


1. ņä£ ļĪĀ
ĻĖ░ņłĀņØś ļ░£ļŗ¼Ļ│╝ ņ▓©ļŗ© ņé░ņŚģĒÖöņŚÉ ļö░ļØ╝ ņŚ¼ļ¤¼ Ļ░Ćņ¦Ć ļČĆĒÆłĻ│╝ ĻĘĖņŚÉ ļö░ļźĖ ļŗżņ¢æĒĢ£ Ļ░ĆĻ│Ą ĻĖ░ņłĀņØ┤ ņ׳Ļ│Ā Ļ│ĀļÅäņØś ņĀĢļ░ĆļÅäļź╝ ņÜöĻĄ¼ĒĢśļŖö Ļ░ĆĻ│Ą ĻĖ░ņłĀņØ┤ Ļ░£ļ░£ļÉśĻ│Ā ņ׳ļŗż. ņĀĢļ░Ć ĻĄ¼ņä▒ ļČĆĒÆłņØä ļīĆļ¤ē Ļ░ĆĻ│Ą ļ░Å ņĀłļŗ©ĒĢśļŖöļŹ░ ņ׳ņ¢┤ ĻĖ░Ļ│äņĀüņØĖ ņĀłļŗ© Ļ░ĆĻ│ĄņØ┤ ņé¼ņÜ®ļÉśņŚłļŗż. ļČĆĒÆłņØś ņåīĒśĢĒÖöļĪ£ Ēü¼ĻĖ░Ļ░Ć Micro scaleļĪ£ ņ×æņĢäņ¦Ćļ®┤ņä£ ĻĖ░Ļ│äņŗØ ņĀłļŗ© Ļ░ĆĻ│ĄņŚÉļŖö ĒĢ£Ļ│äĻ░Ć ņ׳ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉ ņé¼ņÜ®ļÉśļŖö BeCuļŖö ļåÆņØĆ Ļ│ĀĻ░ĢļÅä, ļé┤Ēö╝ļĪ£ņä▒, ļ░Å ļé┤ņŗØņä▒ņØ┤ ņÜ░ņłśĒĢ£ ņ×¼ļŻīņØ┤ļŗż. ļśÉĒĢ£, Au Ļ│╝ Ni ņØ┤ ņĮöĒīģļÉ©ņ£╝ļĪ£ņŹ© ņŚ┤ņĀäļÅäņ£© ļ░Å ņĀäĻĖ░ņĀü ņä▒ļŖźņØ┤ Ē¢źņāüļÉśņ¢┤ ņ▓©ļŗ© ņé░ņŚģĻ│äņŚÉņä£ ļ¦ÄņØ┤ ņé¼ņÜ®ļÉśĻ│Ā ņŻ╝ļĪ£ ņŖżĒā¼ĒĢæ(stamping) Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ Ļ░ĆĻ│ĄļÉ£ļŗż. ĒĢśņ¦Ćļ¦ī ĻĖ░Ļ│äņĀüņØĖ ņØæļĀźņØ┤ ņ×æņÜ®ĒĢśļ®┤ņä£ ņāØņé░ļÉ£ ņĀ£ĒÆłņØ┤ Ļ│╝ļÅäĒĢśĻ▓ī ņåÉņāüļÉĀ ņłś ņ׳ņ£╝ļ®░ ņŗ£Ļ░äņØ┤ ņ¦Ćļé©ņŚÉ ļö░ļØ╝ ņĀłņéŁ Ļ│ĄĻĄ¼Ļ░Ć ļ¦łļ¬©ļÉśņ¢┤ ņĀ£ĒÆłņØś ĒÆłņ¦łņØä ņĀĆĒĢśņŗ£ĒéżĻĖ░ ļĢīļ¼ĖņŚÉ ņØ┤ļź╝ ļ│┤ņÖäĒĢśĻĖ░ ņ£äĒĢ┤ laser Ļ░ĆĻ│ĄņØä ļÅäņ×ģĒĢśņśĆļŗż1-4). laser Ļ░ĆĻ│ĄņØś ņןņĀÉņØĆ ņ¦üņĀæņĀüņØĖ ņĀæņ┤ēņØ┤ ņŚåĻ│Ā ņ£ĀņŚ░ņä▒ņØä ņ¦ĆļŗłĻ│Ā ļåÆņØĆ ņŚÉļäłņ¦Ć ņ¦æņżæņØ┤ Ļ░ĆļŖźĒĢśļ®░ Ļ░ĆĻ│ĄĻ│╝ņĀĢ(Processing speed)ņØ┤ ļ╣Āļź┤Ļ│Ā ļīĆļČĆļČäņØś ļ¬©ļōĀ ņ×¼ļŻīņŚÉ ņĀüņÜ® Ļ░ĆļŖź ĒĢśļŗżļŖö Ļ▓āņØ┤ļŗż. ļśÉĒĢ£ ļåÆņØĆ ņĢłņĀĢņä▒ ļ░Å ņČ£ļĀźņØ┤ Ļ░ĆļŖźĒĢśĻ│Ā ļ╣ö ņ¦üĻ▓ĮņØ┤ ņ×æņĢäņä£ ļ»ĖņäĖ Ļ░ĆĻ│ĄĒĢśĻĖ░ņŚÉ ņĀüĒĢ®ĒĢ£ ņןņĀÉ ņ׳ņ¢┤ ĻĖ░ņĪ┤ņØś ĻĖ░Ļ│äņĀü Ļ░ĆĻ│Ąļ░®ļ▓ĢņØś ĒĢ£Ļ│äļź╝ ļ│┤ņÖäĒĢ£ļŗż. ņäĀĒ¢ēļÉ£ ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņ×¼ļŻī ņĀ£Ļ▒░ ļ░Å Ļ░ü laser ņĪ░ņé¼ Ēøä ļ░£ņāØĒĢśļŖö ĒŖ╣ņĀĢ ļ¼╝ņ¦łņØś ņśüĒ¢źņŚÉ ļīĆĒĢ┤ ņ¢ĖĻĖēļÉśĻ│Ā ņ¦æņżæ ļÉśņ¢┤ņ׳ļŗż5-13). ĒĢśņ¦Ćļ¦ī, ņ▓©ļŗ© ņé░ņŚģĻ│äņŚÉņä£ ņé¼ņÜ®ļÉśļŖö Au Ļ│╝ NiņØ┤ ņĮöĒīģļÉ£ BeCuņØś ņŗ£ĒÄĖņŚÉ IR laserļź╝ ņé¼ņÜ®ĒĢ£ ņāüĒśĖ ņ×æņÜ® ļ░Å ļ░śņØæĒŖ╣ņä▒ņØä ņ¦üņĀæņĀüņ£╝ļĪ£ ļ╣äĻĄÉ ļČäņäØĒĢ£ ņäĀĒ¢ēļÉ£ ņŚ░ĻĄ¼ņØś ņĀĢļ│┤ļŖö ļČĆņĪ▒ĒĢśļŗż. ļö░ļØ╝ņä£, ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö IR laser (1064nm)ļź╝ ņĪ░ņé¼ĒĢ£ Ēøä, Au Ļ│╝ NiņØ┤ ņĮöĒīģ ļÉśņ¢┤ņ׳ļŖö BeCuņŚÉņä£ laserņÖĆ ņŗ£ĒÄĖņØś ĻĖ░ļ│ĖņĀüņØĖ ņāüĒśĖ ņ×æņÜ® ļ░Å ļ░śņØæ ĒŖ╣ņä▒ņØä ļ╣äĻĄÉ ļČäņäØĒĢśņśĆļŗż.
2. ņŗżĒŚś ļ░Å ļČäņäØ ļ░®ļ▓Ģ
2.1 ņāśĒöī ņżĆļ╣ä
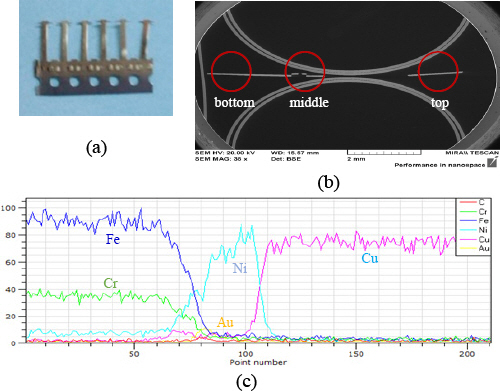
ņĀĢĒÖĢĒĢ£ ņŗżĒŚśņØä ņ£äĒĢ┤ ņŗ£ĒÄĖ ļČäņäØņØ┤ ĒĢäņÜöĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņŻ╝ņé¼ ņĀäņ×É Ēśäļ»ĖĻ▓Į(SEM)ņØä ĒåĄĒĢ┤ ņŗ£ĒÄĖņØś ļæÉĻ╗śļź╝ Ļ┤Ćņ░░ĒĢ£ Ēøä EDX ņä▒ļČä ļČäņäØņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. Fig. 1(a) ļŖö ņŗ£ĒÄĖņØä SEMņ£╝ļĪ£ ņ┤¼ņśüĒĢ£ ņé¼ņ¦äņØ┤Ļ│Ā Fig. 1(b) ļŖö SEMņØä ĒåĄĒĢ┤ ļæÉĻ╗śļź╝ ņĖĪņĀĢĒĢśņśĆļŗż ļśÉĒĢ£, EDX ņä▒ļČä ļČäņäØĻĖ░ļź╝ ĒåĄĒĢ┤ Fig. 1(c) ņØś ņä▒ļČä ļČäĒżļÅäļź╝ ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. Fig. 1(c) ņØś ņä▒ļČä ļČäĒżļÅäņŚÉņä£ ļīĆļČĆļČäņØś Niņä▒ļČäĻ│╝ ņåīļ¤ēņØś Au ņä▒ļČäņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. ļö░ļØ╝ņä£, ļ│Ė ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ņŗ£ĒÄĖņØś ņ┤Ø ļæÉĻ╗śļŖö 95╬╝m ņØ┤Ļ│Ā ņŗ£ĒÄĖņØś ņĢ×, ļÆżļĪ£ 1╬╝m ņĀĢļÅäņØś ņĮöĒīģņØ┤ ļÉśņŚłļŗżļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż.
2.2 Experimental set up
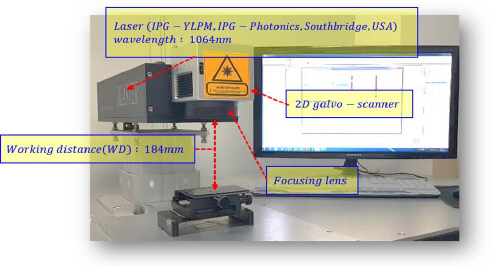
IR laser(IPG-YLPM, IPG-Photonics, Southbridge, USA)ņØś ņןļ╣äĒŖ╣ņ¦Ģņ£╝ļĪ£ņŹ© WavelengthļŖö 1064nmņŚÉ ĒÅēĻĘĀ ņĄ£ļīĆ ņČ£ļĀź(Average power)ņØĆ 20WņØ┤ļŗż. ļśÉĒĢ£ Pulse durationņØĆ 4nsņŚÉņä£ 200nsĻ╣īņ¦Ć ņĪ░ņĀł Ļ░ĆļŖźĒĢśļ®░ ļ│Ė ņŗżĒŚśņŚÉņä£ļŖö 20nsņØä Ļ│ĀņĀĢĒĢśņŚ¼ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. laser ļ╣öņØĆ Ļ░ĆĻ│Ąļ¼╝ ņ£äņ¬Į Ēæ£ļ®┤ ļČĆņŚÉ ņ┤łņĀÉņØ┤ ļ¦×ņČ░ņ¦ĆļŖöļŹ░ ņØ┤ļĢīņØś Working distance(WD)ļŖö 184mm ņØ┤ļ®░, Focal pointņØś Spot sizeļŖö 30╬╝mņ£╝ļĪ£ ņĀüņÜ®ĒĢśņśĆļŗż. laser ļ╣öņØĆ Gaussain ĒśĢņāüņØä ļØäļ®░ ļ│Ė ņŚ░ĻĄ¼ņŚÉ ņé¼ņÜ®ļÉśļŖö IR lasersļŖö 2D galvo- scannerņŚÉ ņŚ░Ļ▓░ļÉśņ¢┤ ņ׳ņ¢┤ laserļź╝ ņøÉĒĢśļŖö Ēī©Ēä┤ņ£╝ļĪ£ Ļ│ĀņåŹ ņĀäņé¼ĒĢĀ ņłś ņ׳Ļ▓ī ņ╗┤Ēō©Ēä░ņŚÉ ņØśĒĢ┤ ņĀ£ņ¢┤ļÉ£ļŗż.
2.3 ļĀłņØ┤ņĀĆ ļ¦żĻ░£ļ│Ćņłś
Table 1ņØĆ ņŗżĒŚśņŚÉ ņĀüņÜ®ĒĢ£ Laser ParameterņØ┤ļŗż. Ļ░üĻ░üņØś ņןļ╣äņŚÉ ņĀüņÜ®ļÉśļŖö Repetition rateļŖö 105 kHz, 200 kHzņØ┤ļ®░ ļÅÖņØ╝ĒĢ£ Average power (20W)ļź╝ ņĀüņÜ®ĒĢśņśĆļŗż. Pulse duration (╬öt) ļśÉĒĢ£, 20nsļĪ£ Ļ│ĀņĀĢņŗ£ĒéżĻ│Ā Total laser Energy (Etotal)ļŖö Ļ░ÖņØĆ Ļ░ÆņØä ņ£Āņ¦ĆĒĢśļÅäļĪØ Number of Pulsesļź╝ ļ│ĆĻ▓ĮĒĢśņśĆļŗż. ĒÄäņŖż ņŚÉļäłņ¦ĆļŖö ļŗżņØī (1) ņŗØ Ļ│╝ Ļ░ÖņØ┤ Ļ│äņé░ĒĢĀ ņłś ņ׳ļŗż. EļŖö 1ĒÄäņŖżļŗ╣ ļ░£ņāØĒĢśļŖö ĒÄäņŖż ņŚÉļäłņ¦ĆņØ┤Ļ│Ā, PavgļŖö Laser Average Power, ╬ötļŖö Pulse duration, PpeakļŖö Ēö╝Ēü¼Ēīīņøī, fļŖö Repetition rateņØ┤ļŗż. ĻĖ░ļ│ĖņĀüņ£╝ļĪ£ ĒÄäņŖż ņŚÉļäłņ¦ĆļŖö Repetition rateņÖĆ ļ░śļ╣äļĪĆĒĢ£ļŗż. ņ┤Ø ļ░®ņé¼ļÉ£ Total laser energy (Etotal)ļŖö (2)ņŗØ ņÖĆ Ļ░ÖņØ┤ Ļ│äņé░ĒĢĀ ņłś ņ׳ļŗż. ņŚ¼ĻĖ░ņä£ N ņØĆ Number of PulseņØ┤Ļ│Ā, ņ┤Ø ņŚÉļäłņ¦Ćļź╝ Ļ░ÖĻ▓ī ņäżņĀĢĒĢśĻĖ░ ņ£äĒĢ┤ Number of Pulse Ļ░ÆņØä ņĪ░ņĀĢĒĢ┤ņĢ╝ ĒĢ£ļŗż.
2.4 Analysis method
Fig. 3ļŖö laser ļ░®ņé¼ Ēøä HAZņÖĆ MRZ, Burrļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤Ļ│Ā ņŗżĒŚś Ļ▓░Ļ│╝ļź╝ ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ┤ ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓Į(SEM)ņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņ┤¼ņśü Ēøä ņŗ£ĒÄĖņŚÉņä£ Ļ┤Ćņ░░ļÉ£ Heat affect zone(HAZ)ņÖĆ Material removal zone(MRZ)ņØś Ēü¼ĻĖ░ļź╝ ņĖĪņĀĢĒĢśņśĆļŗż. ņŚ┤ ņśüĒ¢ź ļČĆ(HAZ)ļŖö laser ņĪ░ņé¼ņŚÉ ņØśĒĢ┤ ļ░£ņāØĒĢśļŖö ņŚ┤ļĪ£ ņśüĒ¢źņØä ļ░øņĢä ņāØĻĖ░ļŖö ĒØöņĀüņØ┤ļŗż. ņ×¼ļŻī ņĀ£Ļ▒░ ļČĆ(MRZ)ļŖö laser ņĪ░ņé¼ ņŗ£, laser-ņ×¼ļŻīņØś ņāüĒśĖņ×æņÜ®ņ£╝ļĪ£ ņÜ®ņ£ĄĻ│╝ ņ”Øļ░£ņØ┤ ļ░£ņāØĒĢ©Ļ│╝ ļÅÖņŗ£ņŚÉ ņ×¼ļŻīĻ░Ć ņĀ£Ļ▒░ļÉśņ¢┤ ņāØĻĖ░ļŖö ĻĄ¼ļ®ŹņØä ļéśĒāĆļéĖļŗż. BurrļŖö laserņÖĆ ņ×¼ļŻī Ļ░äņØś ņāüĒśĖņ×æņÜ® ņŗ£, ņÜ®ņ£ĄĻ│╝ ņ”Øļ░£ Ļ│╝ņĀĢ ņżæ ļ░śļ░£ ņĢĢļĀź (Recoil Pressure)ņŚÉ ņØśĒĢ┤ ņÜ®ņ£Ą ņ¦Ć(Melting zone)Ļ░Ć MRZ ņŻ╝ņ£äļĪ£ ļ░ĆļĀżļé£ ļÆż ņ×¼ ņØæĻ│ĀļÉ£ ļČäĒÖöĻĄ¼ ĒśĢĒā£ņØś ņĖĄņØ┤ļŗż. ņ£äņÖĆ Ļ░ÖņØĆ ĒśäņāüļōżņØĆ ╬öt, Etotal Rep.rate, Number of Pulseļō▒ ļ│ĆņłśļōżņØś ņāüĻ┤ĆĻ┤ĆĻ│äņŚÉ ņØśĒĢ┤ ņśüĒ¢źņØä ļ░øļŖöļŗż.

3. Ļ▓░Ļ│╝ ļ░Å ĒåĀņØś
3.1 ņŚ┤ ņśüĒ¢ź ļČĆ
Fig. 4ļŖö ņŗ£ĒÄĖņŚÉ IR laserļź╝ ņĪ░ņé¼ĒĢśņŚ¼ ļ░śņØæ ĒŖ╣ņä▒ņ£╝ļĪ£ ļéśĒāĆļé£ HAZ ņĖĪņĀĢĒĢ£ ĻĘĖļלĒöäņØ┤ļŗż. ņŗżĒŚśĻ▓░Ļ│╝ļŖö repetition rateņŚÉ ļö░ļØ╝ ļČäļźśĒ¢łņ£╝ļ®░, ņĖĪņĀĢ Ļ░ÆņØĆ Total laser energy (Etotal) ļ│ĆĒÖöņŚÉ ļö░ļźĖ Ļ▓░Ļ│╝ Ļ░Æņ£╝ļĪ£ ņäżņĀĢĒĢśņŚ¼ ņ×æņä▒ĒĢśņśĆļŗż. 105 kHzļź╝ ņĀüņÜ®ĒĢ£ IR laserļź╝ ņĪ░ņé¼ĒĢ£ HAZļŖö Total laser energyĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ļéśĒāĆļéśņ¦Ćļ¦ī Etotal=10mJ ņØ┤ĒøäļĪ£ļŖö HAZņØś ļ│ĆĒÖöĻ░Ć Ļ▒░ņØś ņŚåņŚłļŗż. 200 kHzņØś IR laserļź╝ ņĪ░ņé¼ĒĢ£ ņŗ£ĒÄĖņØś Ļ▓ĮņÜ░ 105 kHz ņÖĆ ļ╣äņŖĘĒĢ£ ĻĘĖļלĒöä Ļ▓ĮĒ¢źņØä Ļ┤Ćņ░░ĒĢĀ ņłś ņ׳ņ¦Ćļ¦ī HAZņØś Ēü¼ĻĖ░ļŖö 105 kHzņŚÉ ļ╣äĒĢ┤ ņ×æņØĆ Ēü¼ĻĖ░Ļ░Ć Ļ┤Ćņ░░ļÉśņŚłļŗż. ņØ┤ļŖö laserņŚÉ ņĀüņÜ®ĒĢśļŖö repetition rateņŚÉ ļö░ļØ╝ HAZņØś ņĪ░ņĀłĒĢĀ ņłś ņ׳ļŗżļŖö Ļ▓āņØä ņĢīļĀżņżĆļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ repetition rateņØ┤ Ļ░ÉņåīĒĢśļ®┤ laser pulseņØś ņŻ╝ĻĖ░Ļ░Ć ĻĖĖņ¢┤ņ¦ĆĻ│Ā laserĻ░Ć ņĪ░ņé¼ļÉĀ ļĢī, pulse energy ņÖĆ Peak powerĻ░Ć ņ”ØĻ░ĆĒĢśĻ▓ī ļÉ£ļŗż. ļö░ļØ╝ņä£, 105 kHzļź╝ ņĀüņÜ®ĒĢ£ laserļź╝ ņŗ£ĒÄĖņŚÉ ņĪ░ņé¼ĒĢśļ®┤, ļåÆņØĆ pulse energy ņÖĆ Peak powerļĪ£ ņØĖĒĢ┤ ņŚ┤ņśüĒ¢źņØä ļŹö ļ¦ÄņØ┤ ļ░øĻ▓ī ļÉśņ¢┤ HAZĻ░Ć ņ╗żņ¦äļŗż. ļö░ļØ╝ņä£, ļ│ĖņŗżĒŚśņØś Ļ▓░Ļ│╝ļź╝ ĒåĄĒĢ┤ repetition rateļź╝ ņĪ░ņĀłĒĢśņŚ¼ HAZļź╝ ņĪ░ņĀłĒĢĀ ņłś ņ׳ļŗżļŖö Ļ▓āņØä ļ│┤ņŚ¼ņżĆļŗż.

3.2 ņ×¼ļŻī ņĀ£Ļ▒░ ņāüļŗ© ļČĆ
Fig. 5ņØĆ repetition rateļź╝ ļŗżļź┤Ļ▓ī ņĀüņÜ®ĒĢśņŚ¼ ņĪ░ņé¼ĒĢ£ ņŗ£ĒÄĖņØś MRZtopņØ┤ļŗż. 105 kHzļź╝ ņĀüņÜ®ĒĢ£ ņŗżĒŚśņØĆ ņŗ£ĒÄĖņØ┤ Etotal=2mJ ņŚÉņä£ ņĀ£Ļ▒░ļÉśĻĖ░ ņŗ£ņ×æĒĢśņśĆĻ│Ā, Etotal=10mJĻ╣īņ¦Ć MRZtopņØ┤ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ļéśĒāĆļé£ļŗż. ļśÉĒĢ£, Etotal= 20mJņŚÉņä£ MRZtopņØś Ēü¼ĻĖ░Ļ░Ć ņĄ£ļīĆņØ┤Ļ│Ā ņØ┤Ēøä Etotal=50mJ Ļ╣īņ¦Ć ņ×æņĢäņ¦ĆļŖö Ļ▓āņØä Ļ┤Ćņ░░ĒĢśņśĆļŗż. 200 kHzļź╝ ņĀüņÜ®ĒĢ£ laserļĪ£ ņŗ£ĒÄĖņØä ņĪ░ņé¼Ē¢łņØä ļĢīļŖö 105 kHzņÖĆ ņĀäļ░śņĀüņ£╝ļĪ£ ļ╣äņŖĘĒĢ£ ĻĘĖļלĒöä Ļ▓ĮĒ¢źņØ┤ ļéśĒāĆļé£ļŗż. ĒĢśņ¦Ćļ¦ī, MRZtopņØś Ēü¼ĻĖ░ļŖö 105kHz ļ│┤ļŗżļŖö ļ╣äĻĄÉņĀü ņ×æņØĆ Ēü¼ĻĖ░ļĪ£ Ļ┤Ćņ░░ļÉśņŚłļŗż. ņØ┤ļŖö HAZņØś ĻĘĖļלĒöä Ļ▓ĮĒ¢źĻ│╝ ļ╣äņŖĘĒĢ£ Ļ▓░Ļ│╝Ļ░Ć ļéśĒāĆļéśļ®░, repetition rateļź╝ ļŗżļź┤Ļ▓ī ņĀüņÜ®ĒĢ©ņ£╝ļĪ£ņŹ© ņŗ£ĒÄĖņØś MRZtopļÅä ļŗ¼ļØ╝ņ¦ĆļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņĢ×ņä£ ņ¢ĖĻĖēĒĢ£ laserņØś repetition rateņØś ņśüĒ¢źņŚÉņä£ repetition rateĻ░Ć ļé«ņØäņłśļĪØ laserņŚÉ ņĀüņÜ®ļÉśļŖö pulse energy ļ░Å Peak powerĻ░Ć ņ”ØĻ░ĆĒĢśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ņŚłļŗż. ļśÉĒĢ£, ņ”ØĻ░ĆĒĢ£ pulse energy ņÖĆ Peak powerĻ░Ć ņŗ£ĒÄĖņŚÉ ņĪ░ņé¼ļÉśļ®┤ ņŗ£ĒÄĖņØĆ ļŹö ļ¦ÄņØĆ ņŚ┤ņČĢņĀüņØä ļ░øĻ▓ī ļÉśĻ│Ā, ņØ┤ņŚÉ ļö░ļØ╝ Ļ│Āņ▓┤ņāüĒā£ņØś ņŗ£ĒÄĖņØ┤ ņĢĪĒÖö ļ░Å ĻĖ░ĒÖöņØś ņāüļ│ĆĒśĢņ£╝ļĪ£ ņØĖĒĢ┤ ņ×¼ļŻīņĀ£Ļ▒░Ļ░Ć 200 kHz ļ│┤ļŗż ĒÖ£ļ░£Ē׳ ņØ╝ņ¢┤ļé£ļŗż. ļö░ļØ╝ņä£, 200kHzļź╝ ņĀüņÜ®ĒĢ£ laserļź╝ ņĪ░ņé¼Ē¢łņØä ļĢī ļ│┤ļŗż 105 kHzļź╝ ņĀüņÜ®ĒĢ£ ņŗżĒŚśņØś MRZtop Ēü¼ĻĖ░Ļ░Ć ļŹö Ēü¼Ļ│Ā repetition rateņŚÉ ļö░ļØ╝ MRZtopļź╝ ņĪ░ņĀłĒĢĀ ņłś ņ׳ļŗż.

3.3 ņ×¼ļŻī ņĀ£Ļ▒░ ĒĢśļŗ© ļČĆ
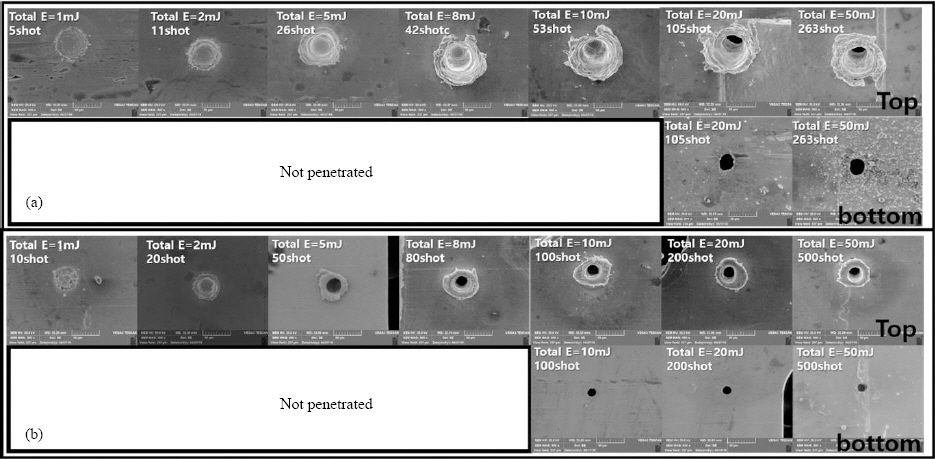
Fig. 6ņØĆ repetition rate ļŗżļź┤Ļ▓ī ņĀüņÜ®ĒĢ£ laserļź╝ ņŗ£ĒÄĖņŚÉ ņĪ░ņé¼ĒĢ£ Ēøä ņŗ£ĒÄĖ ļ░öļŗźņŚÉ ņāØĻĖ░ļŖö MRZbottomņØś Ēü¼ĻĖ░ ļ│ĆĒÖöļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ļśÉĒĢ£, laser ņĪ░ņé¼ Ēøä ņŗ£ĒÄĖņØ┤ Ļ┤ĆĒåĄļÉśņ¦Ć ņĢŖļŖö Ļ▓ĮņÜ░ņŚÉļŖö ņĖĪņĀĢņØ┤ ļČłĻ░ĆļŖź ĒĢśņŚ¼ ņāØļץĒĢśņśĆļŗż. 105 kHzļź╝ ņĀüņÜ®ĒĢ£ laserļź╝ ņŗ£ĒÄĖņŚÉ ņĪ░ņé¼Ē¢łņØä ļĢī Etotal= 20mJņŚÉņä£ ņ▓½ Ļ┤ĆĒåĄļÉśņŚłņ£╝ļ®░ ņØ┤Ēøä Etotal=50mJĻ╣īņ¦Ć ņØ╝ņĀĢĒĢ£ Ēü¼ĻĖ░ņØś MRZbottomĻ░Ć ļéśĒāĆļé¼ļŗż. ĒĢśņ¦Ćļ¦ī, 200 kHzļź╝ ņĀüņÜ®ĒĢ£ Ļ▓ĮņÜ░ņŚÉļŖö 105 kHzļź╝ ņĀüņÜ®ĒĢ£ ņŗżĒŚś ļ│┤ļŗż ļé«ņØĆ Etotal=10mJņŚÉņä£ ņ▓½ Ļ┤ĆĒåĄļÉśņŚłņ£╝ļ®░ ņØ┤Ēøä Etotal=50mJ Ļ╣īņ¦Ć ņØ╝ņĀĢĒĢ£ Ēü¼ĻĖ░ņØś MRZbottomĻ░Ć Ļ┤Ćņ░░ļÉśņŚłļŗż. ņĢ×ņä£ ņ¢ĖĻĖēĒĢ£ Ļ▓āĻ│╝ Ļ░ÖņØ┤ repetition rateļź╝ ņĪ░ņĀłĒĢśļ®┤ pulse energyņÖĆ Peak powerļź╝ ņĪ░ņĀłĒĢĀ ņłś ņ׳Ļ│Ā ĻĘĖņŚÉ ļö░ļØ╝ ņŗ£ĒÄĖĻ│╝ laserņØś ņ¦üņĀæņĀüņØĖ ņāüĒśĖņ×æņÜ®ņØ┤ ņĪ░ņĀł Ļ░ĆļŖźĒĢśļŗż. ļśÉĒĢ£, ļåÆņØĆ pulse energy ņÖĆ Peak powerļĪ£ ņØĖĒĢ┤ ņŗ£ĒÄĖ ļé┤ļČĆņŚÉ ņś©ļÅäĻ░Ć ĻĖēĻ▓®Ē׳ ņ”ØĻ░ĆĒĢśņŚ¼ ĻĖ░ņĪ┤ņØś Ļ│Āņ▓┤ņØś ņŗ£ĒÄĖņØ┤ ņÜ®ņ£ĄĻ│╝ ĻĖ░ĒÖöņØś ņāüĒā£ļ│ĆĒÖöļĪ£ ņØĖĒĢ┤ ņ×¼ļŻīņØś ņĀ£Ļ▒░Ļ░Ć ļŹö ĒÖ£ļ░£ĒĢśĻ▓ī ļ░£ņāØĒĢ£ļŗż. ļö░ļØ╝ņä£, 105 kHzļź╝ ņĀüņÜ®ĒĢ£ MRZbottomņØś Ēü¼ĻĖ░Ļ░Ć ļŹö Ēü¼ļŗżļŖö Ļ▓āņØä ņŗżĒŚśņØä ĒåĄĒĢ┤ ĒÖĢņØĖĒĢśņśĆļŗż. ĒĢśņ¦Ćļ¦ī, 200 kHz ņŚÉņä£ļŖö ļŹö ļé«ņØĆ ņŚÉļäłņ¦ĆņŚÉņä£ ņŗ£ĒÄĖņØ┤ ņĀ£Ļ▒░Ļ░Ć ļÉśļŖöļŹ░, ņØ┤ļŖö repetition rateņØ┤ ņ”ØĻ░ĆĒĢśļ®┤ņä£ ņŗ£ĒÄĖņŚÉ laserĻ░Ć ņĪ░ņé¼ļÉśļŖö laser pulse ĒܤņłśĻ░Ć ņ”ØĻ░ĆĒĢśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ļö░ļØ╝ņä£, 200 kHzļź╝ ņĀüņÜ®ĒĢ£ laserļĪ£ ņĪ░ņé¼ĒĢ£ ņŗ£ĒÄĖņØĆ 105 kHzļź╝ ņĀüņÜ®ĒĢ£ laser ļ│┤ļŗż ļ¦ÄņØĆ ĒܤņłśņØś laser pulseļź╝ ņĪ░ņé¼ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņŗ£ĒÄĖņØ┤ ļ©╝ņĀĆ Ļ┤ĆĒåĄļÉśņ¢┤ MRZbottomņØ┤ ļéśĒāĆļé£ļŗż.
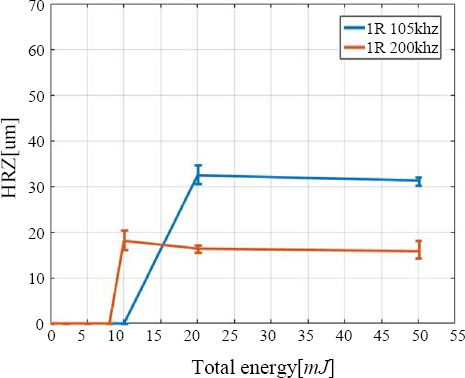
Fig. 7ņØĆ ņä£ļĪ£ ļŗżļźĖ repetition rateļź╝ ņĀüņÜ®ĒĢ£ laserļź╝ ņŗ£ĒÄĖņŚÉ ņĪ░ņé¼ĒĢ£ Ēøä ņŗ£ĒÄĖņØä SEMņ£╝ļĪ£ ņ┤¼ņśüĒĢ£ ņé¼ņ¦äņØ┤ļŗż. Ļ░üĻ░üņØś repetition rateņØ┤ ņĀüņÜ®ļÉ£ laserņÖĆ ņŗ£ĒÄĖņØś ņāüĒśĖņ×æņÜ®ņØ┤ ļŗ¼ļØ╝ņ¦ĆĻĖ░ ļĢīļ¼ĖņŚÉ ņŗ£ĒÄĖņØ┤ ņĀ£Ļ▒░ļÉ£ ņĀĢļÅäņÖĆ BurrņØś ņĀĢļÅäĻ░Ć ļŗ¼ļØ╝ņ¦ÉņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņĢ×ņä£ ņ¢ĖĻĖēĒĢ£ MRZņÖĆ Ļ░ÖņØ┤ repetition rateĻ░Ć ņżäņ¢┤ļōżļ®┤ pulse energy ņÖĆ Peak powerĻ░Ć ņ”ØĻ░ĆĒĢ£ļŗż. ļśÉĒĢ£, ņŗ£ĒÄĖ ļé┤ļČĆņØś ļ░śļ░£ņĢĢļĀźņØ┤ ļŹö ņ”ØĻ░ĆĒĢśļ®┤ņä£ ņÜ®ņ£ĄļÉ£ ņ×¼ļŻīĻ░Ć ļō£ļ”┤ļ¦ü ļÉ£ ņŗ£ĒÄĖņØś ņāüļŗ© ņŻ╝ņ£äļĪ£ ņ×¼Ļ▓░ņĀĢĒÖöĻ░Ć ļ¦ÄņØ┤ ļÉśĻĖ░ ļĢīļ¼ĖņŚÉ repetition rateĻ░Ć ņ×æņĢäņ¦Ćļ®┤ ļŹö ļ¦ÄņØĆ BurrĻ░Ć ņāØņä▒ļÉśņŚłļŗż. ļö░ļØ╝ņä£, 105kHzļź╝ ņĀüņÜ®ĒĢśļ®┤ ņ”ØĻ░ĆĒĢ£ pulse energy ņÖĆ Peak powerļĪ£ ņØĖĒĢ┤ 200kHzļź╝ ņĀüņÜ®ĒĢĀ ļĢīļ│┤ļŗż ļ¦ÄņØĆ ņ¢æņØś BurrĻ░Ć ņāØņä▒ļÉśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż.
4. Ļ▓░ ļĪĀ
Ēśäņ×¼ ņĀ£ĒÆłņØś ņåīĒśĢĒÖö ļ░Å ņĀĢļ░ĆĒĢ©ņØ┤ ņÜöĻĄ¼ļÉśļŖö ņ▓©ļŗ©ņé░ņŚģņŚÉņä£ ĻĖ░Ļ│äņĀü Ļ░ĆĻ│Ąļ░®ļ▓ĢņŚÉ ĒĢ£Ļ│äļź╝ ĒĢ┤Ļ▓░ĒĢśĻ│Ā ļ│┤ņÖäĒĢśĻĖ░ ņ£äĒĢ┤ laser Ļ░ĆĻ│ĄņØ┤ ļÅäņ×ģļÉśĻ│Ā ņ׳ļŗż. ĻĖ░ļ│ĖņĀüņØĖ laserņÖĆ ņ×¼ļŻīņØś ņāüĒśĖ ņ×æņÜ®ņØä ņØ┤ĒĢ┤ĒĢ©ņ£╝ļĪ£ņŹ© laser ļō£ļ”┤ļ¦ü Ļ░ĆĻ│ĄņØś ņןņĀÉņØä ņĄ£ļīĆĒĢ£ ĒÖ£ņÜ®ĒĢśĻ│Ā ĻĘĖ ņżæņŚÉņä£ļÅä ĒØöĒ׳ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŖö IR laserņØś ĻĖ░ļ│ĖņĀüņØĖ ĒŖ╣ņ¦ĢņØä ņØ┤ĒĢ┤ĒĢśĻĖ░ ņ£äĒĢ┤ ļ│ĖņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ļśÉĒĢ£, ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ laser ņÖĆ ņŗ£ĒÄĖ Ļ░äņØś ņāüĒśĖ ņ×æņÜ®ņ£╝ļĪ£ ļéśĒāĆļé£ HAZ, MRZtop, MRZbottom, ĻĘĖļ”¼Ļ│Ā, Burrļź╝ ļ╣äĻĄÉ ļČäņäØĒĢ£ Ļ▓░Ļ│╝ļōżņØĆ ņĢäļלņÖĆ Ļ░ÖņØ┤ ņÜöņĢĮĒĢśņśĆļŗż.
1) Repetition rate ļ│ĆĒÖö ļö░ļźĖ HAZ Ļ▓░Ļ│╝ ļČäņäØņ£╝ļĪ£ 105 kHzļź╝ ņĀüņÜ®ĒĢ©ņ£╝ļĪ£ņŹ© pulse energyņÖĆ Peak powerĻ░Ć ņ”ØĻ░ĆļÉśĻ│Ā, ļśÉĒĢ£, ņ”ØĻ░ĆĒĢ£ pulse energyņÖĆ Peak powerļĪ£ ņØĖĒĢ┤ ņ×¼ļŻīĻ░Ć ļ░øļŖö ņŚ┤ ņČĢņĀüņØ┤ ņ”ØĻ░ĆĒĢśņŚ¼ Etotal ņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ HAZĻ░Ć ņ╗żņ¦ĆļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż
2) Repetition rate ļ│ĆĒÖöņŚÉ ļö░ļźĖ MRZtop Ļ▓░Ļ│╝ļź╝ ņÜöņĢĮĒĢśļ®┤ 105 kHzļź╝ ņĀüņÜ®ĒĢśļ®┤ 200 kHz ļ│┤ļŗż pulse energy ņÖĆ Peak powerĻ░Ć ņ”ØĻ░ĆĒĢśņŚ¼ ņŚ┤ ņČĢņĀüĻ│╝ ļ░śļ░£ņĢĢļĀźņŚÉ ņØśĒĢ┤ ņŗ£ĒÄĖņØś ļŹö ļ¦ÄņØĆ ņ×¼ļŻīĻ░Ć ņĀ£Ļ▒░ļÉ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż. MRZbottomņØś Ļ▓ĮņÜ░ 200 kHzļź╝ ņĀüņÜ®ĒĢ£ laserĻ░Ć 105 kHzļź╝ ņĀüņÜ®Ē¢łņØä ļĢīņŚÉ ļ╣äĒĢ┤ ļŹö ļ¦ÄņØĆ laser pulseļĪ£ ņØĖĒĢśņŚ¼ 105 kHzļ│┤ļŗż ļé«ņØĆ ņŚÉļäłņ¦ĆņŚÉņä£ ņŗ£ĒÄĖņØ┤ Ļ┤ĆĒåĄļÉśņŚłņØīņØä ĒÖĢņØĖĒĢśņśĆļŗż.
3) 105 kHzļź╝ ņĀüņÜ®ĒĢ£ ņŗżĒŚśņŚÉņä£ļŖö 200 kHzļź╝ ņĀüņÜ®ĒĢ£ ņŗżĒŚśļ│┤ļŗż ņŗ£ĒÄĖļé┤ļČĆņŚÉ ļåÆņØĆ ļ░śļ░£ņĢĢļĀźņØ┤ ņāØņä▒ļÉśņ¢┤ ņÜ®ņ£ĄļÉ£ ņ×¼ļŻīĻ░Ć ņŗ£ĒÄĖ ņāüļŗ©ļČĆļĪ£ ņś¼ļØ╝ņÖĆ ņ×¼Ļ│ĀĒśĢĻ│╝ ļÉśņ¢┤ ļ¦ÄņØĆ BurrĻ░Ć ļéśĒāĆļéśļŖö Ļ▓āņØä SEM ņé¼ņ¦äņØä ĒåĄĒĢ┤ ĒÖĢņØĖĒĢśņśĆļŗż.
4) IR laserņŚÉ ņä£ļĪ£ ļŗżļźĖ repetition rateļź╝ ņĀüņÜ®ĒĢ©ņ£╝ļĪ£ņŹ© ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢ£ Ļ▓░Ļ│╝ļĪ£ņŹ© repetition rateļź╝ ņĪ░ņĀłĒĢśņŚ¼ laserņÖĆ ņ×¼ļŻī Ļ░äņØś ņāüĒśĖņ×æņÜ®(HAZ, MRZ, Burr)ņØä ņĪ░ņĀłĒĢĀ ņłś ņ׳ņ£╝ļ®░ laser Ļ░ĆĻ│Ą ņŗ£ repetition rateļź╝ ņĪ░ņĀłĒĢ©ņŚÉ ļö░ļØ╝ ĒÜ©ņ£©ņĀüņØĖ laser ļō£ļ”┤ļ¦ü Ļ░ĆĻ│ĄņØä ņ¦äĒ¢ēĒĢĀ ņłś ņ׳ļŗżĻ│Ā ĒīÉļŗ©ļÉ£ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



