


1. ņä£ ļĪĀ
ņ£Āļ”¼ļŖö ņØ┤ņé░ĒÖöĻĘ£ņåī (SiO2)ļź╝ ņŻ╝ņä▒ļČäņ£╝ļĪ£ Ļ░¢ļŖö ļ╣äĻ▓░ņĀĢņ¦ł Ļ│Āņ▓┤ļĪ£ņä£ ņ×¼ņ¦łņØś ņÜ░ņłśĒĢ£ Ļ┤æĒĢÖņĀü ĒŖ╣ņä▒ņ£╝ļĪ£ ņØĖĒĢ┤ ņĀäĒåĄņĀüņ£╝ļĪ£ Ļ┤æĒĢÖ, ĒåĄņŗĀ ļ░Å ļööņŖżĒöīļĀłņØ┤ ĻĖ░ĻĖ░ņØś ņżæņÜö ņåīņ×¼ļĪ£ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŗż.
ņŚ¼ļ¤¼ ņØæņÜ®ļČäņĢ╝ņŚÉ ņ£Āļ”¼Ļ░Ć ņĀüņĀłĒ׳ ņé¼ņÜ®ļÉśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņ£Āļ”¼ļź╝ ļŗżņ¢æĒĢ£ ĒśĢņāüņ£╝ļĪ£ ņĀĢļ░ĆĒĢśĻ▓ī Ļ░ĆĻ│ĄĒĢśļŖö Ļ▓āņØ┤ ĒĢäņÜöĒĢśļéś, ļ¼╝ļ”¼ņĀü ņĀæņ┤ēņØä ņØ┤ņÜ®ĒĢśļŖö ĻĖ░Ļ│äņĀü Ļ░ĆĻ│Ą ļ░®ļ▓Ģ1,2)ņ£╝ļĪ£ļŖö ņĘ©ņä▒ņØ┤ ļåÆņØĆ ņ£Āļ”¼ņåīņ×¼ļź╝ ņĀĢļ░ĆĒĢśĻ▓ī Ļ░ĆĻ│ĄĒĢśļŹ░ ņ¢┤ļĀżņøĆņØ┤ ņ׳ļŗż. ļåÆņØĆ ļ░ĆļÅäņØś Ļ┤æ ņŚÉļäłņ¦Ćļź╝ ņŚ┤ņøÉņ£╝ļĪ£ ņé¼ņÜ®ĒĢśļŖö ļ╣ä ņĀæņ┤ē ļ░®ņŗØņØś ļĀłņØ┤ņĀĆ Ļ│ĄņĀĢ3,4)ņØĆ ņĘ©ņä▒ņØ┤ ļåÆņØĆ ņ×¼ļŻī Ļ░ĆĻ│Ą ņŗ£ ļ░£ņāØĒĢśļŖö ĻĘĀņŚ┤ ļ░Å ņ×¼ļŻī ņåÉņŗżņØä ņĄ£ņåīĒÖö ņŗ£Ēé¼ ņłś ņ׳ļŖö ņןņĀÉņØ┤ ņ׳ņ¢┤ ļĀłņØ┤ņĀĆļź╝ ņØ┤ņÜ®ĒĢ£ ļŗżņ¢æĒĢ£ ņ£Āļ”¼ Ļ░ĆĻ│Ą ĻĖ░ņłĀņØ┤ Ļ░£ļ░£ ļ░Å ņŚ░ĻĄ¼ļÉśĻ│Ā ņ׳ļŗż5-7). ĒŖ╣Ē׳, ņøÉ ņĀüņÖĖņäĀ ĒīīņןņØś COŌééļĀłņØ┤ņĀĆ ļ╣öņØĆ ņ£Āļ”¼ ņåīņ×¼ņŚÉ ļīĆĒĢ£ ĒØĪņłśņ£©ņØ┤ ļåÆņĢä8) ņ£Āļ”¼ņåīņ×¼ņŚÉ Ēł¼ļ¬ģĒĢ£ ĒŖ╣ņä▒ņØä Ļ░Ćņ¦ĆļŖö Ļ░Ćņŗ£Ļ┤æņäĀ ņśüņŚŁņØś ļĀłņØ┤ņĀĆ ļ╣ö ļīĆļ╣ä ņ£Āļ”¼ Ļ░ĆĻ│Ą ņŗ£ ĒÜ©Ļ│╝ņĀüņ£╝ļĪ£ ņØ┤ņÜ®ļÉĀ ņłś ņ׳ļŗż.
Brusberg9)ļō▒ņØĆ COŌééļĀłņØ┤ņĀĆļź╝ ņØ┤ņÜ®ĒĢ£ 500 ╬╝m ļæÉĻ╗ś ņ£Āļ”¼ (Schott D263 Teco)ņØś ļō£ļ”┤ļ¦ü Ļ░ĆĻ│ĄņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼ļź╝ ņłśĒ¢ēĒĢśņśĆļŗż. ņŚ░ĻĄ¼ņŚÉ ļö░ļź┤ļ®┤, CO2 ļĀłņØ┤ņĀĆļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ 100 ╬╝m ņ¦üĻ▓ĮņØä Ļ░¢ļŖö Ļ│¦ņØĆ ņøÉĒåĄļ¬©ņ¢æņØś ĒÖĆņØä ļīĆļ¤ēņ£╝ļĪ£ Ļ░ĆĻ│ĄĒĢśņśĆņ£╝ļ®░, Ļ│ĄņĀĢ ņżæņŚÉ ļ░£ņāØĒĢ£ ĻĘĀņŚ┤ ļ¼ĖņĀ£ļŖö ņĀä, Ēøä ņŚ┤ņ▓śļ”¼ļź╝ ĒåĄĒĢ┤ņä£ Ļ░£ņäĀĒĢśņśĆļŗż. CO2 ļĀłņØ┤ņĀĆņŚÉ ņØśĒĢ£ ļŗżņ¢æĒĢ£ ņóģļźśņØś ņ£Āļ”¼ (ĒĢ®ņä▒ ņäØņśüņ£Āļ”¼, pyrex ņ£Āļ”¼, ņåīļŗżļØ╝ņ×ä ņ£Āļ”¼) ļō£ļ”┤ļ¦ü Ļ░ĆĻ│Ą ņŚ░ĻĄ¼ļÅä ļ│┤Ļ│ĀļÉśņŚłļŗż10). 3Ļ░Ćņ¦Ć ņ£Āļ”¼ ņóģļźś ņżæ ņäØņśü ņ£Āļ”¼ņØś Ļ░ĆĻ│Ąņä▒ņØ┤ Ļ░Ćņן ņóŗņØĆ Ļ▓āņ£╝ļĪ£ ļō£ļ¤¼ļé¼ņ£╝ļ®░, ļ®ĆĒŗ░Ēöī ĒÄäņŖż ļ¬©ļō£ ņé¼ņÜ® ņŗ£ ņäØņśü ņ£Āļ”¼ņŚÉ Ļ░ĆĻ│ĄļÉ£ ĒÖĆņØś ĒģīņØ┤ĒŹ╝ ļ░Å ĒÖĆ ņŻ╝ļ│Ć ņŚ┤ ņśüĒ¢źļČĆļÅä Ļ░Éņåīņŗ£ĒéżļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż. Chung11) ļō▒ņØĆ CO2 ļĀłņØ┤ņĀĆļź╝ ņØ┤ņÜ®ĒĢ£ ņ£Āļ”¼ņØś ĒÖĆ Ļ░ĆĻ│ĄņŚÉņä£ ņ£Āļ”¼ļź╝ ļ¼╝ņŚÉ ņ×ĀĻĖ░Ļ▓ī ĒĢśļŖö ļ░®ļ▓ĢņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ļ░ĆĻ│ĄļČĆņÖĆ ņŻ╝ļ│ĆņØś ņś©ļÅäņ░©ļź╝ Ļ░Éņåīņŗ£Ēé┤ņ£╝ļĪ£ņŹ© ĻĘĀņŚ┤ņØ┤ ņŚåļŖö ĒÖĆņØä Ļ░ĆĻ│ĄĒĢĀ ņłś ņ׳ņŚłļŗż.
ņ¦üĻĄÉ ļ░░ņŚ┤Ēæ£ļź╝ ņØ┤ņÜ®ĒĢśļŖö ļŗżĻĄ¼ņ░ī ņŗżĒŚśĻ│äĒÜŹļ▓Ģ12) ņØĆ ņŗżĒŚśņŚÉ ņśüĒ¢źņØä ņŻ╝ļŖö ļ¬©ļōĀ ņØĖņ×ÉļōżņØś ņĪ░ĒĢ®ņØä Ļ│ĀļĀżĒĢśņŚ¼ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśļŖö ļīĆņŗĀ ņŗżĒŚśĒܤņłśļź╝ ņĄ£ņåīĒÖö ĒĢśļ®┤ņä£ļÅä ĒåĄĻ│äņĀü ļČäņäØņØä ĒåĄĒĢ┤ Ļ│ĄņĀĢņŚÉ Ēü░ ņśüĒ¢źņØä ņŻ╝ļŖö ņØĖņ×É ļ░Å ĒāĆļŗ╣ĒĢ£ ņĄ£ņĀüņØś Ļ│ĄņĀĢņĪ░Ļ▒┤ņØä ĒīīņĢģĒĢśļŖö Ļ▓āņØ┤ ņÜ®ņØ┤ĒĢśņŚ¼ ļŗżņ¢æĒĢ£ Ļ│ĄņĀĢ ņäżĻ│ä ļ░Å ĒÅēĻ░ĆņŚÉ ņØ┤ņÜ®ļÉ£ļŗż. Song13) ļō▒ņØĆ Nd:YAG ļĀłņØ┤ņĀĆ Ēöīļ”Į ņ╣® ņĀæĒĢ® ņŚ░ĻĄ¼ņŚÉņä£ ņĀæĒĢ®ņØĖņ×ÉļōżņŚÉ ļīĆĒĢ£ ņśüĒ¢źļÅä ļČäņäØ ļ░Å ņĄ£ņĀü ņĀæĒĢ®ņĪ░Ļ▒┤ņØä ĒīīņĢģĒĢśĻĖ░ ņ£äĒĢ┤ ļŗżĻĄ¼ņ░ī ņŗżĒŚśņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ņŗżĒŚś Ļ▓░Ļ│╝, ņåöļŹö ļ▓öĒöä ĒśĢņāüņŚÉ Ļ░Ćņן Ēü░ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ņØĖņ×ÉļŖö ņŖżņ║ö ņåŹļÅäļĪ£ ļČäņäØļÉśņŚłņ£╝ļ®░, ļé«ņØĆ ļĀłņØ┤ņĀĆ ņČ£ļĀź ļ░Å ļ╣ĀļźĖ ņŖżņ║ö ņåŹļÅäĻ░Ć ņóŗņØĆ ņĀæĒĢ®ĒŖ╣ņä▒ņØä ļ│┤ņŚ¼ņŻ╝ļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņł£ņłś Ti ņåīņ×¼ņØś ļööņŖżĒü¼ļĀłņØ┤ņĀĆ ņÜ®ņĀæ Ļ│ĄņĀĢņŚÉņä£ ļŗżĻĄ¼ņ░ī ļ░®ļ▓ĢņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņÜ®ņĀæ ļ│Ćņłśļź╝ ņĄ£ņĀüĒÖö ņŗ£ĒéżļŖö ņŚ░ĻĄ¼Ļ░Ć ņłśĒ¢ēļÉśņŚłļŗż14). ņŚ░ĻĄ¼ņŚÉ ļö░ļź┤ļ®┤, ļĀłņØ┤ņĀĆ ņČ£ļĀź, ļ│┤ĒśĖĻ░ĆņŖż ļ░Å ņŖżņ║ö ņåŹļÅä ņł£ņ£╝ļĪ£ ņÜ®ņĀæ ļČĆ ņØĖņןĻ░ĢļÅäņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØ┤ Ēü░ Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż.
ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö COŌééļĀłņØ┤ņĀĆļź╝ ņØ┤ņÜ®ĒĢ£ ņ╗żļ▓ä ņ£Āļ”¼ņØś ļō£ļ”┤ļ¦ü Ļ░ĆĻ│Ą ņŚ░ĻĄ¼ ļé┤ņÜ®ņØä ļŗżļŻ¼ļŗż. ņŗżĒŚśņäżĻ│äļź╝ ņ£äĒĢ┤ ļŗżĻĄ¼ņ░ī ļ░®ļ▓ĢņØä ņØ┤ņÜ®ĒĢśņśĆņ£╝ļ®░, ļĀłņØ┤ņĀĆ ņČ£ļĀź, ņŖżņ║öņåŹļÅä, ļ╣ö ņ┤łņĀÉņ£äņ╣ś ļ░Å ņŖżņ║ö ĒܤņłśĻ░Ć Ļ░ĆĻ│ĄļÉ£ ĒÖĆņØś ĒÆłņ¦łņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ļČäņäØĒĢśņśĆļŗż. ļśÉĒĢ£, Ēæ£ļ®┤ ļ░śņØæļ▓ĢņØä ņØ┤ņÜ®ĒĢśņŚ¼ ĒÖĆ ĒÆłņ¦łņØä ņśłņĖĪĒĢĀ ņłś ņ׳ļŖö ĒÜīĻĘĆņŗØļÅä ņĀ£ņĢłĒĢśņśĆņ£╝ļ®░, ņĀ£ņĢłļÉ£ ņŗØņŚÉ ņØśĒĢ£ ņśłņĖĪĻ░ÆņØä ņŗżĒŚśĻ░ÆĻ│╝ ļ╣äĻĄÉĒĢ┤ļ┤äņ£╝ļĪ£ņŹ© ņĀ£ņĢłļÉ£ ĒÜīĻĘĆņŗØņØś ĒāĆļŗ╣ņä▒ņØä Ļ▓Ćņ”ØĒĢśņśĆļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
2.1 ņŗżĒŚśņןņ╣ś ļ░Å ņ×¼ļŻī
80 W ĻĖē ņŚ░ņåŹĒīī (CW)ŃĆĆCO2 ļĀłņØ┤ņĀĆ (10.6 ╬╝mĒīīņן) ņåīņŖżļź╝ ĒżĒĢ©ĒĢśļŖö ļĀłņØ┤ņĀĆ ņןņ╣śĻ░Ć (INNOSTA, IS 960) ņ£Āļ”¼ ļō£ļ”┤ļ¦ü ņŗżĒŚśņØä ņ£äĒĢ┤ ņé¼ņÜ®ļÉśņŚłļŗż. ļĀłņØ┤ņĀĆņŚÉņä£ ļ░£ņ¦äļÉ£ ļ╣öņØĆ Ļ▒░ņÜĖļĪ£ ĻĄ¼ņä▒ļÉ£ ļ╣ö ņĀäļŗ¼Ļ┤æĒĢÖĻ│äļź╝ Ļ▒░ņ│É ļĀłņØ┤ņĀĆ ļģĖņ”ÉļĪ£ ņĀäņåĪļÉśļ®░, ļģĖņ”ÉņŚÉ ĒżĒĢ©ļÉ£ ņ┤łņĀÉļĀīņ”ł (50 mm ņØś ņ┤łņĀÉ Ļ▒░ļ”¼) ļź╝ ĒåĄĒĢ┤ ņ┤łņĀÉņØ┤ ļ¦×ņČ░ņ¦ä ļ╣öņØĆ ņĄ£ņóģņĀüņ£╝ļĪ£ ņ£Āļ”¼ ĻĖ░ĒīÉ Ēæ£ļ®┤ņŚÉ ņ×ģņé¼ļÉ£ļŗż. ļĀłņØ┤ņĀĆ ļģĖņ”ÉĻ│╝ ņŚ░Ļ▓░ļÉ£ Ļ░ĀĒŖĖļ”¼ (gantry) ņŗ£ņŖżĒģ£ņØĆ x-yņČĢ ļ░®Ē¢źņØś ņøĆņ¦üņ×äņØä ņĀ£Ļ│ĄĒĢ©ņ£╝ļĪ£ņŹ© ņ£Āļ”¼ ĻĖ░ĒīÉņ£äņŚÉņä£ ļĀłņØ┤ņĀĆ ļ╣öņØś ņ£äņ╣śļź╝ ņĀ£ņ¢┤ĒĢ£ļŗż. ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ņ£Āļ”¼ļŖö 0.175 mm (┬▒ 0.015 mm) ļæÉĻ╗śņØś ļČĢĻĘ£ņé░ (ļ│┤ļĪ£ņŗżļ”¼ņ╝ĆņØ┤ĒŖĖ) ņ╗żļ▓ä ņ£Āļ”¼ ĻĖ░ĒīÉŃĆĆ(DURAN)ŃĆĆņØ┤ļŗż. ļČĢĻĘ£ņé░ ņ£Āļ”¼ņØś ņŚ┤ ļ░Å Ļ┤æĒĢÖņĀü ļ¼╝ņä▒ņ╣śļŖö Table 1ņŚÉ ļ│┤ņØĖļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņ£Āļ”¼ĻĖ░ĒīÉņŚÉ ņ¦üĻ▓Į 1 mmņØś ĒÖĆņØä ļܽĻĖ░ ņ£äĒĢ┤ ĒŖĖļĀłĒīÉ (trepanning) ļ░®ļ▓ĢņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ĒŖĖļĀłĒīÉ ļ░®ļ▓ĢņŚÉņä£ļŖö ļĀłņØ┤ņĀĆ ļ╣öņØ┤ ņ┤łņĀÉļ®┤ņŚÉņä£ ņØ╝ņĀĢĒĢ£ ņ¦üĻ▓ĮņØś ņøÉņØä ĻĘĖļ”¼ļ®░ ļō£ļ”┤ļ¦üņØ┤ ņ¦äĒ¢ēļÉ£ļŗż. ļ│Ė ņŗżĒŚśņŚÉņä£ļŖö ļĀłņØ┤ņĀĆ ļ╣öņØ┤ 1 mm ņ¦üĻ▓ĮņØś ņøÉĒśĢ ĒŖĖļ×ÖņØä ļö░ļØ╝ ņŖżņ║öĒĢśļÅäļĪØ ņäżņĀĢļÉśņŚłņ£╝ļ®░, ņŗżĒŚś ņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ 1-4ĒÜīņØś ņŖżņ║ö Ēܤņłśļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż (1ĒÜīņØś ņŖżņ║öņŚÉņä£ ļĀłņØ┤ņĀĆ ļ╣öņØ┤ ĒĢ£ ļ▓łņØś ņÖäņĀäĒĢ£ ņøÉņØä ĻĘĖļ”╝).
Table┬Ā1
Material properties of borosilicate glass
| Density | 2.23 g/cm3 |
| Specific heat | 0.83 J/g┬ĘK |
| Coefficient of thermal expansion | ~3.3Ō©»10-6/K |
| Thermal conductivity | 1.14 W/m┬Ęk |
| Index of refraction | 1.486 (at 2.5 ╬╝m) |
ļō£ļ”┤ļ¦ü ņŗżĒŚś Ēøä ĒÖĆņØś ĒÆłņ¦łņØä ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢ┤ Ļ┤æĒĢÖĒśäļ»ĖĻ▓Į (OLYMPUS, BH2-UMA)ļ░Å ņŻ╝ņé¼Ēśäļ»ĖĻ▓Į (Tescan, Vega3)ņØä ņØ┤ņÜ®ĒĢ£ ĒÖĆ ĒśĢņāü ļČäņäØ (ĒÖĆ Ēü¼ĻĖ░ ļ░Å ņŚ┤ņśüĒ¢źļČĆ ļ®┤ņĀü) ņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. Fig. 1 ņØĆ ļō£ļ”┤ļ¦ü ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ņŗżĒŚś ņןņ╣ś ĻĄ¼ņä▒ ļ░Å ļō£ļ”┤ļ¦ü ļ░®ļ▓Ģ Ļ░£ļץļÅäļź╝ ļ│┤ņŚ¼ņżĆļŗż.

2.2 ļŗżĻĄ¼ņ░ī ļ░®ļ▓ĢņØä ņØ┤ņÜ®ĒĢ£ ņŗżĒŚś ņäżĻ│ä
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņ┤Ø 16ļ▓łņØś ņŗżĒŚśĒܤņłśļź╝ Ļ░Ćņ¦ĆļŖö 4ņØĖņ×É 4 ņłśņżĆĻ│äņØś ļŗżĻĄ¼ņ░ī ņ¦üĻĄÉļ░░ņŚ┤Ēæ£ (L1644) ņØ┤ņÜ®ĒĢśņŚ¼ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ņŗżĒŚśņŚÉ ņśüĒ¢źņØä ņŻ╝ļŖö ņØĖņ×ÉļĪ£ļŖö ļĀłņØ┤ņĀĆ ņČ£ļĀź, ņŖżņ║öņåŹļÅä, ņ┤łņĀÉ ņ£äņ╣ś ļ░Å ņŖżņ║ö ĒܤņłśĻ░Ć Ļ│ĀļĀżļÉśņŚłņ£╝ļ®░ Ļ░ü ņØĖņ×ÉņŚÉ ļīĆĒĢ£ ņłśņżĆņØĆ Table 2ņŚÉ ļ│┤ņŚ¼ ņ¦äļŗż. Table 3ņØĆ ļŗżĻĄ¼ņ░ī ļ░®ļ▓ĢņŚÉ ņØśĒĢ┤ ņäżĻ│äļÉ£ ņ┤Ø 16ļ▓łņØś ņŗżĒŚś ļ░░ņ╣śļź╝ ļ│┤ņŚ¼ņżĆļŗż.
Table┬Ā2
Factors of drilling experiments and their levels
| Factor | Level | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| Laser power (W) | 5 | 10 | 15 | 20 |
| Scan speed (mm/s) | 10 | 20 | 30 | 40 |
| No. of passes | 1 | 2 | 3 | 4 |
| Focal position (mm) | 0 | -0.175 | 1 | -1.175 |
Table┬Ā3
Experimental layout based on an L16 (4 factors and 4 levels) Taguchi matrix
ļŗżĻĄ¼ņ░ī ņŗżĒŚśņŚÉņä£ Ļ░ü ņŗżĒŚś ņØĖņ×Éļ│ä Ļ│ĄņĀĢņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ĒīīņĢģĒĢśĻĖ░ ņ£äĒĢ┤ SNR (signal to noise ratio)ņØä ņé¼ņÜ®ĒĢ£ļŗż. SNRņØĆ ņŗĀĒśĖ ļīĆļ╣ä ņ×ĪņØīņØś ļ╣äļź╝ ņØśļ»ĖĒĢśļ®░ SNRļĪ£ļČĆĒä░ Ļ│ĄņĀĢ Ļ▓░Ļ│╝ņŚÉ ļīĆĒĢ£ ņ×ĪņØīņØĖņ×ÉņØś ņśüĒ¢źņä▒ņØä ĒīÉļŗ©ĒĢĀ ņłś ņ׳ļŗż. ĒÆłņ¦ł ĒŖ╣ņä▒ņ£╝ļĪ£ ļéśĒāĆļéśļŖö Ļ│ĄņĀĢ Ļ▓░Ļ│╝ļ¼╝ļĪ£ļČĆĒä░ SNRņØä ĻĄ¼ĒĢĀ ņłś ņ׳ņ£╝ļ®░, SNRņØ┤ Ēü░ Ļ░ÆņØä Ļ░Ćņ¦łņłśļĪØ ņ×ĪņØī ņØĖņ×ÉņŚÉ Ļ░ĢĻ▒┤ĒĢ£ Ļ│ĄņĀĢņØ┤ ļÉ£ļŗż.
SNRņØĆ Ļ│ĄņĀĢņØś Ļ▓░Ļ│╝ļ¼╝ņØĖ ĒÆłņ¦ł ĒŖ╣ņä▒ņ╣śņŚÉ ļö░ļØ╝ ļ¦Øļ¬®(nominal-the-better), ļ¦Øņåī(smaller-the-better), ļ¦ØļīĆ(larger-the-better) ĒŖ╣ņä▒ņ£╝ļĪ£ ĻĄ¼ļČäļÉ£ļŗż. ļ│Ė ņŗżĒŚśņŚÉņä£ļŖö Ļ│ĄņĀĢņØś Ļ▓░Ļ│╝ļ¼╝ņØĖ ĒÖĆņØś ĒÆłņ¦łņØ┤ ļåÆņØäņłśļĪØ ņóŗņØĆ ļ¦ØļīĆ ĒŖ╣ņä▒ņØä Ļ░Ćņ¦Ćļ»ĆļĪ£ ņØ┤ņŚÉ ņżĆĒĢśņŚ¼ SNRņØä Ļ│äņé░ĒĢśņśĆļŗż. ļ¦ØļīĆĒŖ╣ņä▒ņØĖ Ļ▓ĮņÜ░ņØś SNRņØĆ ņĢäļלņØś ņŗØņŚÉ ņØśĒĢśņŚ¼ Ļ│äņé░ļÉ£ļŗż.
ņŗØ (1)ņŚÉņä£ nņØĆ ņĖĪņĀĢ Ēܤņłś (ņØ┤ ņŚ░ĻĄ¼ņŚÉņä£ļŖö nņØĆ 1ņ×ä) ļź╝ ļéśĒāĆļé┤ļ®░, yiļŖö ņĖĪņĀĢĒĢ£ ĒŖ╣ņä▒ Ļ░Æ (ĒÖĆņØś ĒÆłņ¦ł) ņØä ņØśļ»ĖĒĢ£ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ĒÖĆņØś ĒÆłņ¦łņØä ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢ£ ĒĢŁļ¬®ņ£╝ļĪ£ ņ×ģĻĄ¼ ĒÖĆ (inlet hole) ņ¦üĻ▓Į, ņČ£ĻĄ¼ (exit hole) ĒÖĆ ņ¦üĻ▓Į, ĒÖĆ ĒģīņØ┤ĒŹ╝ ļ░Å ņŚ┤ ņśüĒ¢źļČĆ (heat affected zone, HAZ) ļ®┤ņĀüņØ┤ ņé¼ņÜ® ļÉśņŚłļŗż. ĒÖĆ ĒģīņØ┤ĒŹ╝ļź╝ ĻĄ¼ĒĢśĻĖ░ ņ£äĒĢ┤ ņé¼ņÜ®ļÉśļŖö ņŗØņØĆ ņĢäļלņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
ņŗØ (2) ņŚÉņä£╬ĖļŖö ļÅäļĪ£ Ēæ£ĒśäļÉśļŖö Ļ░üļÅäņØ┤ļ®░, diļŖö ņ×ģĻĄ¼ ĒÖĆ ņ¦üĻ▓Į, doļŖö ņČ£ĻĄ¼ ĒÖĆ ņ¦üĻ▓Į, lņØĆ ĒÖĆņØś Ļ╣ŖņØ┤ļź╝ ļéśĒāĆļéĖļŗż. ņŚ┤ ņśüĒ¢źļČĆņØś Ļ▓ĮņÜ░, Ļ┤æĒĢÖ Ēśäļ»ĖĻ▓Įņ£╝ļĪ£ Ļ┤ĆņĖĪļÉ£ ĒÖĆņØś ņØ┤ļ»Ėņ¦ĆļĪ£ļČĆĒä░ ņØ┤ļ»Ėņ¦Ć ĒöäļĪ£ņäĖņŗ▒ņØä ĒåĄĒĢ┤ ņŚ┤ ņśüĒ¢źļČĆņØś ļ®┤ņĀüņØä Ļ│äņé░ĒĢśņśĆļŗż.
ņ£ä ĒĢŁļ¬®ļōżņŚÉ ļīĆĒĢ£ ĒÆłņ¦łņØä ņ¦ĆņłśĒÖö ņŗ£ĒéżĻĖ░ ņ£äĒĢ┤ ņŗżĒŚśņŚÉņä£ ņ¢╗ņØĆ ņŗżņĀ£ Ļ░ÆņØä Ēæ£ņżĆĒÖö ņŗ£ņ╝░ļŗż. Ēæ£ņżĆĒÖöņŗ£ Ļ░Ćņן ņóŗņØĆ ĒÆłņ¦łņØĆ 10, Ļ░Ćņן ļéśņü£ ĒÆłņ¦łņØĆ 1ļĪ£ ņĀĢņØśĒĢśĻ│Ā ļéśļ©Ėņ¦Ć Ļ▓ĮņÜ░ļōżņØĆ 1-10 ņé¼ņØ┤ņŚÉņä£ Ēæ£ņżĆĒÖö ļÉśņŚłļŗż. ņ×ģĻĄ¼ ļ░Å ņČ£ĻĄ¼ ĒÖĆņØĆ ļ¬®Ēæ£ Ļ░Æ (1 mm)ņŚÉ Ļ░Ćņן Ļ░ĆĻ╣īņÜ┤ Ļ▓ĮņÜ░, ĒÖĆ ĒģīņØ┤ĒŹ╝ņÖĆ ņŚ┤ ņśüĒ¢źļČĆ Ļ░ÆņØĆ Ļ░Ćņן ņ×æņØĆ Ļ▓ĮņÜ░ 10ņ£╝ļĪ£ ņĀĢņØśĒĢśņśĆļŗż. ļ│Ė ņŗżĒŚśņŚÉņä£ļŖö ņ£äņŚÉņä£ ņ¢ĖĻĖēļÉ£ Ļ░£ļ│ä ĒÖĆ ĒÆłņ¦ł ņ¦Ćņłś (individual hole quality index, IHQI) ņÖĖņŚÉ ļ¬©ļōĀ ĒĢŁļ¬®ņØä Ļ│ĀļĀżĒĢśļŖö ņóģĒĢ® ĒÖĆ ĒÆłņ¦ł ņ¦Ćņłś (total hole quality index, THQI) ļÅä Ļ░ü ņŗżĒŚś ņĪ░Ļ▒┤ņŚÉ ļīĆĒĢ┤ ļČäņäØ ļÉśņŚłļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ THQIļŖö Ļ░£ļ│ä ĒÖĆ ĒÆłņ¦ł ņ¦ĆņłśņØś ņĀäņ▓┤ ĒĢ®ņ£╝ļĪ£ ņĀĢņØśĒĢśņśĆļŗż.
3. ņŗżĒŚś Ļ│Āņ░░
3.1 ĒÖĆ ĒśĢņāü ļČäņäØ
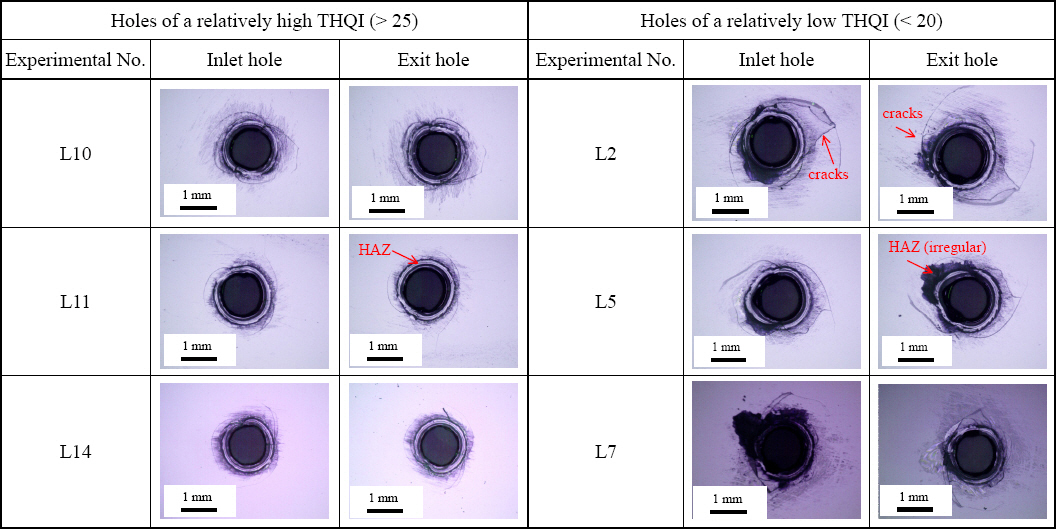
Fig. 2 ļŖö ļŗżņ¢æĒĢ£ ņĪ░Ļ▒┤ņŚÉņä£ Ļ░ĆĻ│ĄļÉ£ ĒÖĆņØś ĒśĢņāüņØä ļ│┤ņŚ¼ņżĆļŗż. ĻĘĖļ”╝ ņÖ╝ĒÄĖņØĆ ņāüļīĆņĀüņ£╝ļĪ£ ņóģĒĢ® ĒÖĆ ĒÆłņ¦ł ņ¦ĆņłśĻ░Ć ļåÆņØĆ ĻĘĖļŻ╣ (THQI > 25)ņØä ļ│┤ņŚ¼ņŻ╝ļ®░, ņśżļźĖĒÄĖņØĆ ņāüļīĆņĀüņ£╝ļĪ£ ņóģĒĢ® ĒÖĆ ĒÆłņ¦ł ņ¦ĆņłśĻ░Ć ļé«ņØĆ ĻĘĖļŻ╣ (THQI < 20)ļōżņØś ĒÖĆ ĒśĢņāüņØä ļ│┤ņŚ¼ņżĆļŗż. ņ¢ćņØĆ ņ£Āļ”¼ ļæÉĻ╗śļĪ£ ņØĖĒĢśņŚ¼, ņĀäļ░śņĀüņ£╝ļĪ£ ņ×ģĻĄ¼ ĒÖĆĻ│╝ ņČ£ĻĄ¼ ĒÖĆņØĆ Ēü¼ĻĖ░ņŚÉ ņ׳ņ¢┤ Ēü░ ņ░©ņØ┤Ļ░Ć ļéśņ¦Ć ņĢŖļŖö Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż.
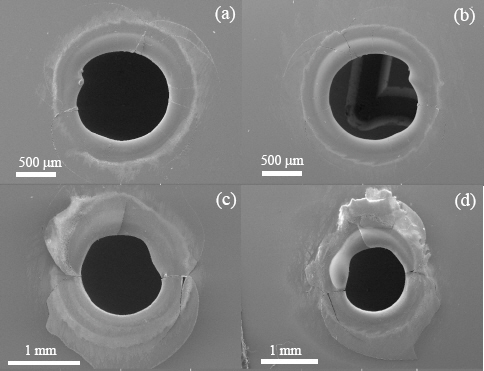
Fig. 2ņŚÉņä£ ļ│┤ņØ┤ļō»ņØ┤, THQIĻ░Ć ļåÆņØĆ ĻĘĖļŻ╣ņØĆ THQIĻ░Ć ļé«ņØĆ ĻĘĖļŻ╣ļīĆļ╣ä ĻĘĀņŚ┤ ļ░£ņāØ ņĀĢļÅä ļ░Å ņŚ┤ ņśüĒ¢źļČĆĻ░Ć ņ×æņ£╝ļ®░ ņāüļīĆņĀüņ£╝ļĪ£ ņøÉĒśĢņØś ĒÖĆ ļ¬©ņ¢æņØä ņל ņ£Āņ¦ĆĒĢśļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉ£ļŗż. ĻĘĀņŚ┤ņØś Ļ▓ĮņÜ░ ņĀĢļ¤ēĒÖö ņ¦ĆĒæ£ļź╝ ļ¦īļō£ļŖöļŹ░ ņ¢┤ļĀżņøĆņØ┤ ņ׳ņ¢┤ ĒÖĆ ĒÆłņ¦ł ņ¦ĆņłśņŚÉ Ļ│ĀļĀżĻ░Ć ļÉśņ¦ĆļŖö ņĢŖņĢśņ¦Ćļ¦ī, Fig. 2ņŚÉņä£ ļ│┤ņØ┤ļō»ņØ┤ ĒÖĆ ĒÆłņ¦ł ņ¦ĆņłśĻ░Ć ļé«ņØĆ ĻĘĖļŻ╣ņŚÉņä£ ĻĘĀņŚ┤ņØś Ēü¼ĻĖ░ ļ░Å ņłśĻ░Ć ņ”ØĻ░ĆļÉśļŖö Ļ▓ĮĒ¢źņØ┤ ĒÖĢņØĖļÉśņŚłļŗż. ĒÆłņ¦ł ņ¦ĆņłśĻ░Ć ļåÆņØĆ ĻĘĖļŻ╣ņØś Ļ▓ĮņÜ░ ņŚ┤ ņśüĒ¢źļČĆļŖö ņøÉņŻ╝ļź╝ ļö░ļź┤ļŖö ĻĘ£ņ╣ÖņĀüņØĖ ļØĀ ļ¬©ņ¢æņØä ĒĢśĻ│Ā ņ׳ņ£╝ļéś ĒÆłņ¦ł ņ¦ĆņłśĻ░Ć ļé«ņØĆ ĻĘĖļŻ╣ņØś Ļ▓ĮņÜ░ ļČłĻĘ£ņ╣ÖĒĢ£ ĒśĢĒā£ļź╝ ļ│┤ņØĖļŗż. Fig. 2ņŚÉņä£ ļ│┤ņØ┤ļŖö ĒÖĆ ņŻ╝ļ│ĆņØś ņ¢┤ļæÉņÜ┤ ļČĆļČäļōżņØĆ ļČłĻĘ£ņ╣ÖĒĢ£ ĒśĢĒā£ņØś ņŚ┤ ņśüĒ¢źļČĆļź╝ ļéśĒāĆļé┤ļ®░, ņØ┤ļ¤¼ĒĢ£ ņśüņŚŁņØĆ Fig. 3(c) ņÖĆ 3(d) ņŚÉņä£ ļ│┤ņØ┤ļō»ņØ┤ Ēü░ ņŚ┤ ņśüĒ¢ź ļ░Å ņŗ¼ĒĢ£ ĻĘĀņŚ┤ļĪ£ ņØĖĒĢśņŚ¼ ņ£Āļ”¼ ĻĖ░ĒīÉņØ┤ ņāüļČĆ ņ¬Įņ£╝ļĪ£ ņĢĮĻ░ä ļōżļ”¼ļŖö ĒśĢĒā£ļź╝ ļéśĒāĆļé┤Ļ│Ā ņ׳ļŗż.

3.2 ĒÖĆ ĒÆłņ¦łņŚÉ ļīĆĒĢ£ ļŗżĻĄ¼ņ░ī ļČäņäØ
3.2.1 IHQIņŚÉ ļīĆĒĢ£ SNR ļČäņäØ
Fig. 4 ļŖö IHQIņŚÉ ļīĆĒĢ£ SNR ļČäņäØ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļéĖļŗż. ņ×ģĻĄ¼ ĒÖĆņØś Ļ▓ĮņÜ░ ļĀłņØ┤ņĀĆ ņČ£ļĀźņØ┤ ĒÖĆ ĒÆłņ¦łņŚÉ Ļ░Ćņן Ēü░ ņśüĒ¢źņØä ļ»Ėņ╣śļ®░, ĻĘĖ ļŗżņØīņ£╝ļĪ£ļŖö ņŖżņ║ö Ēܤņłś, ņ┤łņ▓© ņ£äņ╣ś, ņŖżņ║ö ņåŹļÅä ņł£ņ£╝ļĪ£ ņ×ģĻĄ¼ ĒÖĆ ĒÆłņ¦łņŚÉ ņśüĒ¢źņØä ņŻ╝ļŖö Ļ▓āņ£╝ļĪ£ ļéśĒāĆļé¼ļŗż. ļ░śļ®┤ņŚÉ ņČ£ĻĄ¼ ĒÖĆņØś Ļ▓ĮņÜ░, ĒÖĆ ĒÆłņ¦łņŚÉ ļīĆĒĢ£ Ļ│ĄņĀĢ ļ│ĆņłśļōżņØ┤ ļ»Ėņ╣śļŖö ņśüĒ¢źņØ┤ Ēü░ ņ£ĀņØśņ░©Ļ░Ć ņŚåļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż. ņ×ģĻĄ¼ ĒÖĆņØ┤ ņ£äņ╣śĒĢśļŖö ņ£Āļ”¼ ņāüļČĆ Ēæ£ļ®┤ņØĆ ļĀłņØ┤ņĀĆ ļ╣öĻ│╝ ļ©╝ņĀĆ ļ░śņØæņØä ĒĢśļŖö Ļ││ņ£╝ļĪ£ ņČ£ĻĄ¼ ĒÖĆ ļīĆļ╣ä Ļ│ĄņĀĢ ļ│ĆņłśņŚÉ ļö░ļźĖ ņśüĒ¢źņØä ļŹö ļ»╝Ļ░ÉĒĢśĻ▓ī ļ░øļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ĒÖĆ ĒģīņØ┤ĒŹ╝ņØś Ļ▓ĮņÜ░ ņ×ģĻĄ¼ ĒÖĆĻ│╝ ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ ļĀłņØ┤ņĀĆ ņČ£ļĀź ļ░Å ņŖżņ║ö ĒܤņłśņŚÉ ņØśĒĢ┤ Ļ░Ćņן Ēü░ ņśüĒ¢źņØä ļ░øļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż. ņŗØ (2)ņŚÉņä£ ļ│┤ņØ┤ļŖö ļ░öņÖĆ Ļ░ÖņØ┤ ĒÖĆ ĒģīņØ┤ĒŹ╝ļŖö ņ×ģĻĄ¼ ĒÖĆĻ│╝ ņČ£ĻĄ¼ ĒÖĆņØś ņ¦üĻ▓Į ņ░©ņŚÉ ņØśĒĢ┤ Ļ▓░ņĀĢņØ┤ ļÉ£ļŗż. ņĢ×ņä£ Ļ│ĄņĀĢ ļ│ĆņłśļōżņŚÉ ļīĆĒĢ£ ņČ£ĻĄ¼ ĒÖĆņØś ņśüĒ¢źņØ┤ Ēü░ ņ£ĀņØśņ░©Ļ░Ć ņŚåļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłĻĖ░ ļĢīļ¼ĖņŚÉ, ĒÖĆ ĒģīņØ┤ĒŹ╝ ĒÆłņ¦ł ĒŖ╣ņä▒ņØĆ ņ×ģĻĄ¼ ĒÖĆņØś ĒÆłņ¦ł ĒŖ╣ņä▒ņŚÉ ņāüļīĆņĀüņ£╝ļĪ£ ļŹö ņśüĒ¢źņØä ļ░øņĢśņØä Ļ▓āņ£╝ļĪ£ ĒīīņĢģļÉ£ļŗż.
Fig. 4(d)ļŖö ņŚ┤ ņśüĒ¢źļČĆ ĒÆłņ¦łņŚÉ ļīĆĒĢ£ SNR ĒŖ╣ņä▒ņØä ļ│┤ņŚ¼ņżĆļŗż. Ļ▓░Ļ│╝ņŚÉ ļö░ļź┤ļ®┤, ļĀłņØ┤ņĀĆ ņČ£ļĀź, ņŖżņ║ö Ēܤņłś, ņŖżņ║ö ņåŹļÅä, ņ┤łņĀÉ ņ£äņ╣śņł£ņ£╝ļĪ£ ņŚ┤ ņśüĒ¢ź ļČĆņŚÉ Ēü░ ņśüĒ¢źņØä ņŻ╝ļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉ£ļŗż. ļĀłņØ┤ņĀĆ ņČ£ļĀź, ņŖżņ║ö Ēܤņłś ļ░Å ņŖżņ║ö ņåŹļÅä ļ¬©ļæÉ ņ£Āļ”¼ ĻĖ░ĒīÉņŚÉ Ļ░ĆĒĢ┤ņ¦ä ņ┤Ø ļĀłņØ┤ņĀĆ ņŚÉļäłņ¦ĆņÖĆ Ļ┤ĆļĀ©ļÉ£ Ļ▓āņ£╝ļĪ£ (ņśłļź╝ ļōżņ¢┤, ļĀłņØ┤ņĀĆ ņČ£ļĀźĻ│╝ ņŖżņ║ö ĒܤņłśĻ░Ć ņ”ØĻ░Ć ĒĢĀņłśļĪØ, ņŖżņ║ö ņåŹļÅäĻ░Ć Ļ░ÉņåīĒĢĀņłśļĪØ ņ×¼ļŻīņŚÉ Ļ░ĆĒĢ┤ņ¦ĆļŖö ļĀłņØ┤ņĀĆ ņŚÉļäłņ¦ĆĻ░Ć ņ”ØĻ░ĆĒĢ©) ņäĖ ņØĖņ×É ļ¬©ļæÉ ņ×¼ļŻīņØś ņŚ┤ ņĀü ļ│ĆĒśĢņŚÉ Ēü░ ņśüĒ¢źņØä ņŻ╝ņŚłņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
3.2.2 THQIņŚÉ ļīĆĒĢ£ SNR ņØæļŗĄ ĒģīņØ┤ļĖö ļČäņäØ
Table 4ļŖö THQIņŚÉ ļīĆĒĢ£ SNR ļČäņäØ Ēæ£ļź╝ ļ│┤ņŚ¼ņżĆļŗż. Ļ▓░Ļ│╝ņŚÉ ļö░ļź┤ļ®┤, ļĀłņØ┤ņĀĆ ņČ£ļĀźņØ┤ THOIņŚÉ Ļ░Ćņן Ēü░ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö Ļ▓āņ£╝ļĪ£ ĒīīņĢģļÉśļ®░ (ļŹĖĒāĆĻ░Ć Ļ░Ćņן Ēü░ ņØĖņ×É), ņ┤łņĀÉ ņ£äņ╣śļŖö ņśüĒ¢źņØ┤ ļ»Ėļ╣äĒĢ£ Ļ▓āņ£╝ļĪ£ ļéśĒāĆļé£ļŗż. ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ņ£Āļ”¼ņØś ļæÉĻ╗śĻ░Ć (0.175 mm) ņ┤łņĀÉ ņ£äņ╣ś ļ│ĆĒÖöļ¤ē (2.175 mm) ļīĆļ╣ä ļ¦żņÜ░ ņ¢ćĻĖ░ ļĢīļ¼ĖņŚÉ ņ┤łņĀÉ ņ£äņ╣śņŚÉ ļö░ļźĖ ĒÖĆ ĒÆłņ¦ł ņśüĒ¢źņØ┤ ņ×æņĢśņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. Table 4ņŚÉ ļČäņäØļÉ£ Ļ▓░Ļ│╝ļź╝ ļ░öĒāĢņ£╝ļĪ£, THQIļź╝ Ļ░£ņäĀĒĢśļŖö (Ļ░Ćņן Ēü░ SNRņØä ņ£ĀļÅäĒĢśļŖö) ņØĖņ×Éļ│ä ņĄ£ņĀüņØś Ļ│ĄņĀĢ ņĪ░Ļ▒┤ ļ░Å THQIņŚÉ ļīĆĒĢ£ ņśüĒ¢źņØä Table 5ņŚÉ ņĀĢļ”¼ĒĢśņŚ¼ ļéśĒāĆļé┤ņŚłļŗż.
Table┬Ā4
Signal-to-noise ratios for THQI and rank of effects
| Level | Laser power | Scan speed | No. of passes | Focal position |
|---|---|---|---|---|
| 1 | 26.89 | 26.40 | 28.27 | 27.65 |
| 2 | 25.81 | 28.35 | 26.08 | 27.30 |
| 3 | 27.04 | 26.95 | 27.40 | 27.42 |
| 4 | 29.11 | 27.15 | 27.11 | 26.48 |
| Detaa | 3.29 | 1.96 | 2.19 | 1.17 |
| Rankb | 1 | 3 | 2 | 4 |
Table┬Ā5
Optical drilling conditions and their main effect on the THQI
3.3 THQIņŚÉ ļīĆĒĢ£ ļ░śņØæĒæ£ļ®┤ ĒÜīĻĘĆņŗØ
Table 4ņÖĆ 5ņŚÉ ļ│┤ņŚ¼ ņ¦ĆļŖö ļČäņäØņØĆ ļŗ©ņ¦Ć THQIņŚÉ ļīĆĒĢ£ ņŻ╝ņÜö ņØĖņ×ÉļōżņØś ņśüĒ¢źņØä ļ│┤ņŚ¼ņŻ╝ļ®░, ņØĖņ×Éļōż ņé¼ņØ┤ņØś ĻĄÉĒśĖņ×æņÜ®ņŚÉ ļīĆĒĢ£ ĒÜ©Ļ│╝ļŖö Ļ│ĀļĀżļÉśņ¦Ć ņĢŖņĢśļŗż. ņŻ╝ņÜö ņØĖņ×Éļōż ņÖĖņŚÉ ļŗżņ¢æĒĢ£ ņØĖņ×Éļōż (ņŻ╝ņÜö ņØĖņ×ÉļōżņØś ņĀ£Ļ│▒ ĒĢŁ ļ░Å ņØĖņ×Éļōż ņé¼ņØ┤ņØś ĻĄÉĒśĖņ×æņÜ®) ņØ┤ THQIņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ĒīīņĢģĒĢśĻĖ░ ņ£äĒĢ┤ ļŗżĻĄ¼ņ░ī ņŗżĒŚśĻ▓░Ļ│╝ņŚÉ ĻĖ░ņ┤łĒĢśņŚ¼ ļ░śņØæĒæ£ļ®┤ ĒÜīĻĘĆ ļ¬©ļŹĖņŗØņØä ĒĢśĻĖ░ņÖĆ Ļ░ÖņØ┤ ņ¢╗ņŚłļŗż (MINITAB ņåīĒöäĒŖĖņø©ņøī ņØ┤ņÜ®).
(3)
ņŗØ (3) ņŚÉņä£ A ļŖö ļĀłņØ┤ņĀĆ ņČ£ļĀź, B ļŖö ņŖżņ║ö ņåŹļÅä, C ļŖö ņŖżņ║ö Ēܤņłś, DļŖö ņ┤łņĀÉ ņ£äņ╣śļź╝ ņØśļ»ĖĒĢ£ļŗż. ņŗØ (3)ņŚÉ ļ│┤ņŚ¼ ņ¦ĆļŖö ĒÜīĻĘĆņŗØņØĆ ļåÆņØĆ ņŗĀļó░ļÅä ņłśņżĆņØä ļ│┤ņØ┤ļŖö 91.4 %ņØś Ļ▓░ņĀĢĻ│äņłś (R2) Ļ░ÆņØä Ļ░Ćņ¦äļŗż. ļ¬©ļŹĖņŗØņØś ņĀĢĒÖĢļÅäļź╝ ļåÆņØ┤ĻĖ░ ņ£äĒĢ┤ ņ£ĀņØśņä▒ņØ┤ ņ×æņØĆ ņŻ╝ņÜöņØĖņ×ÉņØś ņĀ£Ļ│▒ ĒĢŁ ļ░Å ĻĄÉĒśĖņ×æņÜ® ĒĢŁļōżņØĆ ņĀ£Ļ▒░ĒĢśņśĆļŗż. THQIņŚÉ ļīĆĒĢ£ ņŗżĒŚśņ╣śņÖĆ ņŗØ (3)ņ£╝ļĪ£ļČĆĒä░ ņ¢╗ņØĆ ņśłņĖĪņ╣śļŖö Table 6ņŚÉ ņĀĢļ”¼ļÉśņ¢┤ ļ│┤ņŚ¼ ņ¦äļŗż. ņŗżĒŚśņ╣śņÖĆ ņśłņĖĪņ╣ś ņé¼ņØ┤ņØś ĒÅēĻĘĀ ņśżņ░©ļŖö 5.717 % ņ£╝ļĪ£ ņĀ£ņĢłļÉ£ ĒÜīĻĘĆņŗØņØ┤ ļåÆņØĆ ņŗĀļó░ņłśņżĆņŚÉņä£ THQIļź╝ ņśłņĖĪĒĢĀ ņłś ņ׳ļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż.
Table┬Ā6
Actual and predicting value for THQI
4. Ļ▓░ ļĪĀ
ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö ļŗżĻĄ¼ņ░ī ņŗżĒŚś Ļ│äĒÜŹļ▓ĢņØä ņØ┤ņÜ®ĒĢ£ CO2 ļĀłņØ┤ņĀĆņØś ņ╗żļ▓äņ£Āļ”¼ ļō£ļ”┤ļ¦üņØä ļŗżļŻ©ņŚłļŗż. ĒÖĆ ĒśĢņāü ļČäņäØ Ļ▓░Ļ│╝, THQIĻ░Ć ļåÆņØĆ ĒÖĆļōżņØĆ ĻĘĀņŚ┤ ļ░£ņāØ ļ░Å ņŚ┤ ņśüĒ¢źļČĆĻ░Ć ņ×æņ£╝ļ®░ ņāüļīĆņĀüņ£╝ļĪ£ ņøÉĒśĢņØś ĒÖĆ ļ¬©ņ¢æņØä ņל ņ£Āņ¦ĆĒĢśļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż. ļśÉĒĢ£, THQIĻ░Ć ļåÆņØĆ Ļ▓ĮņÜ░ ņŚ┤ ņśüĒ¢źļČĆļŖö ņøÉņŻ╝ļź╝ ļö░ļź┤ļŖö ĻĘ£ņ╣ÖņĀüņØĖ ļØĀ ļ¬©ņ¢æņØä ĒĢśĻ│Ā ņ׳ņ£╝ļéś THQIĻ░Ć ļé«ņØĆ ĻĘĖļŻ╣ņØś Ļ▓ĮņÜ░ ļČłĻĘ£ņ╣ÖĒĢ£ ĒśĢĒā£ļź╝ ļ│┤ņśĆļŗż.
THQIņŚÉ ļīĆĒĢ£ SNR ļČäņäØ Ļ▓░Ļ│╝, ļĀłņØ┤ņĀĆ ņČ£ļĀź, ņŖżņ║ö Ēܤņłś, ņŖżņ║ö ņåŹļÅä ļ░Å ņ┤łņĀÉ ņ£äņ╣śņł£ņ£╝ļĪ£ THOIņŚÉ Ēü░ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö Ļ▓āņØ┤ ĒīīņĢģļÉśņŚłļŗż. ļŗżĻĄ¼ņ░ī ļČäņäØņŚÉ ņØśĒĢ┤ ņ¢╗ņ¢┤ņ¦ä ņĄ£ņĀü ņĪ░Ļ▒┤ņØĆ 20 W ņØś ļĀłņØ┤ņĀĆ ņČ£ļĀź, 20 mm/s ņØś ņŖżņ║ö ņåŹļÅä, 1ĒÜīņØś ņŖżņ║ö Ēܤņłś ļ░Å 0 mm ņØś ņ┤łņĀÉ ņ£äņ╣śņØ┤ļŗż.
ļ░śņØæ Ēæ£ļ®┤ ļ▓ĢņØä ņØ┤ņÜ®ĒĢśņŚ¼ THQIņŚÉ ļīĆĒĢ£ ĒÜīĻĘĆņŗØņØä ĻĄ¼ĒĢśņśĆļŗż. ņŗżĒŚśņŚÉņä£ ņ¢╗ņØĆ THQI Ļ░ÆĻ│╝ ĒÜīĻĘĆņŗØņŚÉņä£ ņ¢╗ņØĆ THQI Ļ░ÆņØä ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝ ĒÅēĻĘĀ ņśżņ░©Ļ░Ć 5.717 % ņ£╝ļĪ£ ņĀ£ņĢłļÉ£ ĒÜīĻĘĆņŗØņØ┤ ļåÆņØĆ ņŗĀļó░ ņłśņżĆņŚÉņä£ ņŗżĒŚśĻ▓░Ļ│╝ļź╝ ņśłņĖĪĒĢĀ ņłś ņ׳ļŖö Ļ▓āņØä Ļ▓Ćņ”ØĒĢśņśĆļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



