1. ņä£ ļĪĀ
ĒāĆņØ┤ĒāĆļŖäņØĆ ļåÆņØĆ ļ╣äĻ░ĢļÅäņÖĆ ņÜ░ņłśĒĢ£ ļé┤ņŗØņä▒, ņāØņ▓┤ņĀüĒĢ®ņä▒ ļō▒ņ£╝ļĪ£ ņÜ░ņŻ╝ĒĢŁĻ│Ą, ļ░öņØ┤ņśż, ĒĢ┤ņ¢æĒöīļ×£ĒŖĖ, ņ×ÉļÅÖņ░©, ļ░£ņĀäĻĖ░ Ēä░ļ╣ł ļō▒ ļŗżņ¢æĒĢ£ ņé░ņŚģļČäņĢ╝ņŚÉņä£ ņé¼ņÜ®ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśĻ│Ā ņ׳ļŗż
1). Ti-6Al-4V (ASTM Gr.5) ĒĢ®ĻĖłņØĆ ņÜ░ņłśĒĢ£ Ļ░ĢļÅä, Ļ░ĆĻ│Ąņä▒ ļ░Å ņÜ®ņĀæņä▒ņ£╝ļĪ£ ĒāĆņØ┤ĒāĆļŖä ĒĢ®ĻĖł ņżæ Ļ░Ćņן ļ¦ÄņØĆ ļČäņĢ╝ņŚÉ ņĀüņÜ®ļÉśļŖö ļīĆĒæ£ņĀüņØĖ ╬▒+╬▓ ĒśĢ ĒāĆņØ┤ĒāĆļŖä ĒĢ®ĻĖłņØ┤ļŗż. ĒŖ╣Ē׳, Ti-6Al-4V ELI (Extra Low Interstitial, ASTM Gr.23) ĒĢ®ĻĖłņØĆ Gr.5 ņŚÉ ļ╣äĒĢ┤ ņ╣©ņ×ģĒśĢņøÉņåī (O,C,N)ņÖĆ FeĒĢ©ļ¤ēņØ┤ ļé«ņĢäņä£, ņĢĮĻ░äņØś Ļ░ĢļÅäņĀĆĒĢśĻ░Ć ņ׳ņ£╝ļéś ņÜ░ņłśĒĢ£ ĒīīĻ┤┤ņØĖņä▒, Ēö╝ļĪ£ĒŖ╣ņä▒ņØä ļéśĒāĆļé┤ņ¢┤ ĒĢŁĻ│Ą ļČĆĒÆł ļ░Å ņĀĢĒśĢņÖĖĻ│╝ņÜ® ņ×äĒöīļ×ĆĒŖĖ ļō▒ņŚÉ ņĀüņÜ®ļÉśĻ│Ā ņ׳ļŗż
2,3).
ĒāĆņØ┤ĒāĆļŖä ĒĢ®ĻĖłņØä ļŗżņ¢æĒĢ£ ņé░ņŚģļČäņĢ╝ ļČĆĒÆłņĀ£ņĪ░ņŚÉ ņĀüņÜ®ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ļÅÖņóģ ļ░Å ņØ┤ņóģ ņ×¼ļŻīĻ░äņØś ņÜ®ņĀæĻĖ░ņłĀņØ┤ ĒĢäņłśņĀüņ£╝ļĪ£ ņÜöĻĄ¼ļÉ£ļŗż. ĒāĆņØ┤ĒāĆļŖäņØĆ Ļ│Āņś©(673K ņØ┤ņāü)ņŚÉņä£ ņé░ņåīņÖĆ ļ░śņØæņä▒ņØ┤ Ēü¼ĻĖ░ ļĢīļ¼ĖņŚÉ
4) ĒāĆņØ┤ĒāĆļŖä ņÜ®ņĀæņŚÉņä£ Ļ▒┤ņĀäĒĢ£ ņÜ®ņĀæļČĆļź╝ ņ¢╗ĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņÜ®ņ£Ąņ¦Ć(weld pool)ņÖĆ ņŚ┤ņśüĒ¢źļČĆ(HAZ)ļź╝ ņŗżļö®(shielding)ĒĢĀ ļ░®ļ▓ĢĻ│╝ ņןņ╣śĻ░Ć ļ¦żņÜ░ ņżæņÜöĒĢśļŗż
5). ļö░ļØ╝ņä£ ĒāĆņØ┤ĒāĆļŖä ņÜ®ņĀæņŚÉņä£ļŖö ņŗżļö®Ļ░ĆņŖżļĪ£ ņĢäļź┤Ļ│ż ļ░Å ĒŚ¼ļź©ņØä ņé¼ņÜ®ĒĢśĻ│Ā, ņÜ®ņĀæĒåĀņ╣ś ļģĖņ”ÉļČĆņŚÉņä£ņØś 1ņ░© ņŗżļö®(ņÜ®ņ£ĄļČĆ,HAZ), ņÜ®ņĀæņØ┤ ņÖäļŻīļÉ£ ņÜ®ņ£Ą Ēøä ļāēĻ░üļÉśļŖö ņÜ®ņĀæļČĆņØś 2ņ░© ņŗżļö®(trailing shield) ļ░Å Ēøäļ®┤ ņŗżļö®(backup shielding)ņØś 3Ļ░Ćņ¦Ć ņÜ®ņĀæļČĆ ņ░©ĒÅÉĻĖ░ņłĀņØ┤ ņÜöĻĄ¼ļÉ£ļŗż
6).
ļĀłņØ┤ņĀĆņÜ®ņĀæņØĆ Ļ│Āļ░ĆļÅä ņŚÉļäłņ¦Ć ņÜ®ņĀæņ£╝ļĪ£ ņŚ┤ļ│ĆĒśĢĻ│╝ ņ×ģņŚ┤ļ¤ēņØ┤ ņĀüĻ│Ā ņĀĢļ░ĆņÜ®ņĀæņØ┤ Ļ░ĆļŖźĒĢśņŚ¼ ĒāĆņØ┤ĒāĆļŖä ļČĆĒÆłņÜ®ņĀæņŚÉ Ļ░üĻ┤æņØä ļ░øĻ│Ā ņ׳ļŗż. ĒŖ╣Ē׳, ņĢäĒü¼ņÜ®ņĀæņŚÉ ļ╣äĒĢ┤ ņóüņØĆ ļ╣äļō£ĒÅŁņØä ĒśĢņä▒ĒĢśņŚ¼ ņÜ®ņ£Ąņ¦Ć(Weld pool)ņÖĆ ņŚ┤ņśüĒ¢źļČĆņØś ļ®┤ņĀüņØ┤ ņżäņ¢┤ļōżĻ▓ī ļÉśĻ│Ā, ņé░ņåīņÖĆņØś ņĀæņ┤ēļ®┤ņĀüņØä ņżäņØ╝ ņłś ņ׳ļŗż
7).
ļö░ļØ╝ņä£, ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ĒīīņØ┤ļ▓ä ļĀłņØ┤ņĀĆļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ Ti-6Al- 4V ELIĒĢ®ĻĖł ņÜ®ņĀæ ņŗ£ ņ┤łĻĖ░ ņøÉņåīņ×¼ ļ»ĖņäĖņĪ░ņ¦üņØ┤ ņĄ£ņóģ ņÜ®ņĀæļČĆ Ļ░ĢļÅä ļ░Å Ļ▓ĮļÅäņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ļČäņäØĒĢśĻ│Āņ×É ĒĢśņśĆļŗż. ļśÉĒĢ£, ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼ (PWHT) ņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ ņÜ®ņĀæļČĆ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ ļ░Å ļ»ĖņäĖņĪ░ņ¦ü ņĀ£ņ¢┤ļź╝ ņ£äĒĢśņŚ¼ ņØæļĀźņĀ£Ļ▒░ņŚ┤ņ▓śļ”¼(SRA, Stress relief annealing)ņÖĆ ņÜ®ņ▓┤ĒÖöņ▓śļ”¼+ņŗ£ĒÜ©ņŚ┤ņ▓śļ”¼(STA, Solution heat treatment followed by aging)ļź╝ ņŗżņŗ£ĒĢśņśĆļŗż. ņØæļĀźņĀ£Ļ▒░ņŚ┤ņ▓śļ”¼ļŖö ņÜ®ņĀæļČĆļź╝ 530┬░CņŚÉņä£ 4ņŗ£Ļ░ä ņ£Āņ¦Ć Ēøä Ļ│Ąļāē(Aging)ņŗ£ĒéżļŖö Ļ▓āņ£╝ļĪ£ ņ×öļźśņØæļĀź ņĀ£Ļ▒░ļź╝ ļ¬®ņĀüņ£╝ļĪ£ ņŗżņŗ£ĒĢśļ®░, STAļŖö SolutionĻ│╝ agingņØä ĒĢśņŚ¼ ļ»ĖņäĖņĪ░ņ¦üņØä ņĀ£ņ¢┤ļź╝ ņ£äĒĢ┤ ņŗżņŗ£ĒĢ£ļŗż
8,9). ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼ Ēøä ļ»ĖņäĖņĪ░ņ¦ü ļ░Å Ļ▓ĮļÅäļČäņäØņØä ĒåĄĒĢ┤ ņĄ£ņĀü ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼ ņĪ░Ļ▒┤ņØä ļÅäņČ£ĒĢśĻ│Āņ×É ĒĢśņśĆļŗż.
2. ņé¼ņÜ® ņ×¼ļŻī
ļ│Ė ņŚ░ĻĄ¼ņŚÉ ņé¼ņÜ®ļÉ£ ņé¼ņÜ®ļÉ£ ņ×¼ļŻīļŖö Ti-6Al-4V ELI 1mm ĒīÉņ×¼ļĪ£ ĻĘĖ ņĪ░ņä▒ņØä
Table 1ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. Ti-6Al-4V ELI ĒĢ®ĻĖłņØĆ ASTM B265ņØä ļ¦īņĪ▒ĒĢśļÅäļĪØ ņäżĻ│ä ļ░Å ņĀ£ņĪ░ ļÉśņŚłņ£╝ļ®░, VAR(vacuum arc remelting)ņØä ĒåĄĒĢ┤ ļīĆĒśĢ ņ×ēĻ││ņØä ņĀ£ņ×æĒĢśņśĆļŗż. ņØ┤Ēøä ╬▒+╬▓ ņśüņŚŁņŚÉņä£ ļŗ©ņĪ░ Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ ņŻ╝ņĪ░ ņĪ░ņ¦üņØä ĒīīĻ┤┤ĒĢśņśĆļŗż. ņØ┤Ēøä ņŚ┤ņ▓śļ”¼ Ļ│ĄņĀĢņØĆ
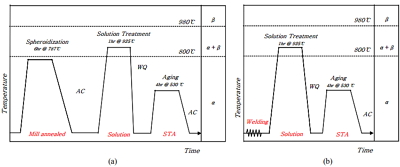
Fig. 1(a) Ļ│╝ Ļ░ÖņØ┤ ņ¦äĒ¢ēĒĢśņśĆļŗż. ļ¬©ņ×¼ņØś ļ»ĖņäĖņĪ░ņ¦ü ņ░©ņØ┤ņŚÉ ļö░ļźĖ ņÜ®ņĀæļČĆņØś Ļ░ĢļÅäļź╝ ļ╣äĻĄÉĒĢśĻĖ░ ņ£äĒĢ┤ņä£, ļ©╝ņĀĆ 787┬░CņŚÉņä£ 6ņŗ£Ļ░ä ņŚ┤ņ▓śļ”¼ Ēøä Ļ│Ąļף ĒĢśņśĆĻ│Ā(Mill), 925┬░CņŚÉņä£ 1ņŗ£Ļ░ä ņ£Āņ¦Ć Ēøä ņłśļāē(Solution), 530┬░CņŚÉņä£ 4ņŗ£Ļ░ä Ēøä Ļ│Ąļף(Aging)ĒĢśņśĆļŗż. ņÜ®ņĀæ ņĀä Ļ░ü ņŚ┤ņ▓śļ”¼(Mill Ļ│╝ Solution)ļÉ£ 2ņóģņØś ņŗ£ĒÄĖņØä ņżĆļ╣äĒĢśņŚ¼ ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼ļź╝
Fig. 1(b)Ļ│╝ Ļ░ÖņØ┤ ņ¦äĒ¢ēĒĢśņśĆļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņŗżĒŚśĒĢ£ 6 ņóģļźśņØś ņŗ£ĒÄĖņØä
Table 2ņŚÉ ņł£ņä£ļīĆļĪ£ ļéśĒāĆļé┤ņŚłļŗż. ļ¬©ņ×¼ ņŚ┤ņ▓śļ”¼ ņĪ░Ļ▒┤ņØĆ
Fig. 1(a), ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼ ņĪ░Ļ▒┤ņØĆ
Fig. 1(b)ņÖĆ Ļ░Öņ£╝ļ®░, ļ¬©ļōĀ ņŚ┤ņ▓śļ”¼ ņĪ░Ļ▒┤ņØĆ
Table 2ņŚÉņä£ņØś ņĪ░Ļ▒┤ņ£╝ļĪ£ ņäżļ¬ģĒĢśņśĆļŗż.
Table┬Ā1
Chemical composition of Ti-6Al-4V ELI alloy (wt %)
|
Elements |
Ti |
Al |
V |
O |
Fe |
H |
C |
N |
|
Gr. 23 |
Balance |
5.5 ~ 6.5 |
3.5 ~ 4.5 |
0.13(max) |
0.25 (max) |
0.0125 (max) |
0.08 (max) |
0.03 (max) |
|
Alloy |
Balance |
6.01 |
4.15 |
0.123 |
0.16 |
0.0028 |
0.019 |
0.008 |
Fig.┬Ā1
A schematic describing heat treatment procedure of (a) base metal and (b) PWHT
Table┬Ā2
Heat treatment conditions of base metal and PWHT specimen
|
Condition No. |
Heat treatment of base metal |
PWHT |
|
C ŌĆō No.1 |
Mill annealed |
- |
|
C ŌĆō No.2 |
Solution |
- |
|
C ŌĆō No.3 |
STA |
- |
|
C ŌĆō No.4 |
Mill annealed |
Solution |
|
C ŌĆō No.5 |
Mill annealed |
STA (Solution & Aging) |
|
C ŌĆō No.6 |
Solution |
Aging |
3. ņŗżĒŚś ļ░®ļ▓Ģ
Laser ņÜ®ņĀæņØĆ CW 5kW Fiber Laser ņןļ╣äņŚÉņä£ 2 kW, 100 mm/s ņĪ░Ļ▒┤ņ£╝ļĪ£ ņÜ®ņĀæĒĢśņśĆĻ│Ā, Ar Ļ░ĆņŖżļź╝ ņÜ®ņĀæ ļ╣äļō£ ņĀĢļ®┤, Ēøäļ®┤ņŚÉ ņ¦üņĀæ ļČäņé¼ĒĢśļ®░ ļ¬©ļæÉ BOP(Bead on plate) ņÜ®ņĀæĒĢśņśĆļŗż.
Ļ┤æĒĢÖĒśäļ»ĖĻ▓Į(Olympus GX-51)ņØä ĒåĄĒĢ┤ ņøÉņåīņ×¼ ļ»ĖņäĖņĪ░ņ¦ü ļ░Å ņÜ®ņĀæļČĆ ļ»ĖņäĖņĪ░ņ¦üņØä ņ┤¼ņśü ĒĢśņśĆļŗż. ņĪ░ņ¦ü ļČäņäØņØä ņ£äĒĢśņŚ¼ Kroll ņÜ®ņĢĪ(H2O : HNO3 : HF = 96 : 2 : 2)ņÖĆ Keller ņÜ®ņĢĪ(H2O : HCl :HNO3, : HF,= 95 : 1.5: 2.5: 1)ņ£╝ļĪ£ ņŚÉņ╣ŁĒĢśņśĆļŗż. ņØĖņןņŗ£ĒŚśņØĆ ASTM E-8ņØś ņŗ£ĒÄĖĻĘ£Ļ▓® (Width 6mm, Gauge lengths 25mm)ņ£╝ļĪ£ ņÜ®ņĀæļČĆļŖö Gauge length ņżæĻ░ä ļČĆļČäņŚÉ ņśżļÅäļĪØ ņĀ£ņ×æĒĢśņśĆļŗż. ņØĖņןņŗ£ĒŚś ņŗ£ ļ│ĆĒśĢņåŹļÅä(strain rate)ļŖö 10-3 s-1 ņ£╝ļĪ£ ņ¦äĒ¢ēĒĢśņśĆļŗż. ļ»ĖņäĖĻ▓ĮļÅäņŗ£ĒŚśņØĆ Vickers Ļ▓ĮļÅäĻĖ░(HM-211)ņŚÉņä£ ĒĢśņżæ 0.2(1.96N) ņØä Ļ░ĆĒĢśņśĆĻ│Ā ņĢĢĒØö Ļ░äĻ▓®ņØĆ 150 ╬╝mļź╝ ņ£Āņ¦ĆĒĢśņŚ¼ ņĖĪņĀĢĒĢśņśĆļŗż.
4. ņŗżĒŚś Ļ│Āņ░░
4.1 ņÜ®ņĀæ ņŗ£ĒŚś
ņÜ®ņĀæĒĢ£ ņŗ£ĒÄĖņØś ļ╣äļō£ ĒśĢņāü ļ░Å ņÜ®ņĀæļČĆ ļŗ©ļ®┤ņØä
Fig. 2 ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
Fig. 2ņØś ļ¬©ļōĀ ņĪ░Ļ▒┤ņŚÉņä£ ļ╣äļō£ĒÅŁņØĆ ņĀäļ®┤ļČĆ 0.891~0.754 mm Ēøäļ®┤ļČĆ 0.908~0.857 mmļĪ£ ņĖĪņĀĢļÉśņŚłĻ│Ā, ņĀüņĀłĒĢ£ Ar Ļ░ĆņŖż ņē┤ļö®ņ£╝ļĪ£ Ēæ£ļ®┤ņØś ņé░ĒÖöļŖö ļ░£Ļ▓¼ ļÉśņ¦Ć ņĢŖņĢśļŗż
1). ĻĘĖļ”¼Ļ│Ā ļ╣äļō£ Ēøäļ®┤ļČĆņŚÉļŖö ņŖżĒī©Ēä░Ļ░Ć ņåīļ¤ē ļ░£ņāØĒĢśņśĆņ£╝ļéś, ņÜ®ņĀæļČĆņŚÉņä£ņØś Ļ▓░ĒĢ©ņØĆ Ļ┤Ćņ░░ļÉśņ¦Ć ņĢŖņĢśļŗż. ņÜ®ņĀæļČĆ ļŗ©ļ®┤ņØä ļČäņäØĒĢ£ Ļ▓░Ļ│╝ ļ¬©ļōĀ ņĪ░Ļ▒┤ņŚÉņä£ ņÖäņĀä ņÜ®ņ×ģņØ┤ ņØ┤ļŻ©ņ¢┤ņ¦ä Ļ▓āņØä Ļ┤Ćņ░░ĒĢĀ ņłś ņ׳ņŚłļŗż.
Fig.┬Ā2
Welding bead shape and cross section (a) C - No. 1, (b) C - No. 2 and (c) C - No. 3 Ti-6Al-4V ELI alloy
4.2 ņØĖņן ņŗ£ĒŚś
ņÜ®ņĀæ ņĀä Ļ░ü ņŚ┤ņ▓śļ”¼ ņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ ļ¬©ņ×¼ņØś ņØĖņןņŗ£ĒŚś Ļ▓░Ļ│╝ļź╝
Fig. 3 (a)ļĪ£ ļéśĒāĆļé┤ņŚłļŗż. ļ¬©ņ×¼ņØś ņØĖņןņŗ£ĒŚś Ļ▓░Ļ│╝ 1ļ▓ł ņĪ░Ļ▒┤, 2ļ▓ł ņĪ░Ļ▒┤ ĻĘĖļ”¼Ļ│Ā 3ļ▓ł ņĪ░Ļ▒┤ ņł£ņä£ļĪ£ ņØĖņן Ļ░ĢļÅäĻ░Ć ņ”ØĻ░ĆĒĢśņśĆļŗż. ņÜ®ņĀæ ņĀä ņøÉņåīņ×¼ņØś ļ»ĖņäĖņĪ░ņ¦ü ļČäņäØĻ▓░Ļ│╝ļź╝
Fig. 4ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. 1ļ▓ł ņĪ░Ļ▒┤ ņåīņ×¼(
Fig. 4(a))ļŖö ĻĄ¼ņāüĒÖöļÉ£ ╬▒ņāüĻ│╝ ņĖĄņāüĻĄ¼ņĪ░ņØś ╬▒+╬▓ ņāüņ£╝ļĪ£ ĻĄ¼ņä▒ļÉśņ¢┤ ņ׳ņŚłļŗż. 3ļ▓ł ņĪ░Ļ▒┤ ņåīņ×¼(
Fig 4.(b))ļŖö ĻĄ¼ņāüĒÖöļÉ£ ╬▒ņāü ļ┐Éļ¦ī ņĢäļŗłļØ╝, ņłśļāē ņżæņŚÉ ņāØņä▒ļÉ£ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ(╬▒┬┤)ņŚÉ ņØśĒĢśņŚ¼ 1ļ▓ł ņĪ░Ļ▒┤ ņåīņ×¼ ļīĆļ╣ä Ļ░ĢļÅäĻ░Ć ņ”ØĻ░ĆĒ¢łņØīņØä ņĢī ņłś ņ׳ņŚłļŗż. 3ļ▓ł ņĪ░Ļ▒┤ ņåīņ×¼(
Fig. 4(c))ļŖö ĻĄ¼ņāüĒÖö ļÉ£ ╬▒ņāüĻ│╝ Aging ņżæ ņ×öļźś ╬▓ņāüņ£╝ļĪ£ļČĆĒä░ ņāØņä▒ļÉ£ ļ»ĖņäĖĒĢ£ 2ņ░© ╬▒ņāü(╬▒
s)ņØ┤ ņāØņä▒ļÉśņ¢┤ Ļ░Ćņן ļåÆņØĆ Ļ░ĢļÅäļź╝ ļéśĒāĆļé┤ņŚłļŗżĻ│Ā ĒīÉļŗ©ļÉ£ļŗż. Ļ░ü ņŚ┤ņ▓śļ”¼ ņĪ░Ļ▒┤ņŚÉņä£ ņÜ®ņĀæ ĒĢ£ ĒøäņØś ņØĖņןņŗ£ĒŚś Ļ▓░Ļ│╝ļź╝
Fig. 3(b)ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņÜ®ņĀæ Ēøä Ļ░ĢļÅäļŖö ņÜ®ņĀæ ņĀä ņŚ┤ņ▓śļ”¼ņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ ņØĖņןĒŖ╣ņä▒ Ļ▓ĮĒ¢źĻ│╝ ļÅÖņØ╝ĒĢśĻ▓ī ļéśĒāĆļé¼Ļ│Ā, ņÜ®ņĀæ Ēøä ņØĖņןņŗ£ĒÄĖņØĆ ļ¬©ļæÉ ļ¬©ņ×¼ņŚÉņä£ Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśņśĆļŗż.
Fig.┬Ā3
Tensile behaviors of Ti-6Al-4V ELI alloy (a) base metal and (b) after welding
Fig.┬Ā4
Optical micrographs of (a) C - No. 1, (b) C - No. 2 and (c) C - No. 3 Ti-6Al-4V ELI alloy
4.3 Ļ▓ĮļÅä ņŗ£ĒŚś
ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼ ņĀä┬ĘĒøä ņŗ£ĒÄĖņØś Ļ▓ĮļÅä ņŗ£ĒŚśĻ▓░Ļ│╝ļź╝
Fig. 5(a)Ļ│╝ (b)ņŚÉ Ļ░üĻ░ü ļéśĒāĆļé┤ņŚłņ£╝ļ®░, Ļ░ü Ļ▓ĮļÅä ĒÅēĻĘĀĻ░ÆņØä
Table 3ņŚÉ Ēæ£ĻĖ░ĒĢśņśĆļŗż. ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼ ņĀä ņŗ£ĒÄĖņØś Ļ▓ĮņÜ░ ņŚ┤ņ▓śļ”¼ ņĪ░Ļ▒┤Ļ│╝ Ļ┤ĆĻ│äņŚåņØ┤ ņÜ®ņĀæļČĆņŚÉņä£ Ļ░Ćņן ļåÆņØĆ Ļ▓ĮļÅä Ļ░ÆņØä Ļ░Ćņ¦Ćļ®░ HAZļČĆņŚÉņä£ ļ¬©ņ×¼ļĪ£ Ļ░łņłśļĪØ Ļ░ÆņØ┤ Ļ░ÉņåīĒĢ©ņØä ļ│╝ ņłś ņ׳ļŗż. ņÜ®ņĀæļČĆ Ļ▓ĮļÅäņÖĆ ļ¬©ņ×¼ Ļ░äņŚÉ Ēü░ Ļ▓ĮļÅä Ļ░Æ ņ░©ņØ┤ļź╝ Ļ░Ćņ¦ĆļŖöļŹ░ ņØ┤ļĪ£ ņØĖĒĢśņŚ¼ ļ│ĆĒśĢ ņżæ ĻĄŁļČĆļ│ĆĒśĢņØä ņ£Āļ░£ņŗ£ņ╝£ ņä▒ĒśĢņä▒ņØä Ļ░Éņåīņŗ£ĒéżļŖö ņÜöņØĖņØ┤ ļÉĀ ņłś ņ׳ļŗż. ņØ┤ļź╝ ļ░®ņ¦ĆĒĢśĻĖ░ ņ£äĒĢśņŚ¼, ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņ×öļźśņØæļĀź Ļ░ÉņåīņÖĆ ļŹöļČłņ¢┤ ļ¬©ņ×¼ņÖĆ ņÜ®ņĀæļČĆ Ļ░äņØś Ļ▓ĮļÅä ņ░©ņØ┤ļź╝ Ļ░Éņåīņŗ£ĒéżļŖö Ļ▓āņØ┤ ņżæņÜöĒĢśļŗż. ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼ Ēøä Ļ▓ĮļÅä Ļ░ÆņØä ņé┤ĒÄ┤ļ│┤ļ®┤, 1ļ▓ł ņĪ░Ļ▒┤ ņåīņ×¼ņÖĆ ļīĆļ╣äĒĢśņŚ¼ 4ļ▓ł ņĪ░Ļ▒┤ņØś ņÜ®ņĀæļČĆ Ļ▓ĮļÅäĻ░Ć ņĢĮ 20 Hv Ļ░ÉņåīĒĢ©ņØä ļ│╝ ņłś ņ׳ļŗż, ņØ┤ļŖö ņÜ®ņĀæļČĆņØś ņĪ░ņ¦üņŚÉ ņ׳ļŹś ņ×öļźśņØæļĀźņØ┤ Solution ņżæ ņĀ£Ļ▒░ ļÉśņ¢┤ Ļ░ÉņåīĒĢ£ Ļ▓āņ£╝ļĪ£ ĒÆĆņØ┤ ļÉ£ļŗż. 5ļ▓ł ņĪ░Ļ▒┤Ļ│╝ 6ļ▓ł ņĪ░Ļ▒┤ņØś ņÜ®ņĀæļČĆ Ļ▓ĮļÅäļŖö ņĢĮ 390 Hvņ£╝ļĪ£, ļŗżļźĖ ņÜ®ņĀæļČĆļ│┤ļŗż ļåÆņØĆ Ļ░ÆņØä ļ│┤ņŚ¼ņŻ╝ņŚłļŗż.
Fig.┬Ā5
Vickers hardness profile: after (a) welding and (b) PWTH
Table┬Ā3
Average hardness values of weld, HAZ and Base area of each experimental conditions
|
C - No. 1 |
C - No. 2 |
C - No. 3 |
C - No. 4 |
C - No. 5 |
C - No. 6 |
|
Weld |
359.7 Hv |
374.3 Hv |
378.5 Hv |
352.3 Hv |
394.6 Hv |
390.3 Hv |
|
HAZ |
347.2 Hv |
369.2 Hv |
369.5 Hv |
339.5 Hv |
361.2 Hv |
364.5 Hv |
|
BASE |
325.0 Hv |
329.2 Hv |
345.6 Hv |
339.3 Hv |
352.1 Hv |
352.5 Hv |
4.4 ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼ Ēøä ļ»ĖņäĖņĪ░ņ¦ü ļČäņäØ
ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼ ņĀä┬ĘĒøä ņŚ┤ņ▓śļ”¼ ņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ņä£ ņÜ®ņĀæļČĆņØś ļ¼╝ņä▒ņØ┤ Ēü¼Ļ▓ī ļŗ¼ļØ╝ņ¦ÉņØä ņĢī ņłś ņ׳ņŚłļŗż. ļ©╝ņĀĆ ņÜ®ņĀæļČĆņØś ļ¼╝ņä▒ņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣Ā ņłś ņ׳ļŖö ņØĖņ×ÉļĪ£, 1) ╬▒ņāü ļČäņ£©, 2) ņÜ®ņĀæļČĆ ņ×öļźśņØæļĀź 3) ņŗ£ĒÜ© ņżæ ņāØņä▒ļÉ£ ╬▒
s ņāü ļČäņ£© ļō▒ Ēü¼Ļ▓ī 3Ļ░Ćņ¦ĆĻ░Ć ņ׳ļŗż. Aging ņØ┤ ĒżĒĢ©ļÉ£ ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼ ņåīņ×¼ņØś ņÜ®ņĀæļČĆ Ļ▓ĮļÅäĻ░Ć Ļ░Ćņן ļåÆņØīņØä ņĢī ņłś ņ׳ņ£╝ļ®░ ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼ ņØ┤ņĀä ņåīņ×¼ņÖĆ 4ļ▓ł ņĪ░Ļ▒┤ņŚÉņä£ ļ╣äĻĄÉņĀü ņ×æņØĆ Ļ▓ĮļÅä ņ░©ņØ┤ļź╝ ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ņŚłļŗż. 4ļ▓ł ņĪ░Ļ▒┤ņØś Ļ▓ĮļÅä Ļ░Éņåī ņøÉņØĖņØä ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼ ņĀä┬ĘĒøä ļ»ĖņäĖņĪ░ņ¦üņØä
Fig. 6ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼ ņĀä ņÜ®ņĀæļČĆ (
Fig. 6(a)) ņÖĆ ļ╣äĻĄÉĒĢśņŚ¼, ņÜ®ņĀæ Ēøä ņāØņä▒ļÉ£ ╬▒┬┤ņāüņØ┤ Solution ņżæ ņä▒ņןĒĢśņśĆņØī ņĢī ņłś ņ׳ļŗż (
Fig. 6(b)). ĻĘĖļ”¼Ļ│Ā Aging ņżæ ņ×öļźś ╬▓ ņāüņŚÉņä£ ╬▒
sņāüņØ┤ ņāØņä▒(
Fig. 6(c)ņÖĆ
6(d))ļÉśņŚłņØīņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ņŚłļŗż. Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£, ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼ņŚÉņä£ Solution ņżæ ╬▒┬┤ņāüņØś ņä▒ņןĻ│╝ ļŹöļČłņ¢┤ ņÜ®ņĀæļČĆņØś ņ×öļźś ņØæļĀźņØ┤ Ļ░ÉņåīĒĢśņŚ¼ Ļ▓ĮļÅäĻ░Ć Ļ░ÉņåīĒĢśļéś Aging ņżæ ╬▒
sņāüņØ┤ ņāØņä▒ļÉśņ¢┤ Ļ▓ĮļÅäĻ░Ć ļŗżņŗ£ ņ”ØĻ░ĆĒĢ©ņØä ņĢī ņłś ņ׳ņŚłļŗż
10).
Fig.┬Ā6
Weldments microstructure of (a) C - No. 3, (b) C - No. 4, (c) C -No. 5 and (d) C - No. 6
ņØ┤ļ¤¼ĒĢ£ ņŗ£ĒÜ©(Aging) ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼ņŚÉņä£ņØś ╬▒s ņāØņä▒ņØĆ ņÜ®ņĀæļČĆņÖĆ ļ¬©ņ×¼ņØś Ļ▓ĮļÅä ņ░©ņØ┤ļź╝ ļŹöņÜ▒ ņ”ØĻ░Ćņŗ£ņ╝£ ņä▒ĒśĢņä▒ ņĀĆĒĢśļź╝ ņ£Āļ░£ĒĢśļŖö ļ░śļ®┤, ņÜ®ņ▓┤ĒÖöņ▓śļ”¼(Solution) ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼ļŖö ņÜ®ņĀæļČĆņŚÉņä£ ļ¬©ņ×¼Ļ╣īņ¦Ć Ļ▓ĮļÅäņ░©ņØ┤Ļ░Ć ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼ ņĀä ņåīņ×¼ļ│┤ļŗż ņ×æĻĖ░ ļĢīļ¼ĖņŚÉ ņä▒ĒśĢņä▒ Ļ░Éņåīļź╝ ņĄ£ņåīĒÖöņŗ£Ēé¼ Ļ▓āņ£╝ļĪ£ ņśłņāüļÉ£ļŗż.
5. Ļ▓░ ļĪĀ
Ti-6Al-4V ELIĒĢ®ĻĖłņØä Laser ņÜ®ņĀæ ņŗżĒŚśņŚÉņä£ ņĢäļלņÖĆ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ņ¢╗ņØä ņłś ņ׳ņŚłļŗż.
1) 2.0 kW, 100 mm/s ņÜ®ņĀæņĪ░Ļ▒┤ņŚÉņä£ ņŗżņŗ£ĒĢ£ ņØĖņןņŗ£ĒŚśņØĆ ļ¬©ņ×¼ņŚÉņä£ Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśņśĆĻ│Ā, ļ¬©ņ×¼ļ│┤ļŗż ļŹö ļåÆņØĆ ņØĖņןĻ░ĢļÅäņÖĆ Ļ░ÉņåīĒĢ£ ņŚ░ņŗĀņ£©ņØä Ļ░¢ļŖöļŗż.
2) ņÜ®ņ▓┤ĒÖö ņ▓śļ”¼(solution) ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼ļź╝ ĒåĄĒĢ┤, ļ¬©ņ×¼ņØś Ļ░ĢļÅäļŖö ņ£Āņ¦ĆĒĢśļ®┤ņä£ ņÜ®ņĀæļČĆņÖĆ ļ¬©ņ×¼ņØś Ļ▓ĮļÅä ņ░©ņØ┤ļŖö Ļ░ÉņåīļÉśņŚłļŗż. ņÜ®ņĀæļČĆņØś ļ»ĖņäĖņĪ░ņ¦üņØĆ ╬▒┬┤ņāüņØś ļæÉĻ╗śĻ░Ć ņ”ØĻ░ĆĒĢśļ®┤ņä£ ņÜ®ņĀæļČĆ Ļ▓ĮļÅäĻ░Ć Ļ░ÉņåīĒĢśņśĆļŗż. 4ļ▓ł ņĪ░Ļ▒┤ņØś ļ¬©ņ×¼ņÖĆ ņÜ®ņĀæļČĆĻ░ä Ļ▓ĮļÅä ņ░©ņØ┤ļŖö ĻĖ░ņĪ┤ 1ļ▓ł ņĪ░Ļ▒┤ļīĆļ╣ä 69.4 % Ļ░Éņåī, 5ļ▓ł ņĪ░Ļ▒┤ ļīĆļ╣ä 62.5 % Ļ░ÉņåīļÉ£ Ļ░ÆņØ┤ ļéśĒāĆļé¼ļŗż.
3) ņŗ£ĒÜ©(Aging) ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼ ņØ┤Ēøä ņÜ®ņĀæļČĆ ļ»ĖņäĖņĪ░ņ¦üņØĆ ╬▒┬┤ņāüņØś ļČäņ£©ņØĆ ņ”ØĻ░ĆĒĢśņ¦Ć ņĢŖņ£╝ļ®░, ╬▒sņāüņØ┤ ņāØņä▒ļÉśņ¢┤ ņÜ®ņĀæļČĆ Ļ▓ĮļÅäĻ░Ć ņāüņŖ╣ĒĢśņśĆļŗż. ĻĘĖ Ļ░ÆņØĆ ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼ ņĀä ņåīņ×¼ņÖĆ ļ╣äĻĄÉĒĢśņŚ¼ 22.4% ņ”ØĻ░ĆĒĢśņśĆļŗż.
4) ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼ Ēøä ╬▒┬┤ņāü ļæÉĻ╗śĻ░Ć ņ╗żņ¦łņłśļĪØ ĻĘĖļ”¼Ļ│Ā ņ×öļźśņØæļĀźņØ┤ Ļ░ÉņåīĒĢĀņłśļĪØ ņÜ®ņĀæļČĆ Ļ▓ĮļÅäļŖö ļé«ņĢäņ¦Ćļ®░ ╬▒sņāüņØ┤ ņāØņä▒ļÉśļ®┤ Ļ▓ĮļÅäĻ░Ć ņāüņŖ╣ĒĢśņśĆļŗż.
Acknowledgments
ļ│Ė ņŚ░ĻĄ¼ļŖö ņé░ņŚģĒåĄņāüņ×ÉņøÉļČĆņØś ĒĢĄņŗ¼ļ░®ņé░ĻĖ░ņłĀĻ░£ļ░£ņé¼ņŚģ(10043804) ļ░Å ļ»╝ĻĄ░Ļ▓ĖņÜ®ĻĖ░ņłĀĻ░£ļ░£ņé¼ņŚģ (16-CM-MA-10)ņØś ņŚ░ĻĄ¼ļ╣ä ņ¦ĆņøÉņŚÉ ņØśĒĢ┤ ņłśĒ¢ēļÉśņŚłņØī.
References
1. BH. Yoon, SH. Kim, and WS. Chang, Journal of KWJS. 25(5) (2007) 22ŌĆō28. (in Korean)
2. M. Geetha, A.K. Singh, R. Asokamani, and A.K. Gogia, Ti based biomaterials, the ultimate choice for orthopaedic implants A review,
Progress in Materials Science. 54 (2009) 397425
[CROSSREF] 3. M. Peters and C. Leyens, AEROSPACE AND SPACE MATERIALS, MATERIALS SCIENCE AND ENGINEERING. 3 (2011)
4. Lu. Gang, L. Bernasek. Steven, and Schwartz. Jeffrey, Oxidation of a polycrystalline titanium surface by oxygen and water,
Surface Science. 458 (2000) 80ŌĆō90.
[CROSSREF] 5. X. LI, J. XIE, and Y. ZHOU, Effects of oxygen contami- nation in the argon shielding gas in laser welding of commercially pure titanium thin sheet,
JOURNAL OF MATERIALS SCIENCE. 40 (2005) 3437ŌĆō3443.
[CROSSREF] [PDF] 6. G. Hornberger. Eugene, The practical reference guide for welding titanium, AWS. (1999) 3ŌĆō4.
7. J.D. Kim and J.S. Kim, The Study for Improving the Weldability of Pure Titanium Sheet by Using Fiber Laser-The Effect of Shielding Gas Nozzle Variable,
J of Welding and Joining. 34(5) (2016) 6ŌĆō12. (in Korean)
[CROSSREF] [PDF] 8. Titanium information group, Welding Titanium, TWI. (1999)
9. A.S.H. Kabir, X.J. Cao, J. Gholipour, P. Wanjara, J. Cuddy, A. Birur, and M. Medraj, Effect of postweld heat treatment on microstructure, hardness, and tensile properties of laser-welded Ti-6Al-4V,
Metall Mater Trans A. 43 (2012) 4171ŌĆō4184.
[CROSSREF] 10. S.W. Lee, C. H. Park, J. K. Hong, and J.T. Yeom, Effect of solution treatment and aging conditions on tensile properties of Ti-Al-Fe-Si alloy,
Materials Science & Engineering A. 697 (2017) 158ŌĆō166.
[CROSSREF]


 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



