


1. ņä£ ļĪĀ
Table┬Ā1
2. ņŗżĒŚś ļ░®ļ▓Ģ
2.1 ņŗ£ĒÄĖ ņĀ£ņ×æ
2.2 Multiple reflowsņŚÉ ļö░ļźĖ ņĀæĒĢ®ļČĆ ļ░Å ņåöļŹö ļé┤ļČĆļČäņäØ
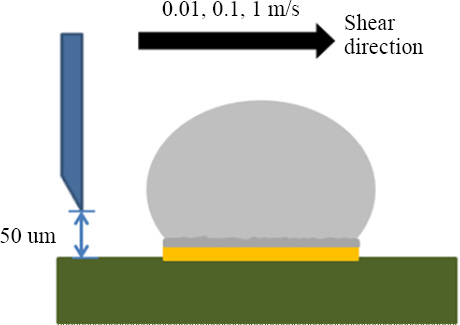
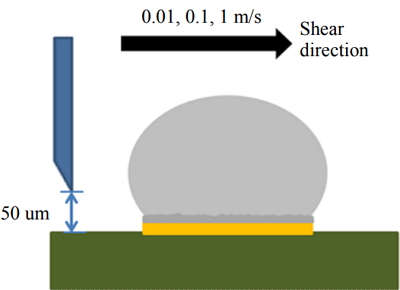
2.3 Multiple reflowsņŚÉ ļö░ļźĖ Ļ│ĀņåŹņĀäļŗ©Ļ░ĢļÅä ņĖĪņĀĢ ļ░Å Ēīīļŗ©ļ®┤ ļČäņäØ
3. Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 Multiple reflowsņŚÉ ļö░ļźĖ ņåöļŹö Ļ│äļ®┤ ļČäņäØ


3.2 Multiple reflowsņŚÉ ļö░ļźĖ ņåöļŹö ļé┤ļČĆ ļČäņäØ
3.3 Multiple reflowsņŚÉ ļö░ļźĖ ņĀæĒĢ®Ļ░ĢļÅä

4. Ļ▓░ ļĪĀ
1) ļ”¼ĒöīļĪ£ņÜ░ 10ĒÜī Ēøä, Cu3Sn IMCļŖö SC07Ļ░Ć Ļ░Ćņן ļ¦ÄņØ┤ ņä▒ņןĒĢśņśĆĻ│Ā, SC-Cr ņåöļŹöņØś ņ┤Ø IMC ļ░Å Cu3Sn IMCĻ░Ć Ļ░Ćņן ņĀüĻ▓ī ņä▒ņןĒĢśņśĆļŗż.
2) ļ”¼ĒöīļĪ£ņÜ░ 10ĒÜī Ēøä, ņåöļŹö ļé┤ļČĆ ĻĄ¼ņĪ░ļŖö SC07 ņåöļŹöĻ░Ć Ļ░Ćņן ņĪ░ļīĆĒĢśņśĆĻ│Ā, CrņØ┤ ņ▓©Ļ░ĆļÉ£ SC-Cr ņåöļŹöĻ░Ć ņāüļīĆņĀüņ£╝ļĪ£ ļ»ĖņäĖĒĢśĻ▓ī Ļ┤Ćņ░░ļÉśņŚłļŗż.
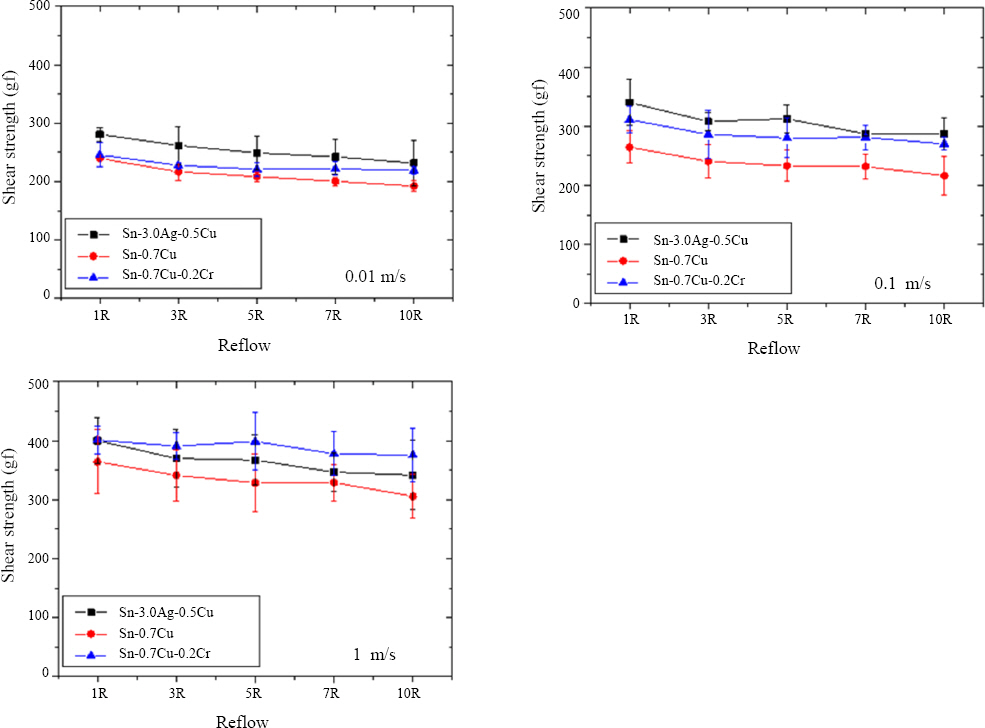
3) ņĀĆņåŹ ņĀäļŗ©Ļ░ĢļÅäņŗ£ĒŚśņØĆ ļ¬©ļōĀ ņåöļŹöņŚÉņä£ ņåöļŹö ļé┤ļČĆĒīīĻ┤┤Ļ░Ć Ļ┤Ćņ░░ļÉśņŚłņ£╝ļ®░, SAC305 ņåöļŹöĻ░Ć SC07 ļ░Å SC-Cr ņåöļŹöņŚÉ ļ╣äĒĢ┤ ļé┤ļČĆĻĄ¼ņĪ░Ļ░Ć ļ»ĖņäĖĒĢśĻ│Ā Ag3Sn ļČäņé░Ļ░ĢĒÖöļĪ£ ņØĖĒĢ┤ Ļ░Ćņן ļåÆĻ▓ī ņĖĪņĀĢļÉśņŚłļŗż. SC07 ņåöļŹöņÖĆ SC-Cr ņåöļŹöņØś ņĀæĒĢ®Ļ░ĢļÅäļŖö ņ£Āņé¼ĒĢśĻ▓ī ļéśĒāĆļé¼ļŗż.
4) Ļ│ĀņåŹ ņĀäļŗ©ņŗ£ĒŚśņŚÉņä£ļŖö ļ”¼ĒöīļĪ£ņÜ░ ĒܤņłśņŚÉ ļö░ļźĖ ņ┤Ø IMC ļ░Å Cu3Sn IMC ņä▒ņןņØ┤ Ļ░Ćņן ņĀüĻ│Ā scallop-typeņØä ņל ņ£Āņ¦ĆĒĢśĻ│Ā ņ׳ļŖö SC-Cr ņåöļŹöņØś ņĀæĒĢ®Ļ░ĢļÅäĻ░Ć Ļ░Ćņן ļåÆĻ▓ī ņĖĪņĀĢļÉśņŚłļŗż.
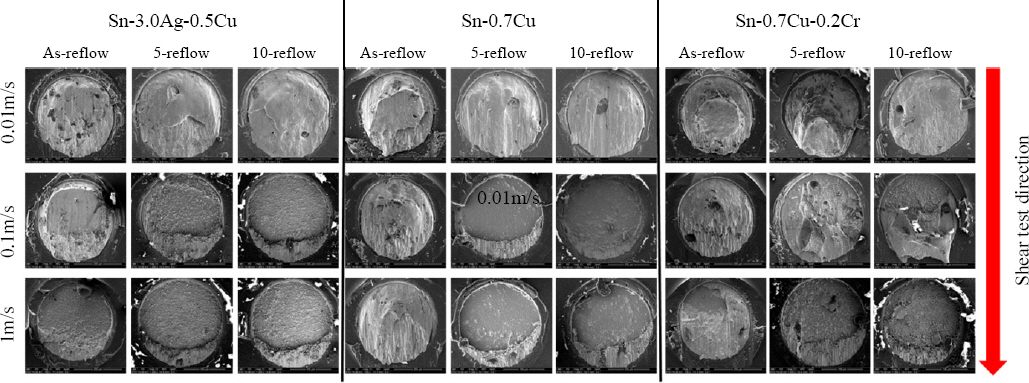
5) ņĘ©ņä▒ ĒīīĻ┤┤ņ£© ņĖĪņĀĢ Ļ▓░Ļ│╝, ņĀĆņåŹņŚÉņä£ļŖö ļīĆļČĆļČä ņŚ░ņä▒ĒīīĻ┤┤Ļ░Ć Ļ┤Ćņ░░ļÉśņŚłĻ│Ā, ņĀæĒĢ®Ļ░ĢļÅä ņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ņĀæĒĢ®Ļ░ĢļÅä ļ░Å ņĘ©ņä▒ĒīīĻ┤┤ņ£©ņØ┤ ņ”ØĻ░ĆĒĢśņśĆļŗż. ļśÉĒĢ£, multiple reflows Ēøä Cu3Sn IMCņØś ņä▒ņןņØ┤ ļ¦ÄņØĆ SC07 ņåöļŹöņØś ņĘ©ņä▒ ĒīīĻ┤┤Ļ░Ć Ļ░Ćņן ļåÆņĢśĻ│Ā, ņ┤Ø IMC ļ░Å Cu3Sn IMCņØś ņä▒ņןņØ┤ Ļ░Ćņן ņĀüņØĆ SC-Cr ņåöļŹöņØś ņĘ©ņä▒ĒīīĻ┤┤ņ£©ņØ┤ Ļ░Ćņן ļé«Ļ▓ī ņĖĪņĀĢļÉśņŚłļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



