒÖĢņØĖļÉ£ļ░ö ņ׳ļŗż8-10). ĻĘĖļ”¼Ļ│Ā ļÅÖņŗ£ņŚÉ ņŗ£ĒŚśĒÄĖ ņżæņĢÖļČĆņŚÉņä£ļŖö ĒŹ╝Ēŗ░Ļ░Ć ņ¦ĆņåŹņĀüņ£╝ļĪ£ Ļ╣ŖņØ┤ļ░®Ē¢źņ£╝ļĪ£ ņåÉņāüņØ┤ ņ¦äņĀäļÉśņ¢┤ Fig. 7(b) ņÖĆ Ļ░ÖņØ┤ primerĻ╣īņ¦Ć ļģĖņČ£ļÉśļŖö ņåÉņāüņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż.
ņóģĒĢ®ņĀüņ£╝ļĪ£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ Ļ░£ļ░£ļÉ£ Ēæ£ļ®┤ņ▓śļ”¼ņØś ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ ņåÉņāü ļ®öņ╣┤ļŗłņ”śņØĆ ļŗżņØīĻ│╝ Ļ░ÖņØ┤ Ļ░äļŗ©Ē׳ ņĀĢļ”¼ĒĢĀ ņłś ņ׳ļŗż.
Fig.┬Ā6
Surface observation after cavitation erosion test for 90 seconds of 1 time urethane coated specimen

Fig.┬Ā7
Surface observation after cavitation erosion test for 120 seconds of 1 time urethane coated specimen

ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ Ļ│ĄĻ▓® ŌåÆ ņÜ░ļĀłĒāä ņāüļÅä Ēæ£ļ®┤ņØś Ēö╝ĒŖĖ ņåÉņāü Ļ░£ņŗ£ ŌåÆ ņä£ļĪ£ ņØ┤ņøāĒĢ£ Ēö╝ĒŖĖ ņåÉņāüņØś Ļ▓░ĒĢ® ŌåÆ Ēö╝ĒŖĖ ņåÉņāü ņä▒ņן ŌåÆ ņÜ░ļĀłĒāä ļÅäļ¦ēņØś ĻĄŁļČĆņĀüņØĖ Ēāłļ”¼ ņåÉņāü ŌåÆ ņÜ░ļĀłĒāä ļÅäļ¦ēņØś Ēü¼ļ×Ö ņ¦äņĀäņŚÉ ļö░ļźĖ ļäōņØ┤ļ░®Ē¢źņØś Ēæ£ļ®┤ ņåÉņāü Ļ░ĆņåŹĒÖö ŌåÆ ĒŹ╝Ēŗ░ņØś ĻĄŁļČĆņĀüņØĖ ņ╣©ņŗØ ņåÉņāü ņ¦äņĀäņŚÉ ļö░ļźĖ Ļ╣ŖņØ┤ļ░®Ē¢źņØś Ēæ£ļ®┤ ņåÉņāü Ļ░ĆņåŹĒÖö ŌåÆ primerņØś ĻĄŁļČĆņĀüņØĖ ļģĖņČ£ņØ┤ ņ¦äĒ¢ēļÉ£ļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļīĆĒśĢņÜöĒŖĖņØś ņäĀņ▓┤ Ēæ£ļ®┤ņŚÉ ļīĆĒĢśņŚ¼ ņĄ£ņĀüņØś Ļ│Āļé┤ĻĄ¼ņä▒ ļÅäņןņ×æņŚģ Ļ┤Ćļ”¼ļź╝ ņ£äĒĢ┤ Ļ░ü ļÅäņןņ×æņŚģ ļŗ©Ļ│äļ│äļĪ£ ņāīļō£ĒÄśņØ┤ĒŹ╝ ņ×æņŚģņŚÉ ļö░ļźĖ Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ņÖĆ ļÅäņן ļČĆņ░®ļĀźņØä ņāüĒśĖ ļ╣äĻĄÉĒĢ©ņ£╝ļĪ£ņŹ© ļÅäņןņ×æņŚģ ņĄ£ņĀüĒÖö ņŚ░ĻĄ¼ļź╝ ņŗżņŗ£ĒĢśņśĆļŗż. ļśÉĒĢ£ ņĄ£ņóģ ļ¦łĻ░ÉņØĖ ņÜ░ļĀłĒāä ņāüļÅä ļÅäņןņ×æņŚģņŚÉ ņ׳ņ¢┤ ņןĻĖ░Ļ░ä ņ¢æĒśĖĒĢ£ ļÅäņן ņāüĒā£ļź╝ ņ£Āņ¦ĆĒĢśĻĖ░ ņ£äĒĢ£ ņ░ĖĻ│Āņ×ÉļŻīļĪ£ņä£ ņÜ░ļĀłĒāä ļÅäņן ĒܤņłśņŚÉ ļö░ļźĖ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ ņŗżĒŚśņØä ĒåĄĒĢ┤ ĻĘĖ ļé┤ĻĄ¼ņä▒ņØä ĒÅēĻ░ĆĒĢśņśĆļŗż.
ļ©╝ņĀĆ, Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ņŚÉ ļö░ļźĖ ļČĆņ░®ļĀźņŚÉ Ļ┤ĆĒĢ£ ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ ļČäņäØĒĢ£ Ļ▓░Ļ│╝ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ļ¬©ņ×¼ņØś Ļ▓ĮņÜ░ ņĀüņĀłĒĢ£ ņāīļō£ĒÄśņØ┤ĒŹ╝ ņ×æņŚģ Ēøä wash primerļź╝ ņĀüņÜ®Ē¢łņØä ļĢī ļČĆņ░®ļĀźņØ┤ Ļ░Ćņן ņÜ░ņłśĒĢśĻ▓ī ļéśĒāĆļé¼ļŗż. ļ░śļ®┤ primerņÖĆ ĒŹ╝Ēŗ░ ņ×æņŚģņØś Ļ▓ĮņÜ░ņŚÉļŖö ņāīļō£ĒÄśņØ┤ĒŹ╝ ņ×æņŚģņØä ņŗżņŗ£ĒĢśņ¦Ć ņĢŖņĢäļÅä ņČ®ļČäĒĢ£ ļČĆņ░®ļĀźņØ┤ ĒÖĢņØĖļÉśņŚłĻĖ░ ļĢīļ¼ĖņŚÉ ņ×æņŚģ ĒÜ©ņ£©ņä▒Ļ│╝ Ļ▓ĮņĀ£ņĀüņØĖ ņĖĪļ®┤ņØä Ļ│ĀļĀżĒĢśņŚ¼ ņāīļō£ĒÄśņØ┤ĒŹ╝ ņ×æņŚģ ņŚåņØ┤ ļÅäņןņ×æņŚģņØä ņ¦äĒ¢ēĒĢśļŖö Ļ▓āņØ┤ ņĄ£ņĀü ņĪ░Ļ▒┤ņ£╝ļĪ£ ņäĀņĀĢļÉśņŚłļŗż. ļŗżņØīņ£╝ļĪ£ ļÅäņן ĒܤņłśņŚÉ ļö░ļźĖ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ ĒŖ╣ņä▒ņØä ļČäņäØĒĢ£ Ļ▓░Ļ│╝ ļÅäņן ĒܤņłśņŚÉ ņāüĻ┤ĆņŚåņØ┤ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ ņåÉņāüņØĆ Ļ▒░ņØś ņ£Āņé¼ĒĢ£ ņŗ£ĻĖ░ņŚÉ Ļ░£ņŗ£ļÉśņŚłņ£╝ļéś ļÅäņן Ēܤņłś ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ ņÜ░ļĀłĒāä ļÅäļ¦ē ņ×Éņ▓┤ņØś Ļ▓░ĒĢ®ļĀźņØ┤ ņ”ØĻ░ĆĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņ║Éļ╣äĒģīņØ┤ņģś ņ╣©ņŗØ ņåÉņāü ņåŹļÅäļŖö ņāüļīĆņĀüņ£╝ļĪ£ Ļ░ÉņåīĒĢśņśĆļŗż. ļö░ļØ╝ņä£ ņŗżņĀ£ ļīĆĒśĢņÜöĒŖĖņØś ņäĀņ▓┤ ļÅäņןņ×æņŚģ ņŗ£ ļÅäņןņØś ņ£Āņ¦Ćļ│┤ņłś ņ×æņŚģ ņŗ£ņĀÉņØä Ļ│ĀļĀżĒĢśņŚ¼ ņÜ░ļĀłĒāä ļÅäņן Ēܤņłśļź╝ Ļ▓░ņĀĢĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



